
一种转炉底吹智能控制方法.pdf

是向****23


1/10
2/10

3/10
4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种转炉底吹智能控制方法.pdf
本发明提供一种转炉底吹智能控制方法,方法中的底吹按照工艺顺序为出渣准备、吹炼前期、吹炼后期、取样等待、补吹、出钢、溅渣护炉。通过对转炉底吹控制系统的分析,并实现了转炉底吹智能控制,克服了转炉炼钢生产过程中冶炼、溅渣、空炉、后搅等环节的操作的繁琐性及控制方式的切换带来的扰动性。本发明中的转炉底吹智能控制方法运行稳定,自动化程度极高,为实现高品质钢及全自动炼钢控制提供了可靠依据和实践基础。本方法满足了炼钢生产不同钢种和不同冶炼模式的需要,较现有技术方式,达到了均匀钢水温度及成分、加快热化学反应和去除夹杂物等良
转炉及转炉底吹的控制方法.pdf
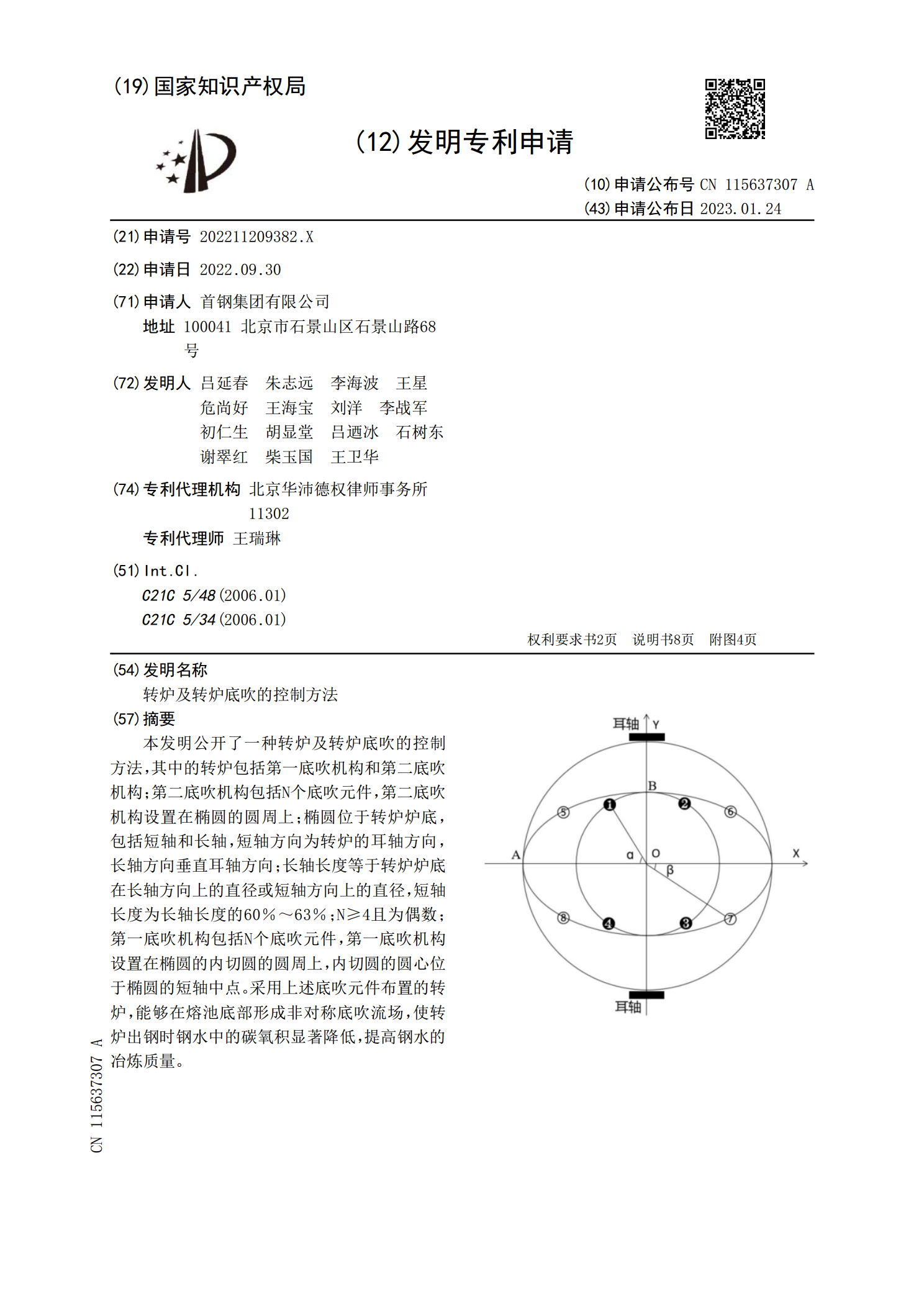
本发明公开了一种转炉及转炉底吹的控制方法,其中的转炉包括第一底吹机构和第二底吹机构;第二底吹机构包括N个底吹元件,第二底吹机构设置在椭圆的圆周上;椭圆位于转炉炉底,包括短轴和长轴,短轴方向为转炉的耳轴方向,长轴方向垂直耳轴方向;长轴长度等于转炉炉底在长轴方向上的直径或短轴方向上的直径,短轴长度为长轴长度的60%~63%