
一种铜合金真空水冷连续铸造设备.pdf

是浩****32

1/8

2/8
3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铜合金真空水冷连续铸造设备.pdf
一种铜合金真空水冷连续铸造设备,包括熔炼真空炉、浇铸真空炉、流槽室、拉铸机和移动流槽;熔炼真空炉中设置有中频炉,中频炉连接有翻转机构;熔炼真空炉与浇铸真空炉通过隔断阀固定密封连接;浇铸真空炉与流槽室相互连通;拉铸机设置在浇铸真空炉下部;浇铸真空炉中设置有升降装置和结晶器;流槽室内设置有移动装置,移动流槽活动设置在移动装置上,沿移动装置水平移动;当移动流槽移动至升降装置上,升降装置带动移动流槽向下移动后,移动流槽的石墨浇管与结晶器连通;中频炉在翻转状态下,其出料口与流槽开口对应设置,铜合金溶液从中频炉中流入
一种铜合金真空水冷连续铸造设备.pdf
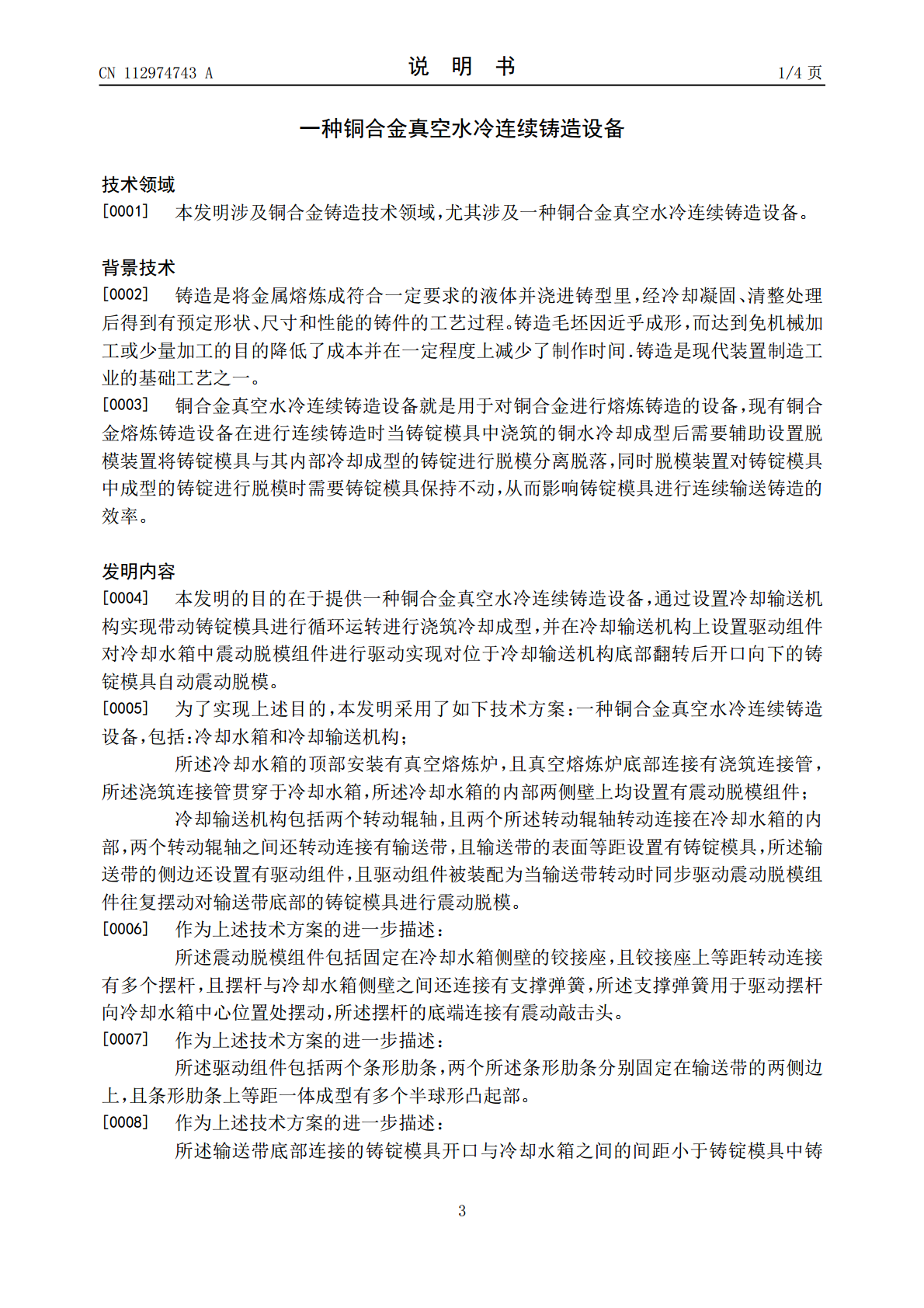
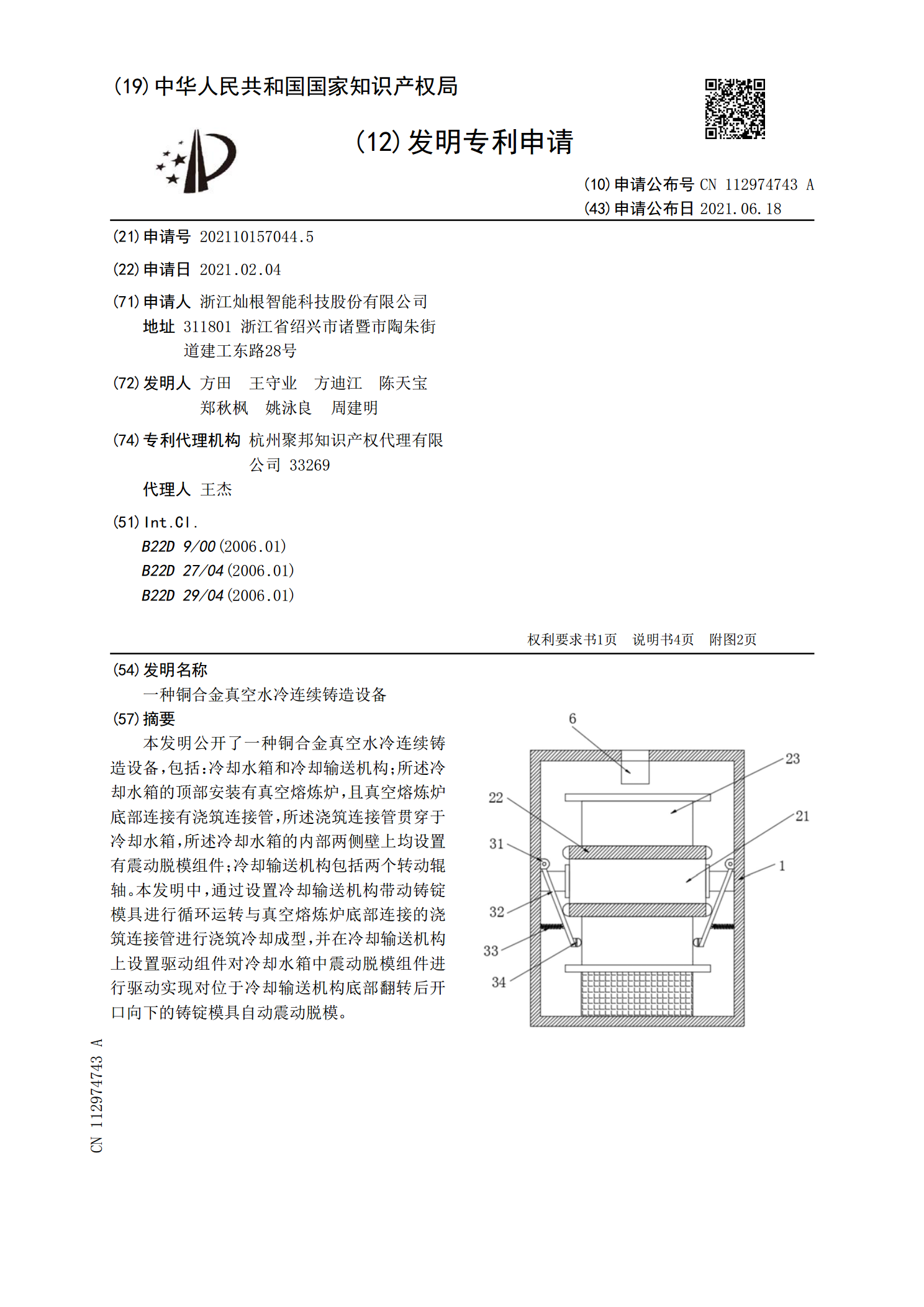
本发明公开了一种铜合金真空水冷连续铸造设备,包括:冷却水箱和冷却输送机构;所述冷却水箱的顶部安装有真空熔炼炉,且真空熔炼炉底部连接有浇筑连接管,所述浇筑连接管贯穿于冷却水箱,所述冷却水箱的内部两侧壁上均设置有震动脱模组件;冷却输送机构包括两个转动辊轴。本发明中,通过设置冷却输送机构带动铸锭模具进行循环运转与真空熔炼炉底部连接的浇筑连接管进行浇筑冷却成型,并在冷却输送机构上设置驱动组件对冷却水箱中震动脱模组件进行驱动实现对位于冷却输送机构底部翻转后开口向下的铸锭模具自动震动脱模。
一种铜合金真空连续熔炼铸造方法.pdf
