
一种利用卷材立式真空退火炉对板材退火的方法.pdf

韶敏****ab

1/10

2/10
3/10
4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种利用卷材立式真空退火炉对板材退火的方法.pdf
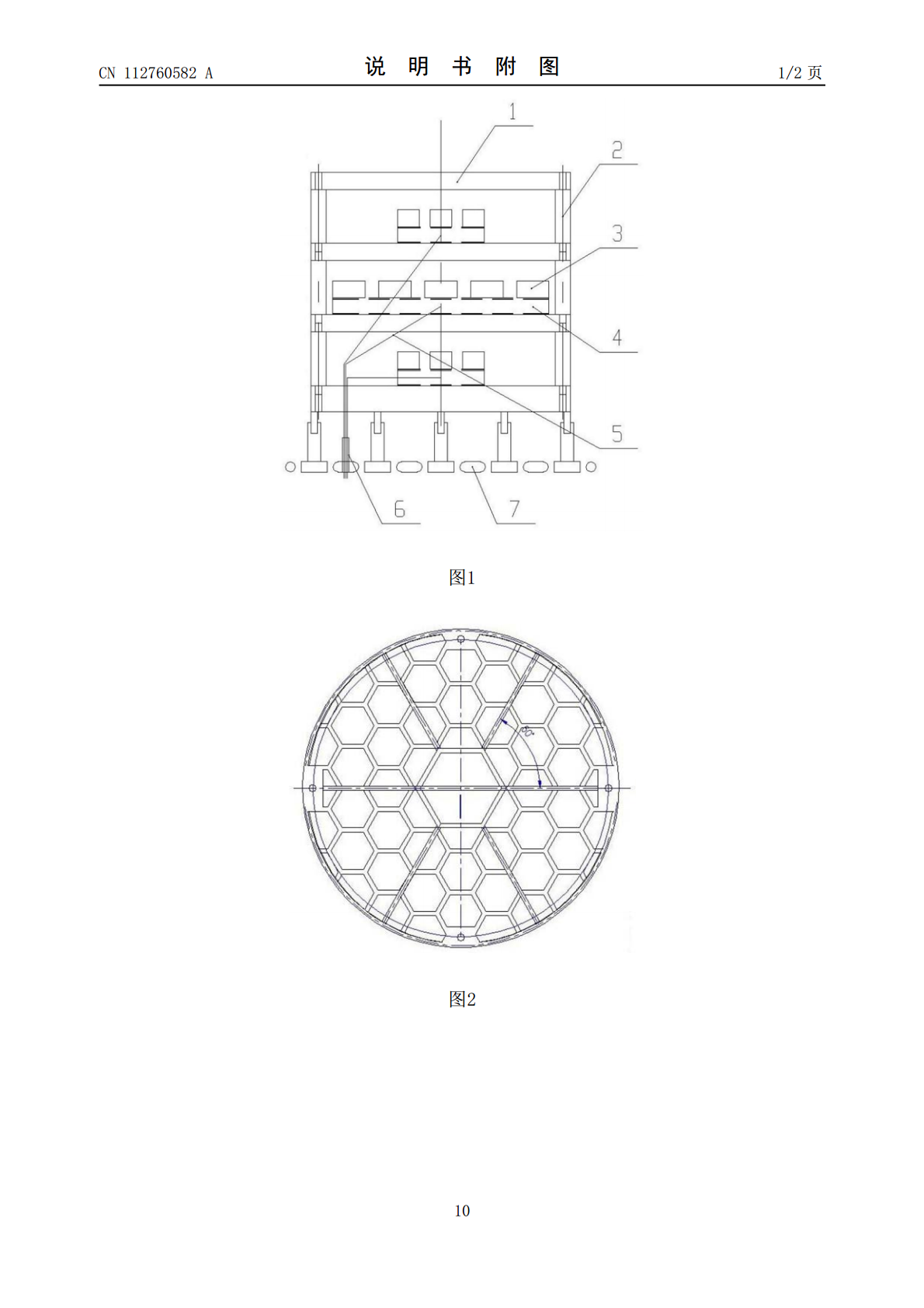
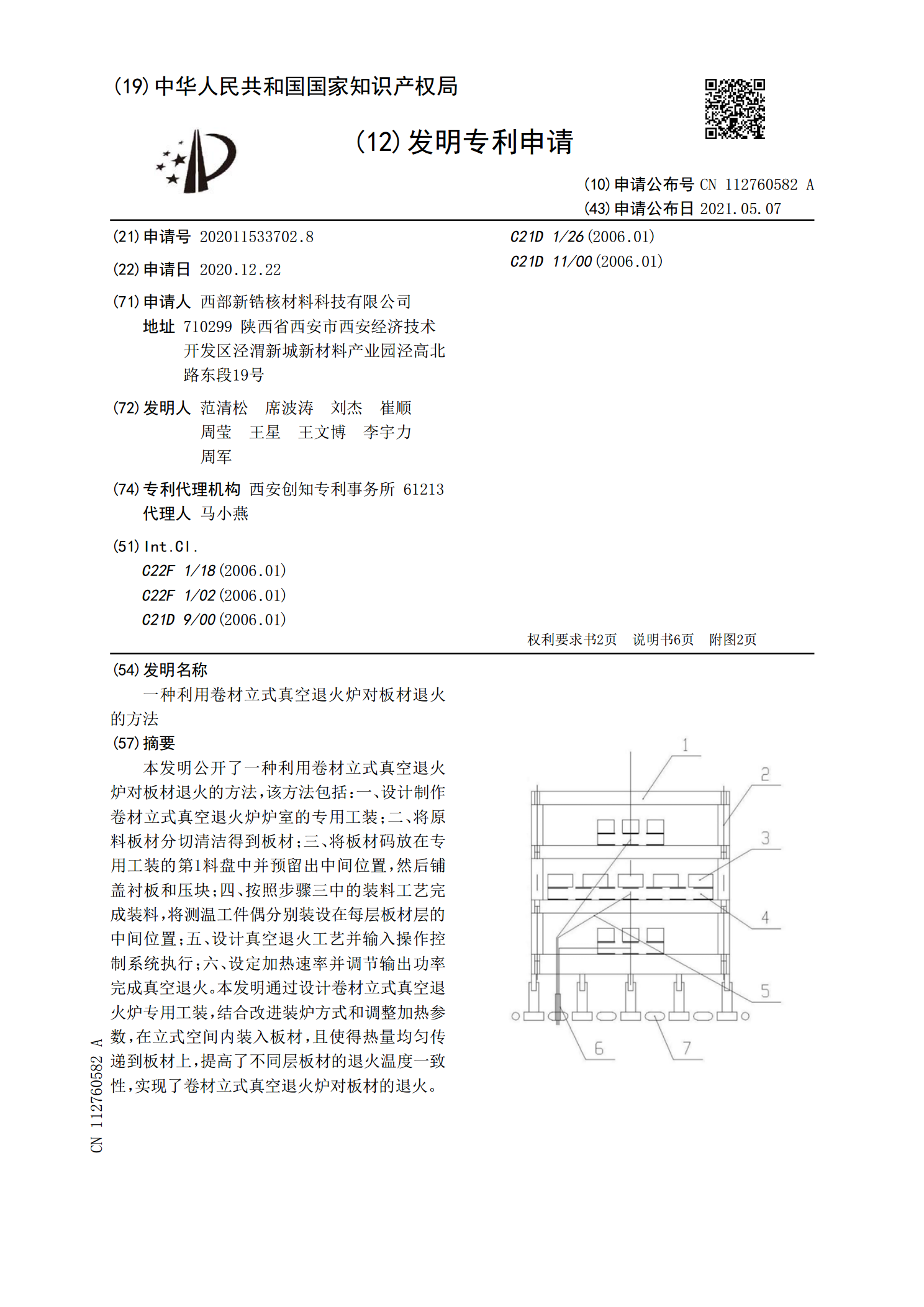