;N≥4且为偶数;第一底吹机构包括N个底吹元件,第一底吹机构设置在椭圆的内切圆的圆周上,内切圆的圆心位于椭圆的短轴中点。采用上述底吹元件布置的转炉,能够在熔池底部形成非对称底吹流场,使转炉出
一种转炉底吹方法及转炉.pdf
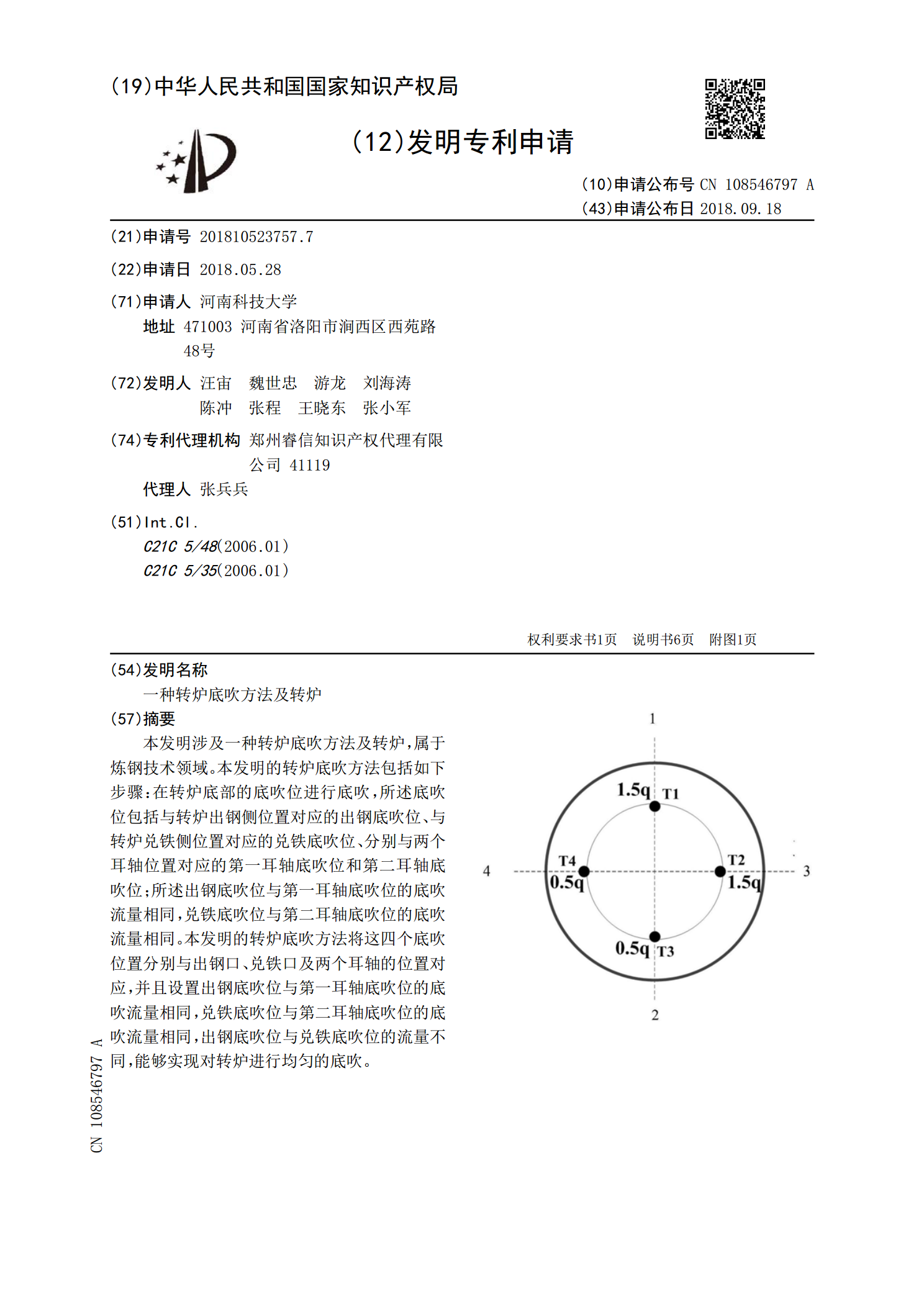
本发明涉及一种转炉底吹方法及转炉,属于炼钢技术领域。本发明的转炉底吹方法包括如下步骤:在转炉底部的底吹位进行底吹,所述底吹位包括与转炉出钢侧位置对应的出钢底吹位、与转炉兑铁侧位置对应的兑铁底吹位、分别与两个耳轴位置对应的第一耳轴底吹位和第二耳轴底吹位;所述出钢底吹位与第一耳轴底吹位的底吹流量相同,兑铁底吹位与第二耳轴底吹位的底吹流量相同。