
一种通讯件模具钢的高温回火工艺.pdf

子璇****君淑

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种通讯件模具钢的高温回火工艺.pdf
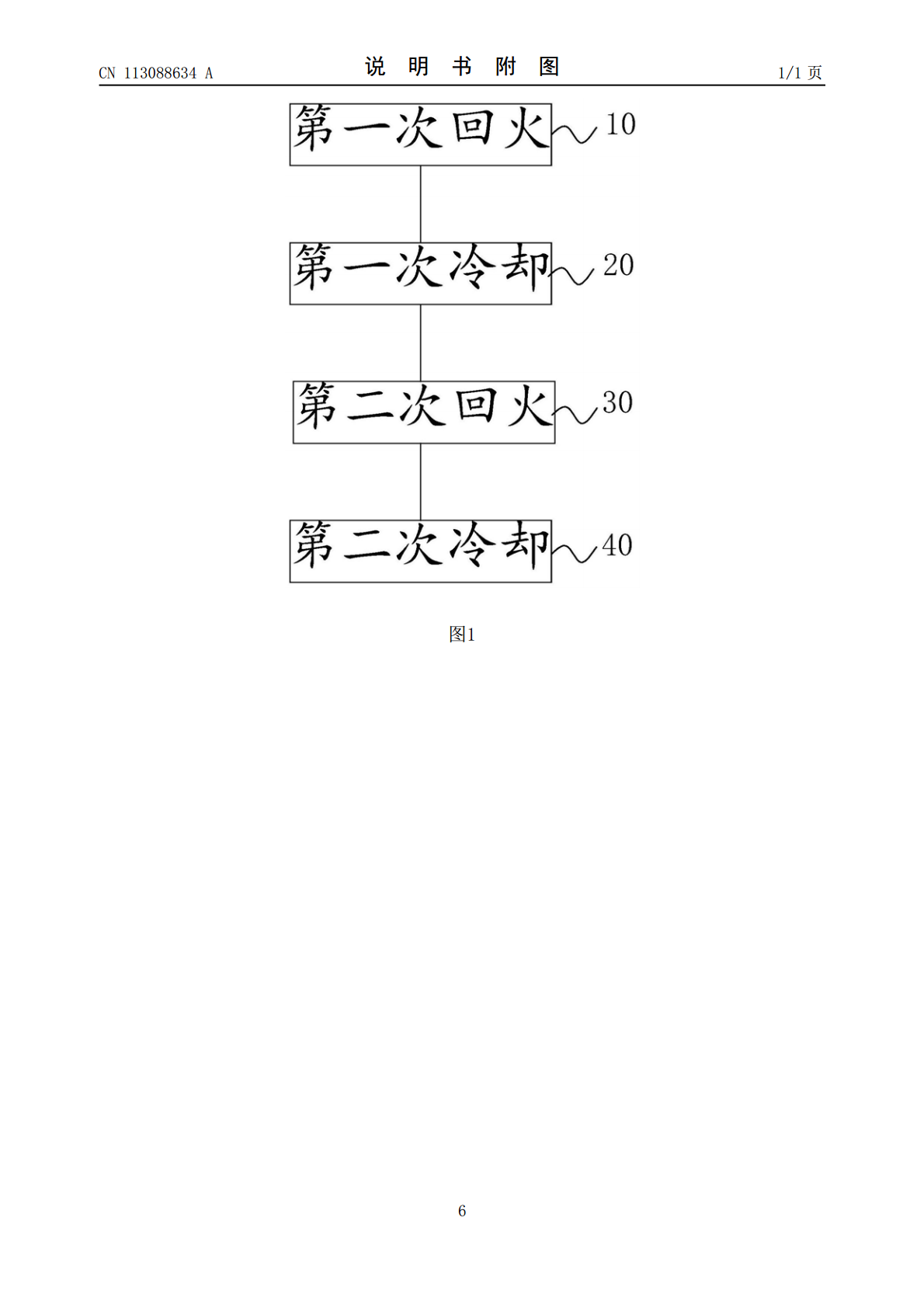
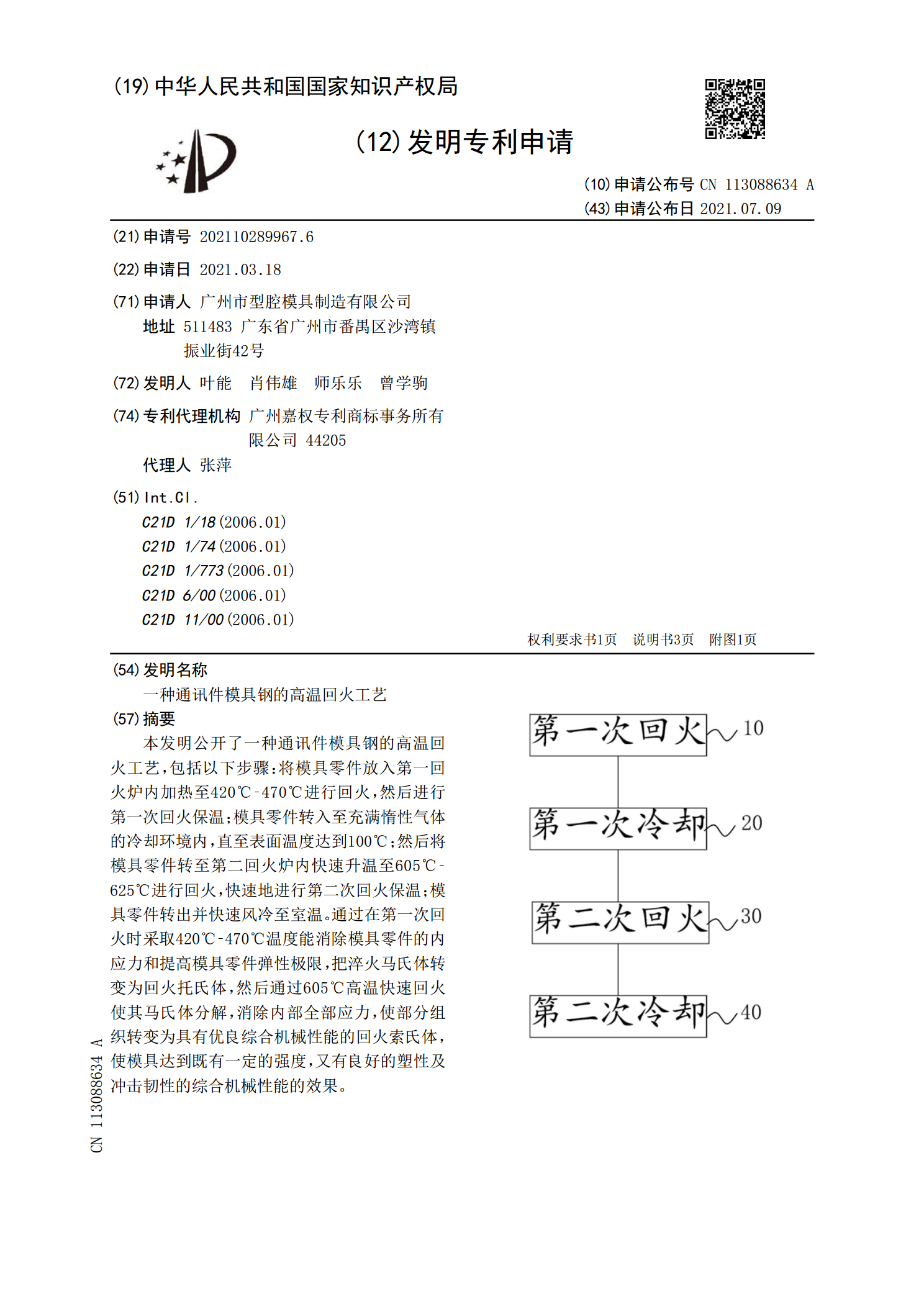
本发明公开了一种通讯件模具钢的高温回火工艺,包括以下步骤:将模具零件放入第一回火炉内加热至420℃‑470℃进行回火,然后进行第一次回火保温;模具零件转入至充满惰性气体的冷却环境内,直至表面温度达到100℃;然后将模具零件转至第二回火炉内快速升温至605℃‑625℃进行回火,快速地进行第二次回火保温;模具零件转出并快速风冷至室温。