
一种薄规格热镀锌钢板的制备工艺及其薄规格热镀锌钢板.pdf

琰琬****买买


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄规格热镀锌钢板的制备工艺及其薄规格热镀锌钢板.pdf
本发明公开了一种薄规格热镀锌钢板的制备工艺及其薄规格热镀锌钢板,对钢板进行表面清洗、张力纠偏处理工序、前热处理工序、热镀锌工序以及后热处理工艺,通过卧式退火炉进行自控控制的前热处理工序,通过喷冷风机进行后热处理工艺;其中,前热处理工序包括400‑450℃预热段且其出段带温为400‑450℃、800‑1100℃直燃加热段且其出段带温为700‑720℃、800‑850℃辐射管保温段且其出段带温为700‑720℃以及400‑450℃冷却段且其出段带温为400‑450℃;热镀锌工序中的锌液温度大于钢板经冷却段后的

退火工艺对极薄规格热镀锌钢板的影响.docx
退火工艺对极薄规格热镀锌钢板的影响退火工艺对极薄规格热镀锌钢板的影响摘要:热镀锌是一种保护钢材不被腐蚀的常用方法之一,而退火则是钢材制备过程中常用的一种热处理工艺。本文将重点探讨退火工艺对极薄规格热镀锌钢板性能的影响。通过研究和分析,得出了退火工艺对热镀锌钢板表面镀层质量、机械性能以及其它性能的影响。1.引言极薄规格热镀锌钢板在工业应用中具有广泛的用途,它具有优良的机械性能和良好的耐蚀性。然而,钢材在制备过程中会经历各种加工工艺,包括退火工艺。退火工艺对钢材的综合性能有很大的影响,本文将重点探讨退火工艺对

极薄热镀锌钢板生产工艺.docx
极薄热镀锌钢板生产工艺极薄热镀锌钢板生产工艺摘要极薄热镀锌钢板是一种新型的薄板材料,具有优异的防腐性和强度。本论文主要讨论了极薄热镀锌钢板的生产工艺,并分析了该工艺对产品质量和性能的影响。通过对工艺参数的优化和改进,可以进一步提高极薄热镀锌钢板的生产效率和产品质量。1.引言极薄热镀锌钢板是将冷轧钢板通过一系列加工和镀锌工艺处理而成的一种材料。它具有较高的强度和耐腐蚀性能,广泛应用于建筑、汽车、家电等领域。然而,由于其极薄的厚度特性,其生产工艺也相对较为复杂和繁琐。因此,优化和改进极薄热镀锌钢板的生产工艺,
薄规格耐磨钢板及其制造方法.pdf
一种薄规格耐磨钢板,其元素组成及重量百分含量为:C为0.15~0.20wt%,Si为0.2~0.4wt%,Mn为1.2~1.8wt%,Cu为0.1~0.40wt%,Mo为0.15~0.30wt%,Cr为0.20~0.40wt%,Nb为0.03~0.06wt%,Ti为0.01~0.03wt%,B为0.0006~0.0015wt%,P炉冶炼;转炉出钢用硅铁或者硅锰合金进行脱氧和合金化;RH炉精炼;LF炉精炼;进行连铸;在加热炉内加热,进行高压除磷;进行热连轧;进行淬火处理,保温。减少合金加入量及贵重合金使用量
单张热镀锌薄钢板的尺寸规格.pdf
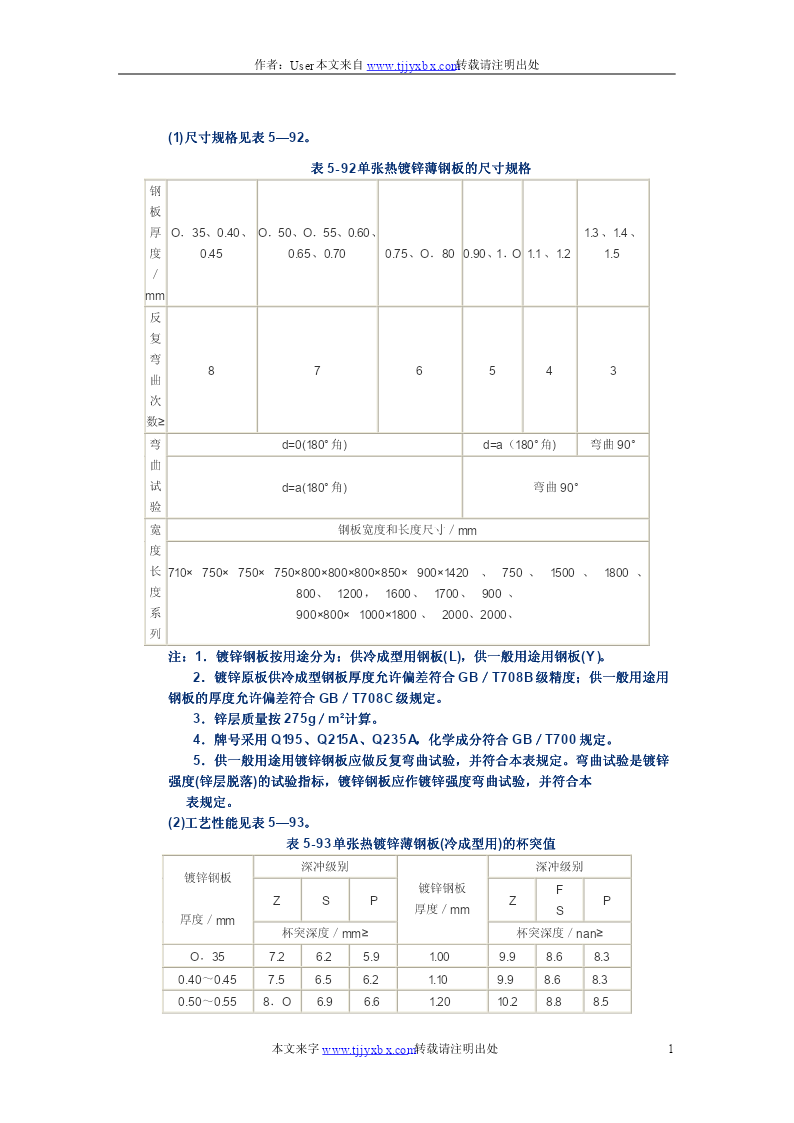
作者:User本文来自www.tjjyxbx.com转载请注明出处•(1)尺寸规格见表5—92。。。表表表5-92单张热镀锌薄钢板的尺寸规格钢板厚O.35、0.40、O.50、O.55、0.60、1.3、1.4、度0.450.65、0.700.75、O.800.90、1.O1.1、1.21.5/mm反复弯876543曲次数≥弯d=0(180°角)d=a(180°角)弯曲90°曲试d=a(180°角)弯曲90°验宽钢板宽度和长度尺寸/mm度长710×750×750×750×800×800×800×850×9