本发明的转炉底吹方法将这四个底吹位置分别与出钢口、兑铁口及两个耳轴的位置对应,并且设置出钢底吹位与第一耳轴底吹位的底吹流量相同,兑铁底吹位与第二耳轴底吹位的底吹流量相同,
一种底吹枪、转炉和底吹方法.pdf
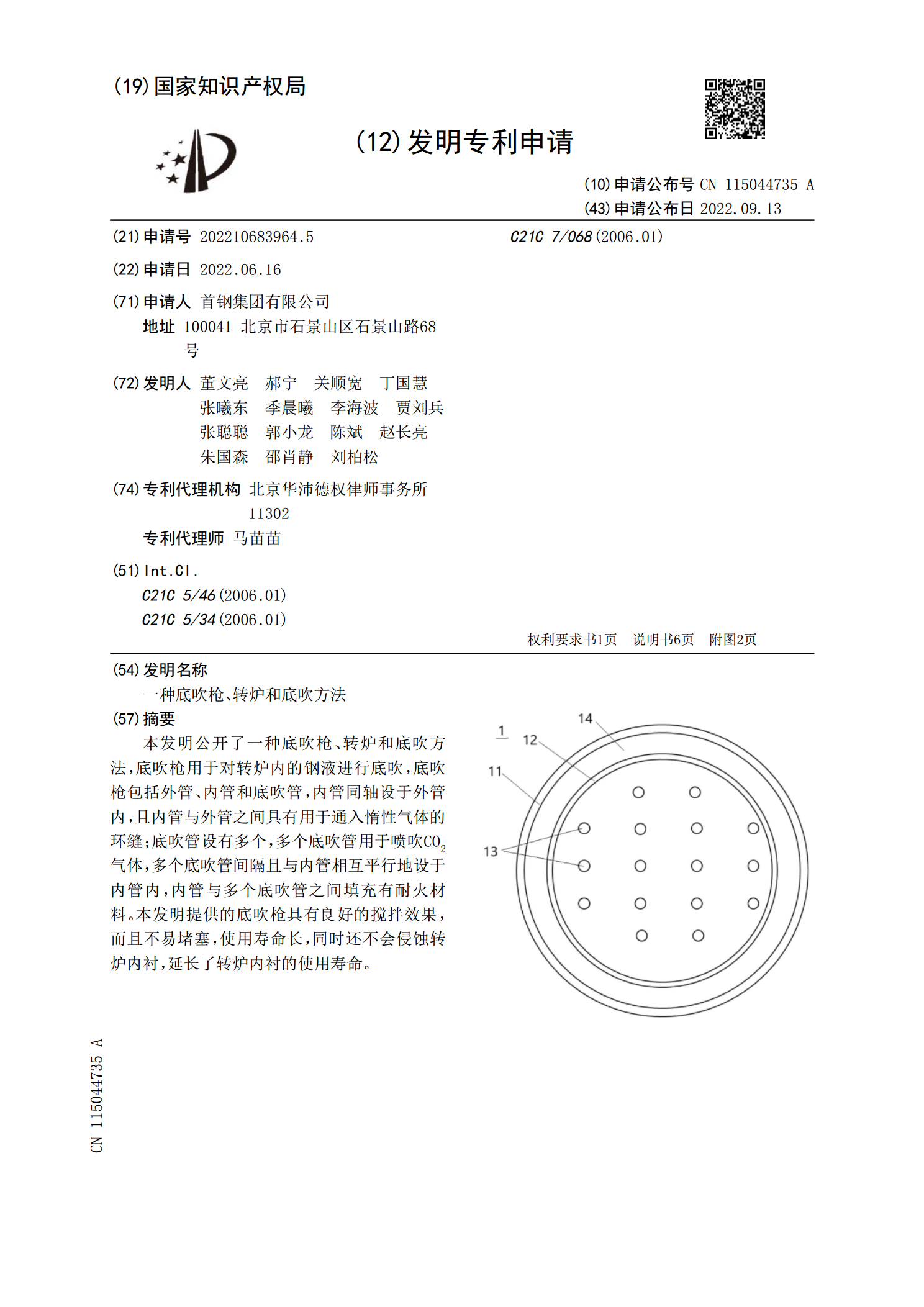
本发明公开了一种底吹枪、转炉和底吹方法,底吹枪用于对转炉内的钢液进行底吹,底吹枪包括外管、内管和底吹管,内管同轴设于外管内,且内管与外管之间具有用于通入惰性气体的环缝;底吹管设有多个,多个底吹管用于喷吹CO
一种顶底复吹转炉及底吹方法.pdf