本发明公开了一种利用卷材立式真空退火炉对板材退火的方法,该方法包括:一、设计制作卷材立式真空退火炉炉室的专用工装;二、将原料板材分切清洁得到板材;三、将板材码放在专用工装的第1料盘中并预留出中间位置,然后铺盖衬板和压块;四、按照步骤三中的装料工艺完成装料,将测温工件偶分别装设在每层板材层的中间位置;五、设计真空退火工艺并输入操作控制系统执行;六、设定加热速率并调节输出功率完成真空退火。本发明通过设计卷材立式真空退火炉专用工装,结合改进装炉方式和调整加热参数,在立式空间内装入板材,且使得热量均匀传递到板材上
退火炉抽真空方法及退火炉.pdf
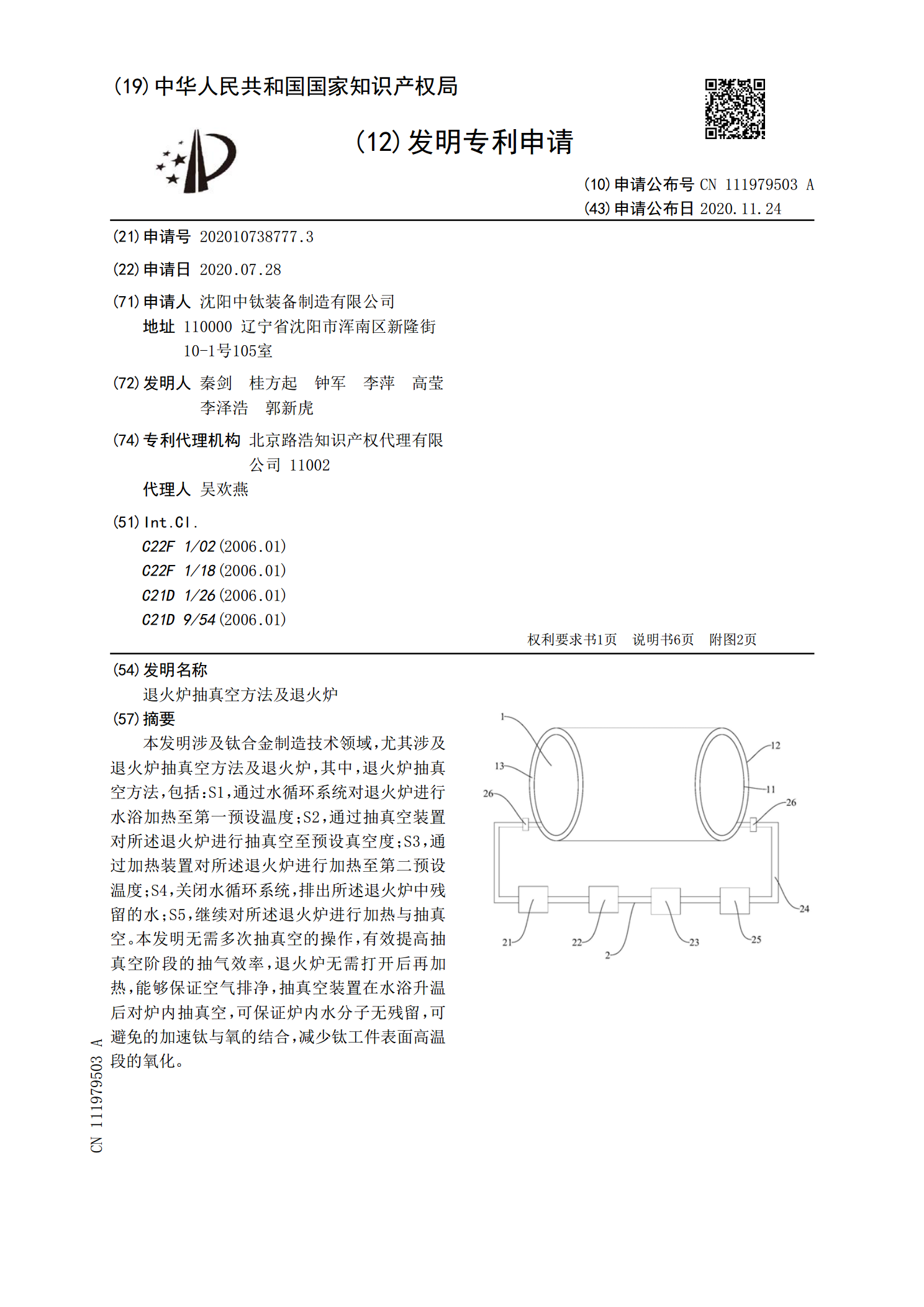
本发明涉及钛合金制造技术领域,尤其涉及退火炉抽真空方法及退火炉,其中,退火炉抽真空方法,包括:S1,通过水循环系统对退火炉进行水浴加热至第一预设温度;S2,通过抽真空装置对所述退火炉进行抽真空至预设真空度;S3,通过加热装置对所述退火炉进行加热至第二预设温度;S4,关闭水循环系统,排出所述退火炉中残留的水;S5,继续对所述退火炉进行加热与抽真空。