
镍基合金管材的焊接方法及焊接装置.pdf

是你****嘉嘉


1/8

2/8

3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

镍基合金管材的焊接方法及焊接装置.pdf
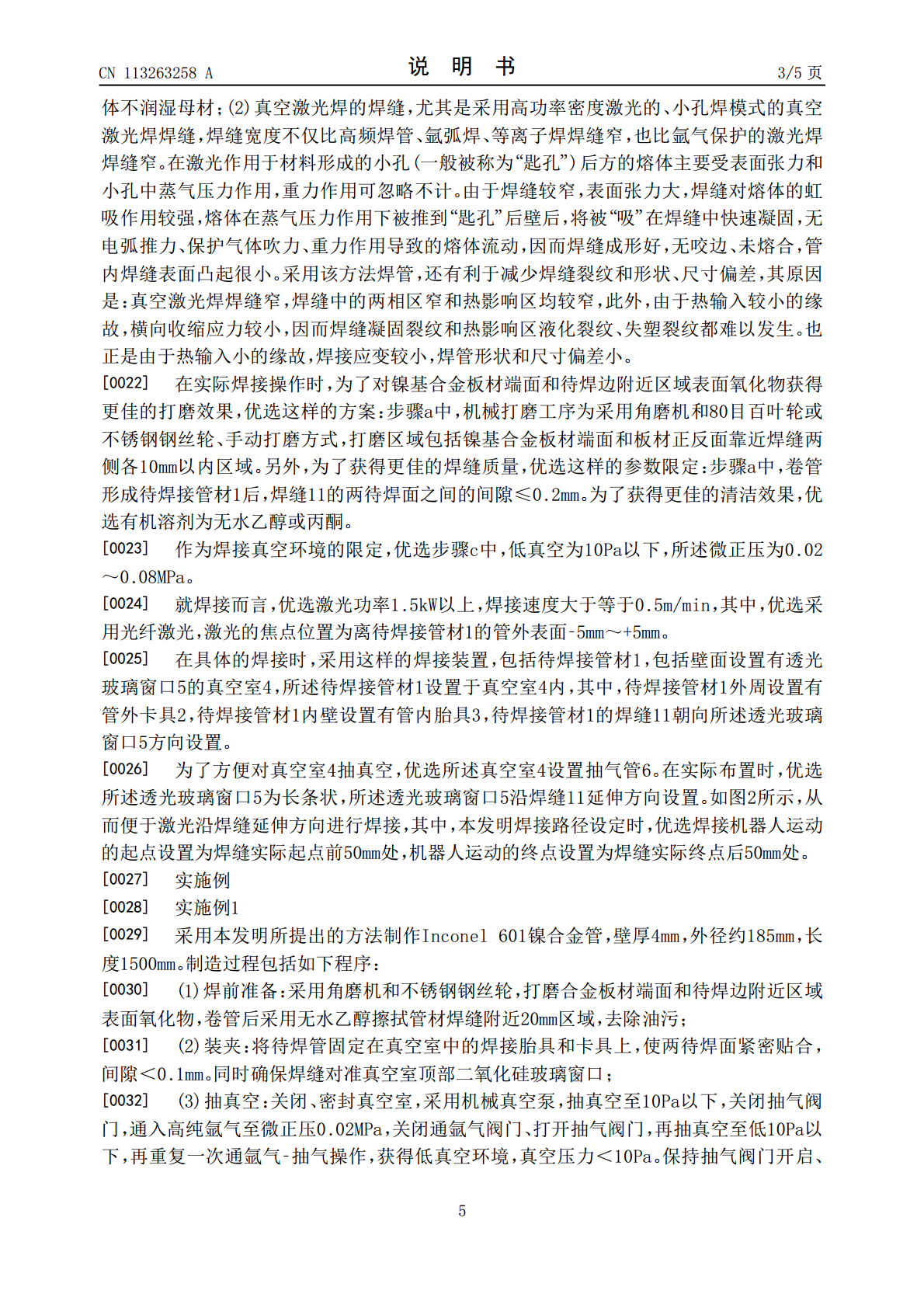
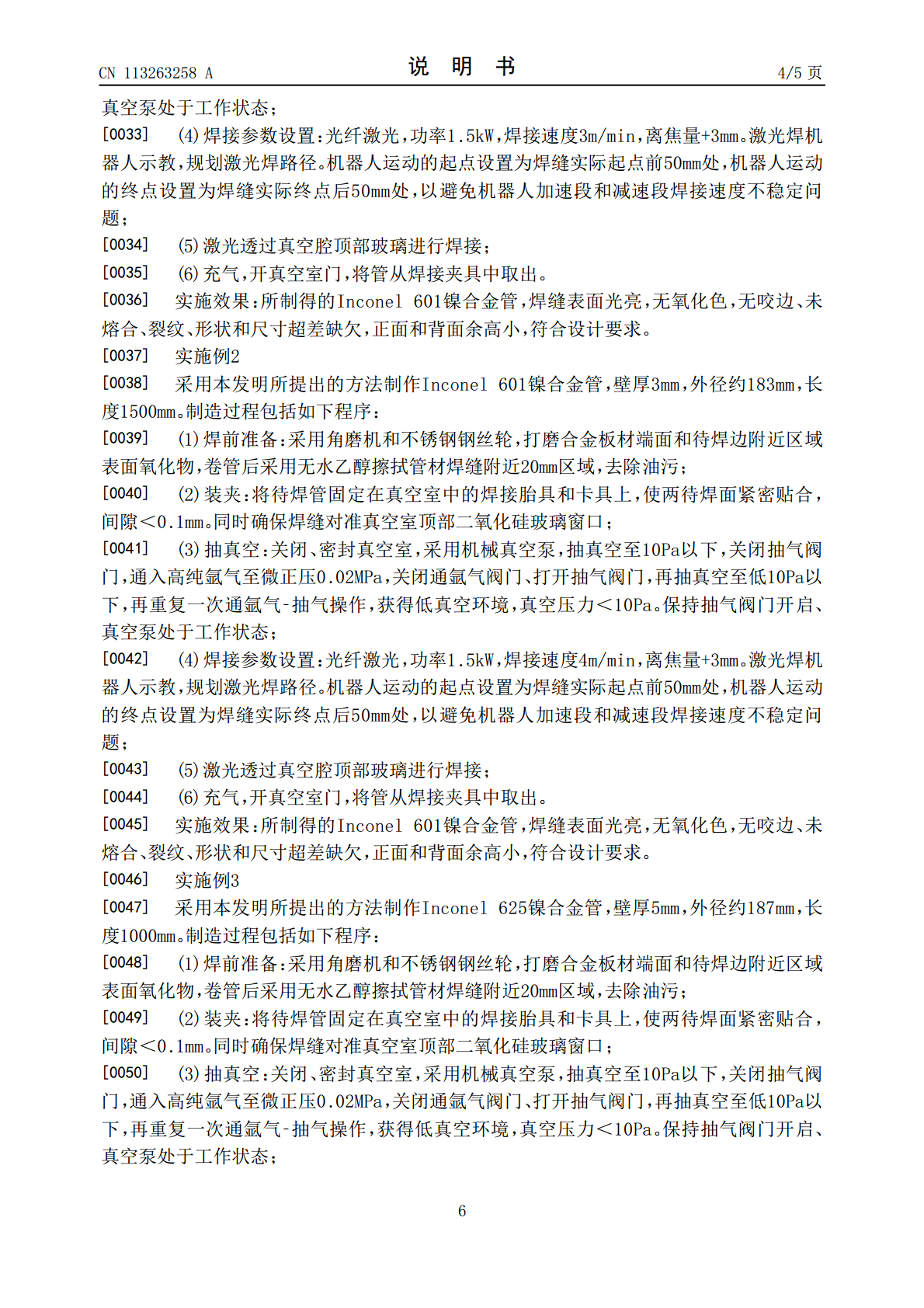
本发明涉及镍合金管材的焊接生产领域,尤其是一种有效改善焊缝成形、减少焊缝未焊透和咬边缺陷及尺寸偏差的镍基合金管材的焊接方法及焊接装置,包括如下步骤:a、焊前准备:机械打磨清除镍基合金板材端面和待焊边附近区域表面氧化物;b、装夹:将待焊接管材固定在真空室内的管内胎具和管外卡具上,同时确保焊缝对准真空室的透光玻璃窗口;c、抽真空;d、焊接参数设置:规划激光焊路径并设置激光焊接工艺参数;e、焊接:激光透过真空腔顶部玻璃进行焊接;f、充气,开炉门,取件,完成焊接操作。本发明尤其适用于镍基合金管材的焊接生产工艺之中
镍及镍基合金焊接.pptx
镍及镍基合金的焊接镍及镍基合金是随着航空、宇航、核能和石油化工工业的兴起而迅速发展起来的。现已成为上述工业生产领域不可缺少的重要材料。镍及镍基合金不仅在高温具有热强性,在介质作用下还具有高的耐蚀性能。所以,目前在航空发动机上所需要镍合金材料约占整体结构材料的60%。如发动机的燃烧室、火箭叶片、导向叶片等均采用镍基合金的焊接结构,因而镍基合金的焊接技术及其专用焊接材料等在航空结构制造中已占据着重要地位。镍基合金在石油化工领域中的应用主要内容一、镍与镍基合金的分类及其应用镍基合金2.按合金强化方式分(1)非热