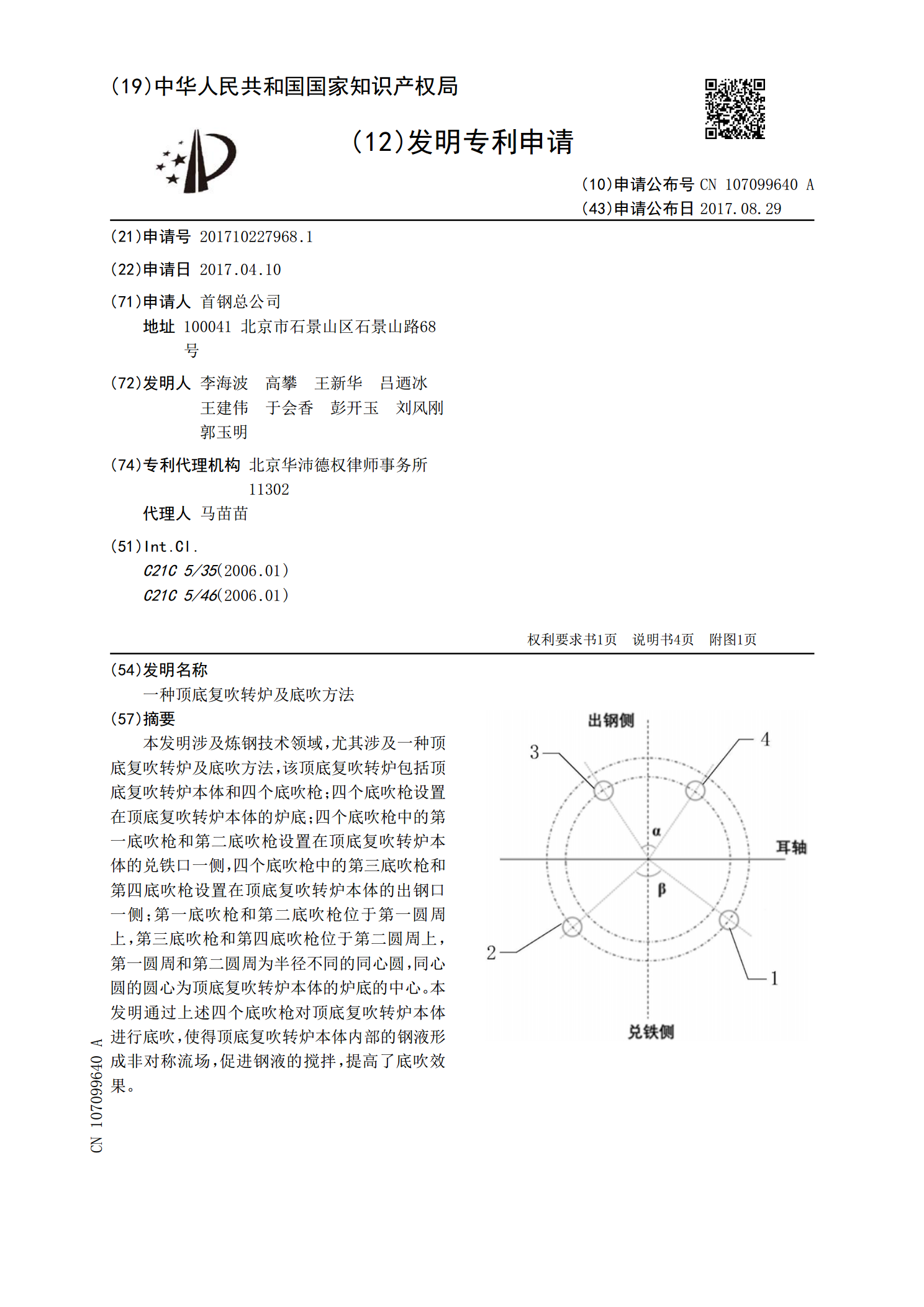
本发明涉及炼钢技术领域,尤其涉及一种顶底复吹转炉及底吹方法,该顶底复吹转炉包括顶底复吹转炉本体和四个底吹枪;四个底吹枪设置在顶底复吹转炉本体的炉底;四个底吹枪中的第一底吹枪和第二底吹枪设置在顶底复吹转炉本体的兑铁口一侧,四个底吹枪中的第三底吹枪和第四底吹枪设置在顶底复吹转炉本体的出钢口一侧;第一底吹枪和第二底吹枪位于第一圆周上,第三底吹枪和第四底吹枪位于第二圆周上,第一圆周和第二圆周为半径不同的同心圆,同心圆的圆心为顶底复吹转炉本体的炉底的中心。本发明通过上述四个底吹枪对顶底复吹转炉本体进行底吹,使得顶底