本发明无需多次抽真空的操作,有效提高抽真空阶段的抽气效率,退火炉无需打开后再加热,能够保证空气排净,抽真空装置在水浴升温后对炉内抽真空,可保证炉内水分子无残留,可
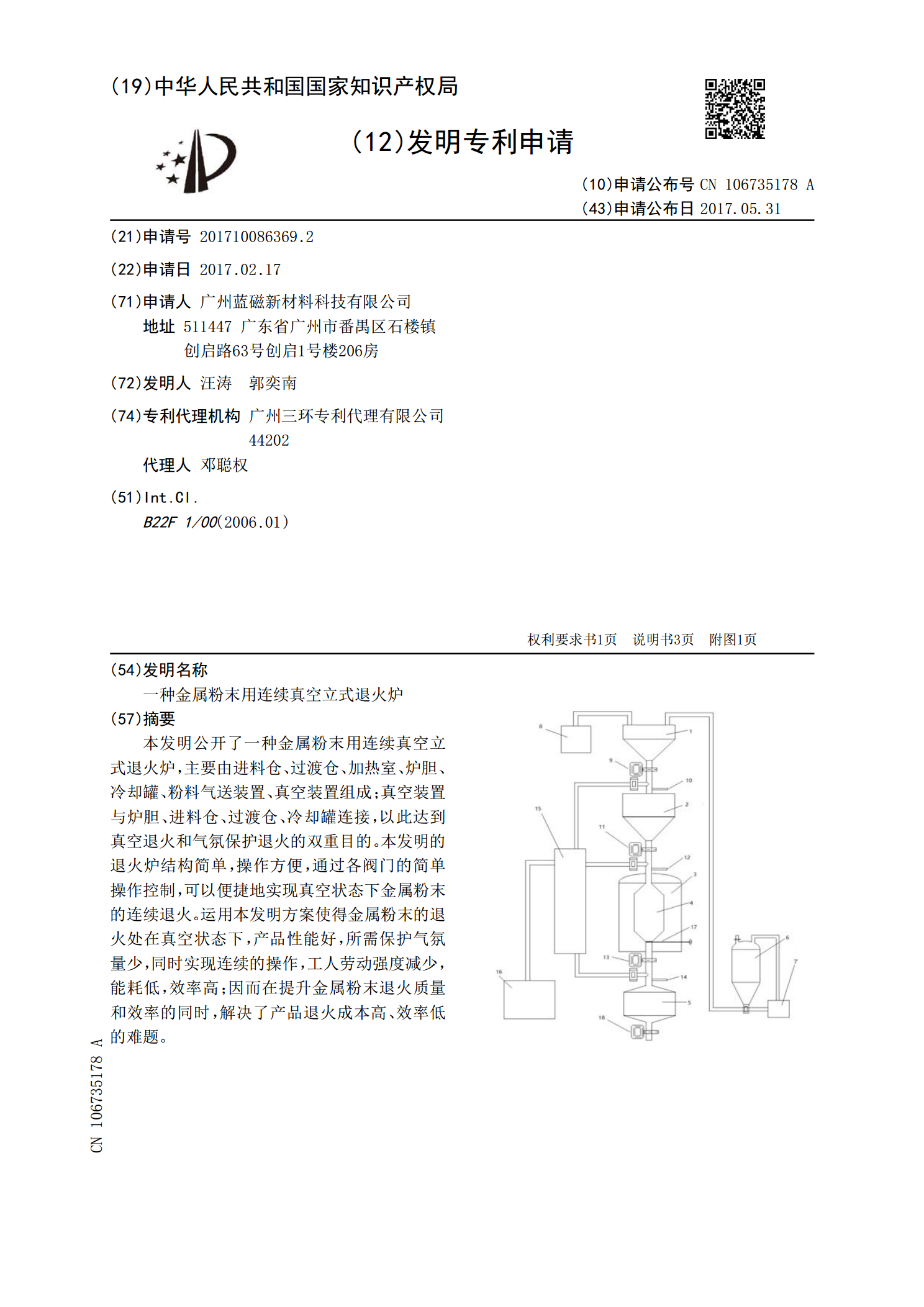
一种金属粉末用连续真空立式退火炉.pdf
本发明公开了一种金属粉末用连续真空立式退火炉,主要由进料仓、过渡仓、加热室、炉胆、冷却罐、粉料气送装置、真空装置组成;真空装置与炉胆、进料仓、过渡仓、冷却罐连接,以此达到真空退火和气氛保护退火的双重目的。