通过在第一次回火时采取420℃‑470℃温度能消除模具零件的内应力和提高模具零件弹性极限,把淬火马氏体转变为回火托氏体,然后通过605℃高温快速回火使其马氏体分解,消除内部全部应

Cr12MoV模具钢的回火工艺.docx
Cr12MoV模具钢的回火工艺Cr12MoV模具钢是一种常用的工具钢,广泛应用于模具制造领域。回火工艺是对该钢材进行热处理的关键步骤之一,它可以改善Cr12MoV的组织结构,提高材料的硬度和耐磨性。本文将介绍Cr12MoV模具钢的回火工艺及其影响因素,并探讨回火工艺对Cr12MoV性能的影响。一、Cr12MoV模具钢的回火工艺回火是指用适当的温度和时间加热材料,然后在恒定温度下保温一段时间,最后进行冷却。Cr12MoV模具钢的回火工艺一般包括以下几个步骤:1.加热:将Cr12MoV模具钢加热至适当的温度,

高温快速回火工艺试验.docx
高温快速回火工艺试验高温快速回火工艺试验摘要:高温快速回火是一种重要的热处理工艺,用于改善材料的力学性能和组织结构。本文以高温快速回火工艺试验为主题,通过对该工艺的理论分析和实验研究,探讨了高温快速回火对材料性能的影响及其应用前景。关键词:高温快速回火;热处理工艺;力学性能;组织结构引言随着科学技术的不断进步,对材料性能的要求也越来越高。在许多工业领域中,材料的力学性能和组织结构对产品的质量和可靠性起着至关重要的作用。高温快速回火作为一种重要的热处理工艺,可以显著改善材料的力学性能和组织结构,因此备受研究