镍基合金焊接件的焊接工艺.pdf
本发明涉及镍基合金焊接件的焊接工艺,其步骤如为(1)下料:将镍基合金加工件加工一坡口;(2)清理坡口及坡口周围表面;(3)焊接:将两镍基合金加工件加工的坡口处对接,两镍基合金加工件对接后形成一V型坡口,然后进行氩弧焊焊接得焊接件;(4)焊后稳定化处理:将步骤(3)中制得的焊接件放入电炉中进行焊后稳定化处理即得成品镍基合金焊接件。本发明具有在焊接中不会出现热裂纹及气孔,能提高焊缝金属抗晶间腐蚀的能力的优点。

镍基合金焊接材料.doc
镍基合金焊接材料镍及镍合金焊条产品名称:镍及镍基合金焊材产品说明:Ni102镍及镍合金焊条型号GB/T:ENi-0说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。熔敷金属化学成份/%C≤0.03Mn0.6-1.1Si≤1Ni≥92Fe≤0.5Ti0.7-1.2Nb1.8-2.3S≤0.015P≤0.015Ni112镍及镍合金焊条型号GB/T
耐热高温镍基合金焊丝及焊接方法.pdf
本发明涉及焊接材料和工艺技术领域。一种耐热高温镍基合金焊丝,其化学成分质量百分比为:C0.005-0.05%,Mn0.05-0.8%,Si0.05-0.5%,Cr23-24%,Al0.2-0.4%,Ti0.1-0.2%,且Al/Ti=2,Ni60-64%,S0.001-0.005%,P0.001-0.01%,余者为Fe,以及其他不可避免的杂质元素。一种耐热高温镍基合金焊丝的焊接方法,是基于上述焊丝成分,以气体保护焊为主的弧焊,焊接电流70-150A,电弧电压为10-18V,焊接速度为150-220mm/m