本发明的退火炉结构简单,操作方便,通过各阀门的简单操作控制,可以便捷地实现真空状态下金属粉末的连续退火。运用本发明方案使得金属粉末的退火处在真空状态下,产品性能好,所需保护气氛量少,同时实现连续的操作,工人劳动强度减少,能耗低,效率高;因而在提升金属粉末退火质量和效率的同时,解决了产品退火成本高、效率低的
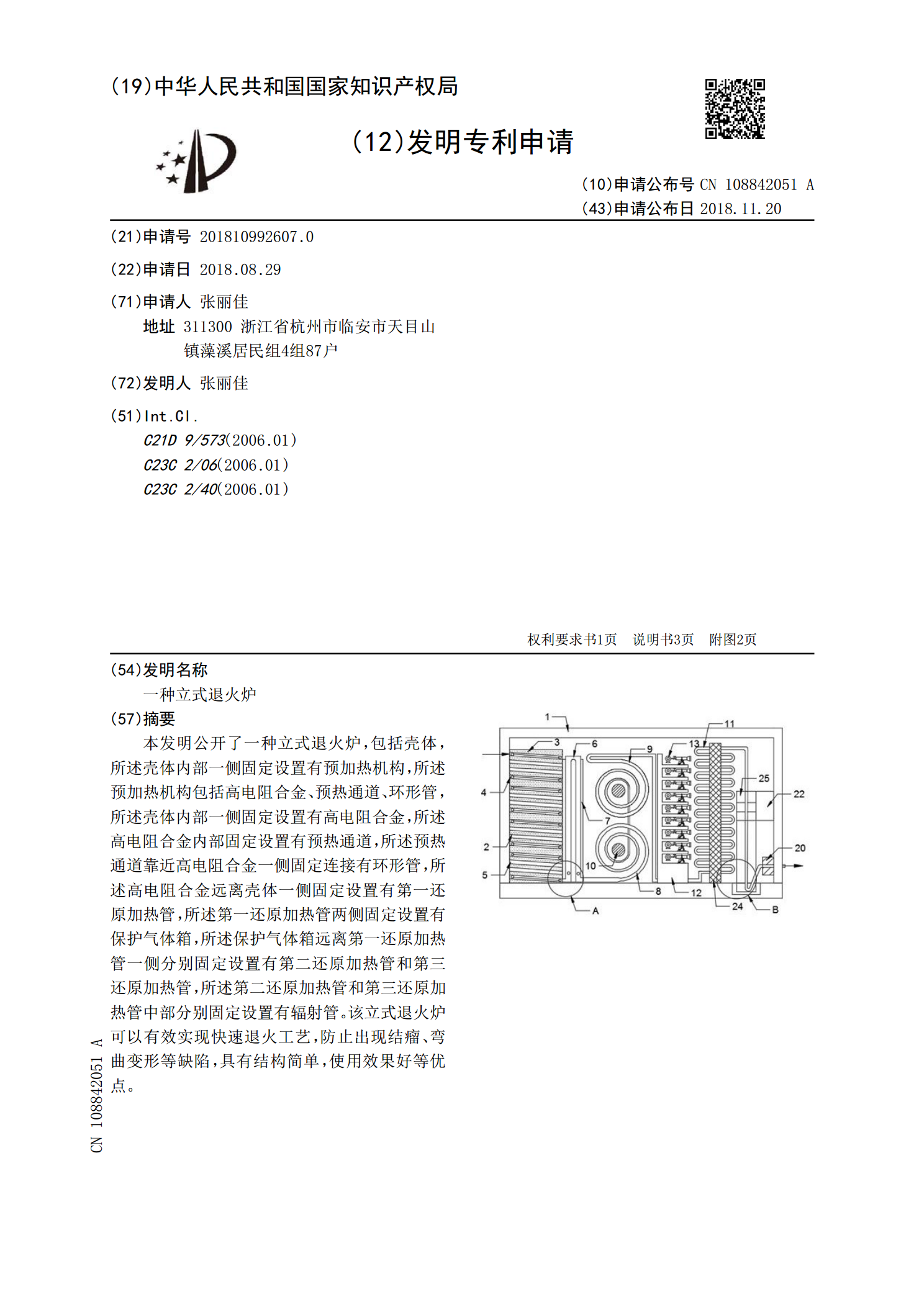
一种立式退火炉.pdf
本发明公开了一种立式退火炉,包括壳体,所述壳体内部一侧固定设置有预加热机构,所述预加热机构