一种抗高温氧化模具钢冶炼工艺.pdf
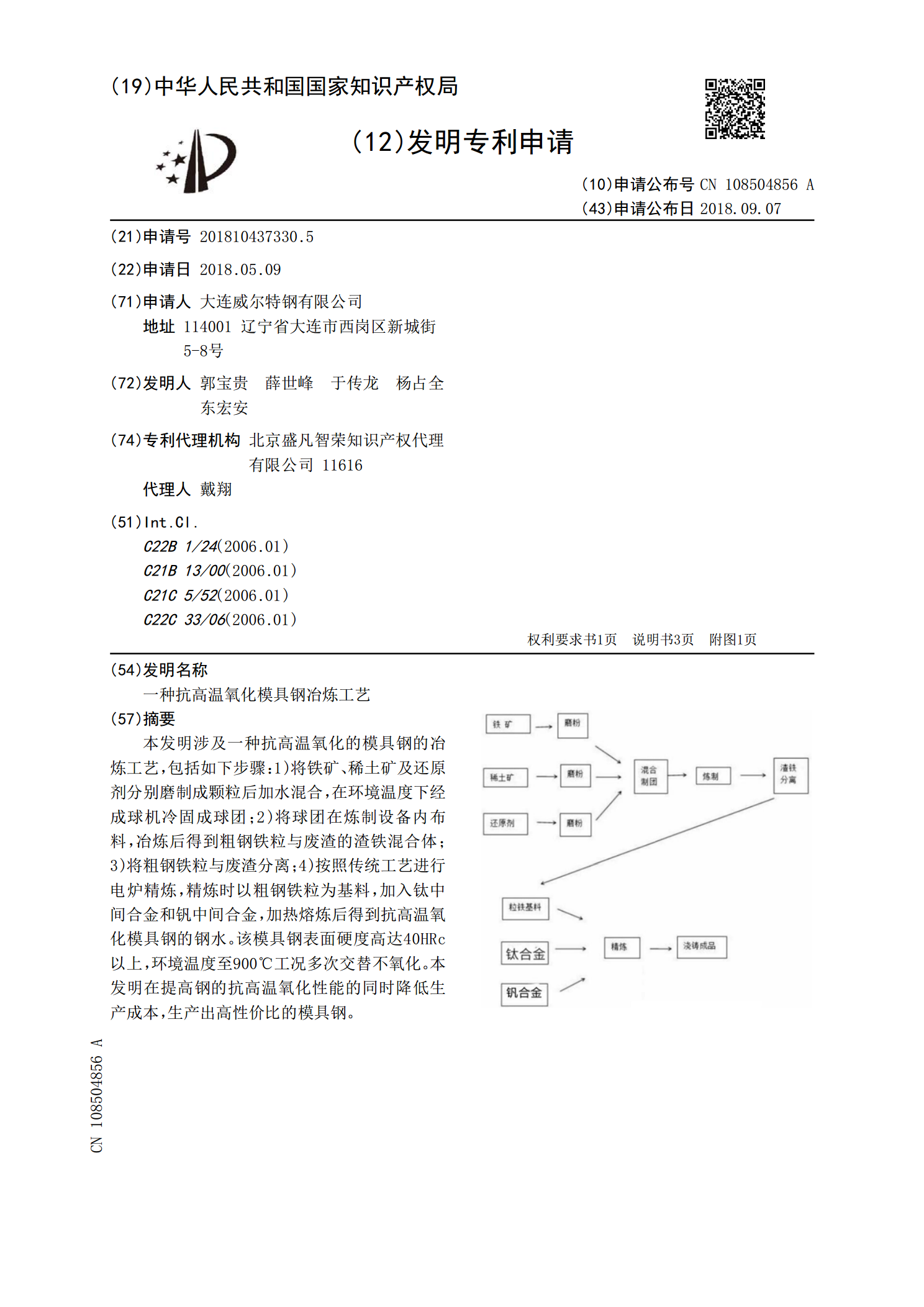
本发明涉及一种抗高温氧化的模具钢的冶炼工艺,包括如下步骤:1)将铁矿、稀土矿及还原剂分别磨制成颗粒后加水混合,在环境温度下经成球机冷固成球团;2)将球团在炼制设备内布料,冶炼后得到粗钢铁粒与废渣的渣铁混合体;3)将粗钢铁粒与废渣分离;4)按照传统工艺进行电炉精炼,精炼时以粗钢铁粒为基料,加入钛中间合金和钒中间合金,加热熔炼后得到抗高温氧化模具钢的钢水。该模具钢表面硬度高达40HRc以上,环境温度至900℃工况多次交替不氧化。本发明在提高钢的抗高温氧化性能的同时降低生产成本,生产出高性价比的模具钢。