本发明公开了一种铜合金真空连续熔炼铸造方法,包括:真空连续熔炼炉,所述真空连续熔炼炉包括真空熔炼室、连续加料室、真空铸造室、抽真空装置、电磁发生器和循环冷却装置,所述真空熔炼室的内部设置有用于熔炼的坩埚,所述坩埚的侧面设置有用于加热的熔炼热电偶,所述连续加料室位于真空熔炼室的上部且真空铸造室位于真空熔炼室的下方。本发明通过设置真空熔炼室、连续加料室、真空铸造室、抽真空装置、电磁发生器和循环冷却装置,实现了连续加料、连续熔炼和连续铸锭,真空熔炼室专门用于合金熔炼,可确保成分均匀,真空铸造室专门用于铸造,可确
一种铜合金真空连续铸造用加热流槽.pdf
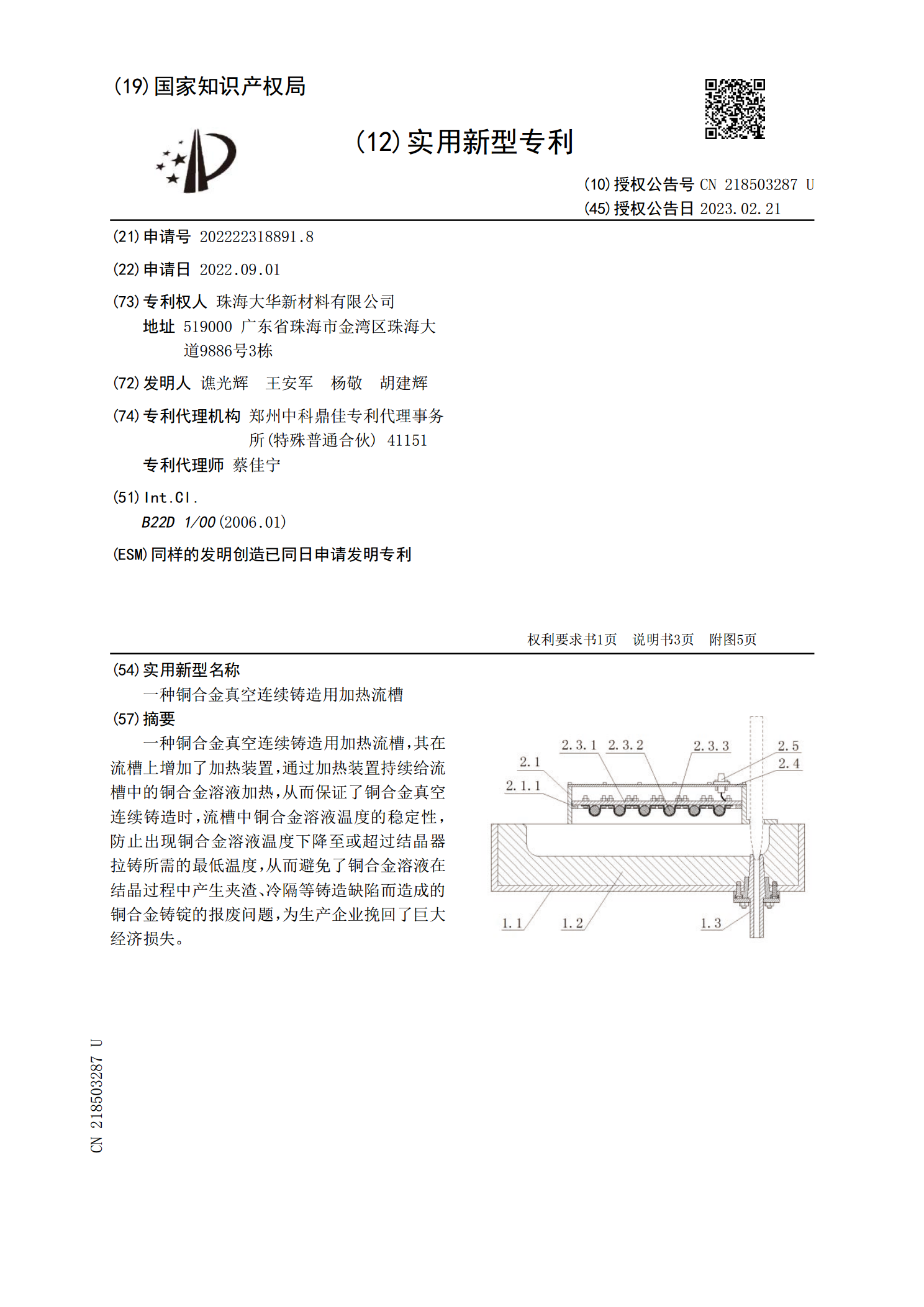
一种铜合金真空连续铸造用加热流槽,其在流槽上增加了加热装置,通过加热装置持续给流槽中的铜合金溶液加热,从而保证了铜合金真空连续铸造时,流槽中铜合金溶液温度的稳定性,防止出现铜合金溶液温度下降至或超过结晶器拉铸所需的最低温度,从而避免了铜合金溶液在结晶过程中产生夹渣、冷隔等铸造缺陷而造成的铜合金铸锭的报废问题,为生产企业挽回了巨大经济损失。

一种铜合金真空差压铸造机.pdf
一种铜合金真空差压铸造机,包括用于抽真空的真空机组、用于加压的气路系统、上罐、下罐和连接上下罐的中隔板,上罐内设有上保温炉,上保温炉内设置有铸型,铸型的下方固定连接有与铸型的型腔相连通的升液管,升液管通过设在中隔板上的孔向下伸出到下罐中;在下罐内设有可升降的托锭,托锭上设有下保温炉,下保温炉的旁边还设有用于熔炼铜合金原料的感应熔炼炉,感应熔炼炉通过一个倾转机构设置在下罐的内壁上,在中隔板上设有用于向感应熔炼炉添加合金元素的加料口。结构紧凑,加热温度高,加热快,保温效果好,满足了铜合金铸造所需要的条件,保证