包括高电阻合金、预热通道、环形管,所述壳体内部一侧固定设置有高电阻合金,所述高电阻合金内部固定设置有预热通道,所述预热通道靠近高电阻合金一侧固定连接有环形管,所述高电阻合金远离壳体一侧固定设置有第一还原加热管,所述第一还原加热管两侧固定设置有保护气体箱,所述保护气体箱远离第一还原加热管一侧分别固定设置有第二还原加热管和第三还原加热管,所述第二还原加热管和第三还原加热管中部分别固定设置有辐射管。该立式退火炉可以有效实现
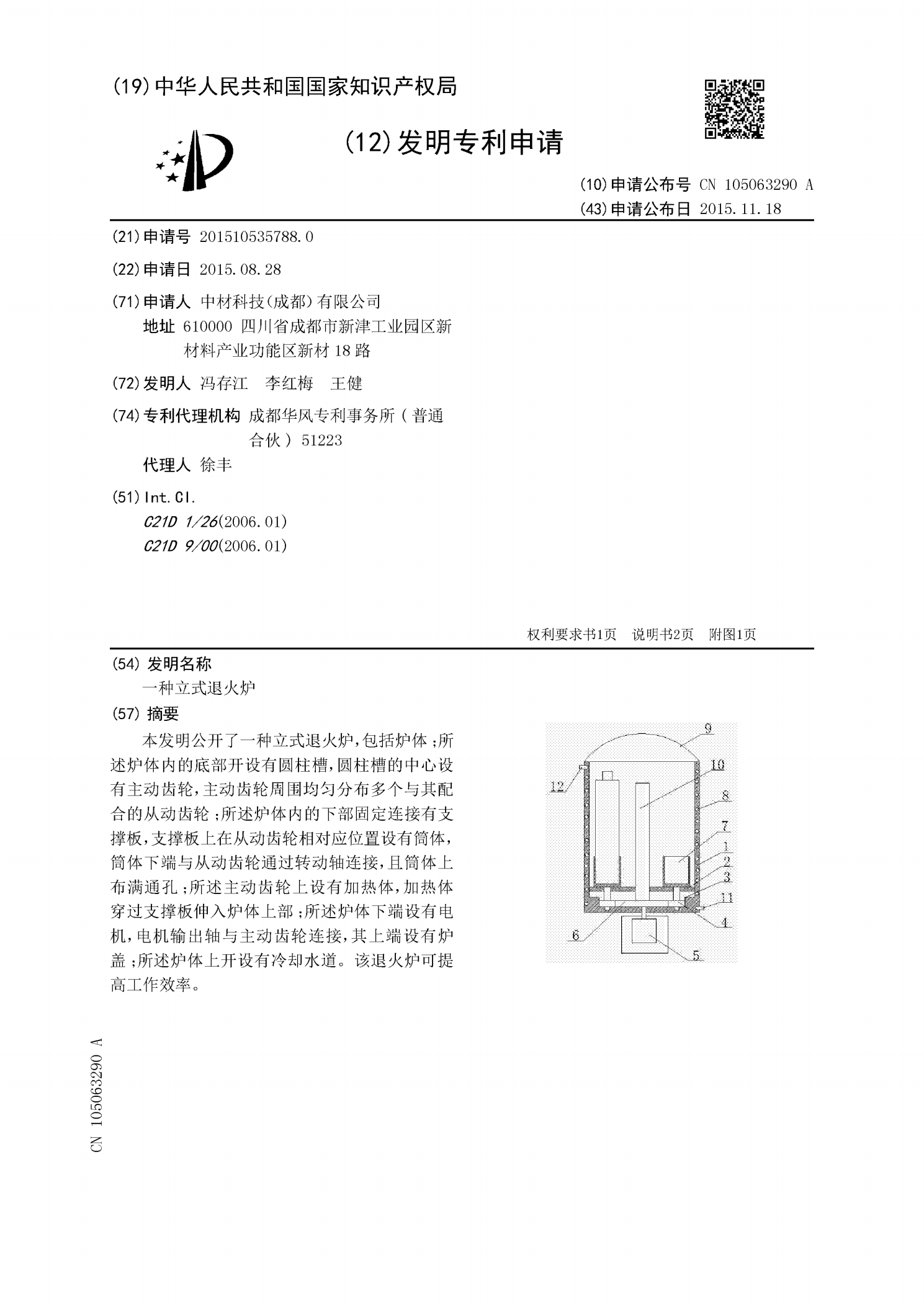
一种立式退火炉.pdf
本发明公开了一种立式退火炉,包括炉体;所述炉体内的底部开设有圆柱槽,圆柱槽的中心设有主动齿轮,主动齿轮周围均匀分布多个与其配合的从动齿轮;所述炉体内的下部固定连接有支撑板,支撑板上在从动齿轮相对应位置设有筒体,筒体下端与从动齿轮通过转动轴连接,且筒体上布满通孔;所述主动齿轮上设有加热体,加热体穿过支撑板伸入炉体上部;所述炉体下端设有电机,电机输出轴与主动齿轮连接,其上端设有炉盖;所述炉体上开设有冷却水道。该退火炉可提高工作效率。