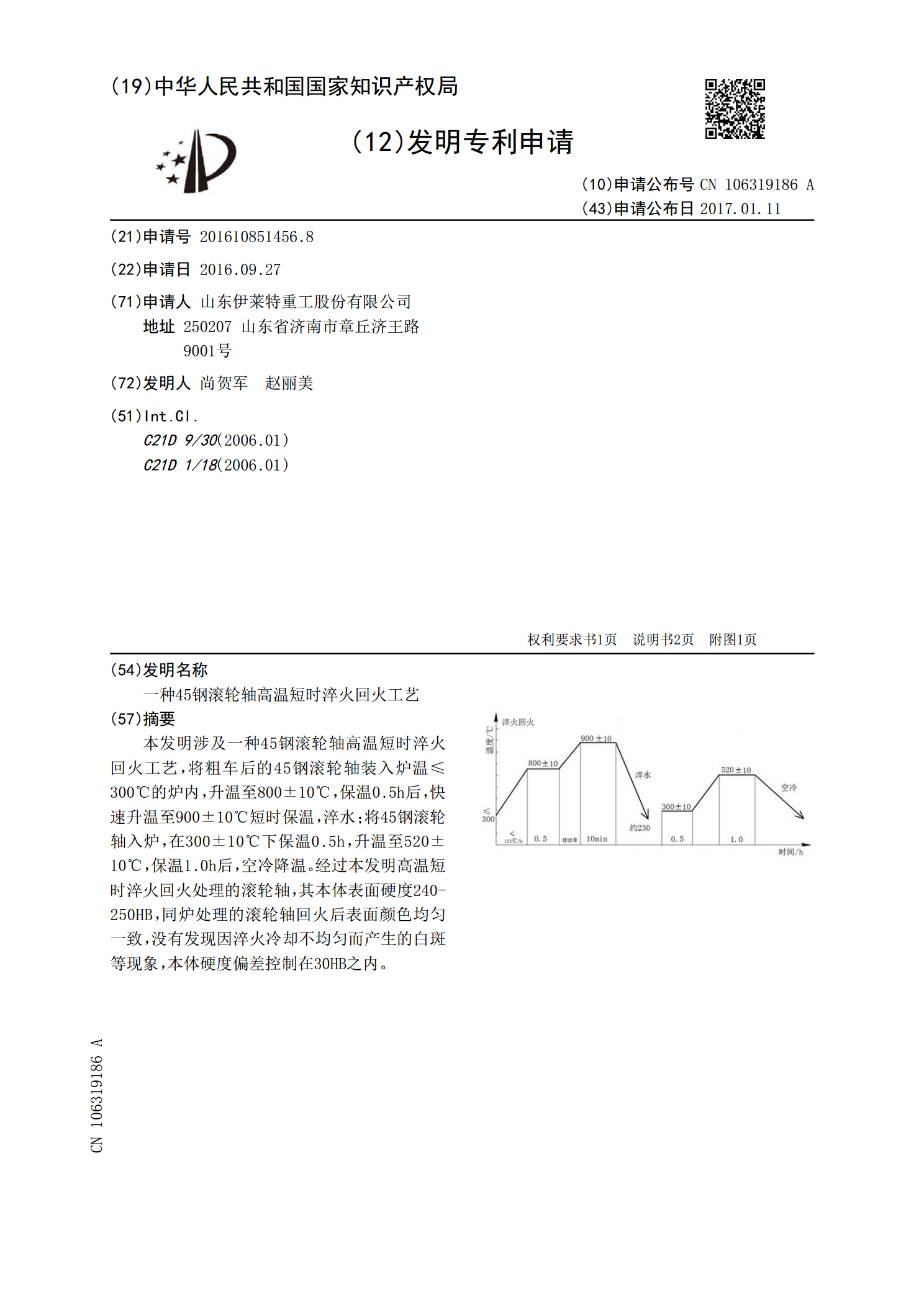
一种45钢滚轮轴高温短时淬火回火工艺.pdf
本发明涉及一种45钢滚轮轴高温短时淬火回火工艺,将粗车后的45钢滚轮轴装入炉温≤300℃的炉内,升温至800±10℃,保温0.5h后,快速升温至900±10℃短时保温,淬水;将45钢滚轮轴入炉,在300±10℃下保温0.5h,升温至520±10℃,保温1.0h后,空冷降温。经过本发明高温短时淬火回火处理的滚轮轴,其本体表面硬度240‑250HB,同炉处理的滚轮轴回火后表面颜色均匀一致,没有发现因淬火冷却不均匀而产生的白斑等现象,本体硬度偏差控制在30HB之内。