
镍基合金焊接件的焊接工艺.pdf

努力****弘毅

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

镍基合金焊接件的焊接工艺.pdf
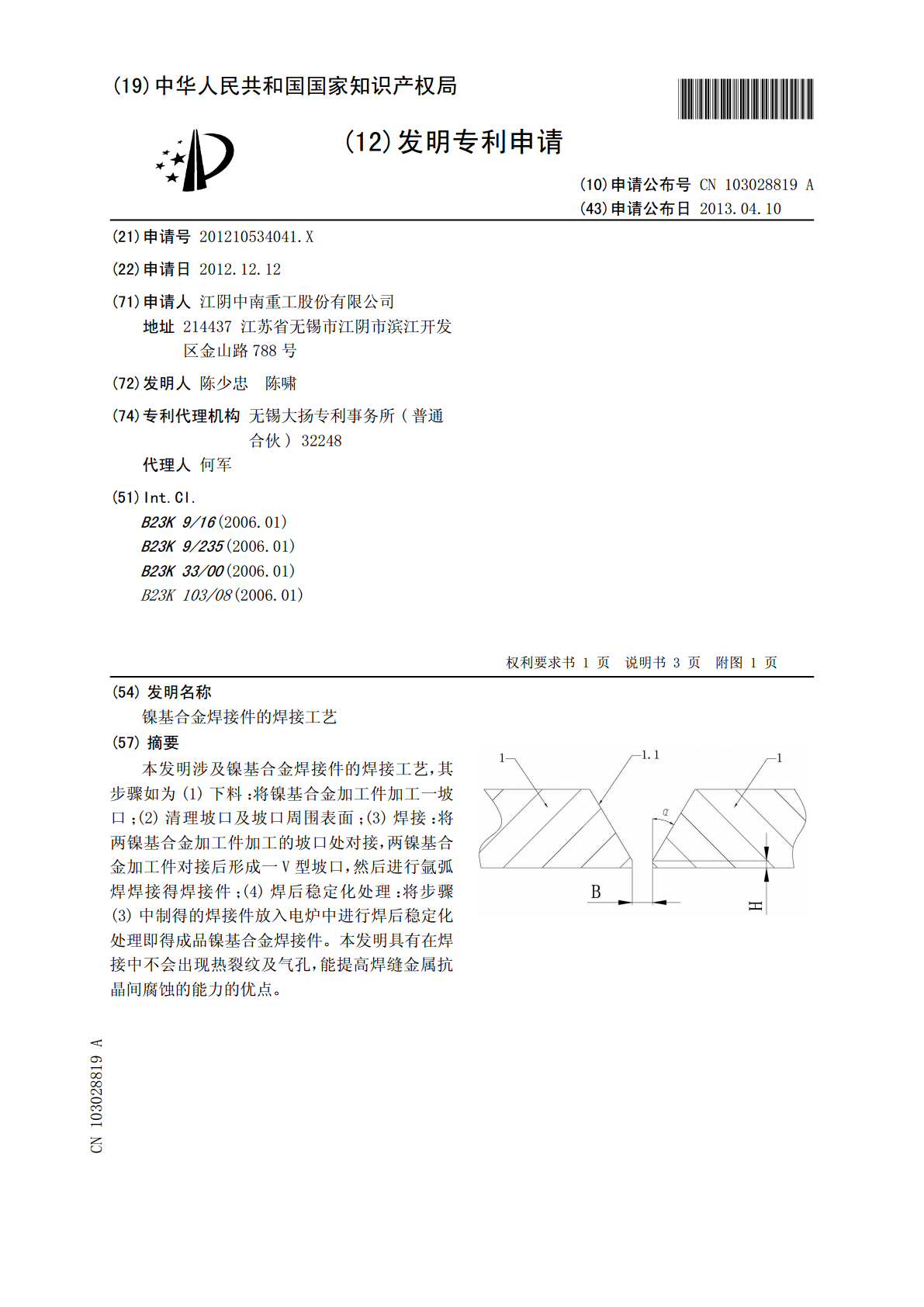
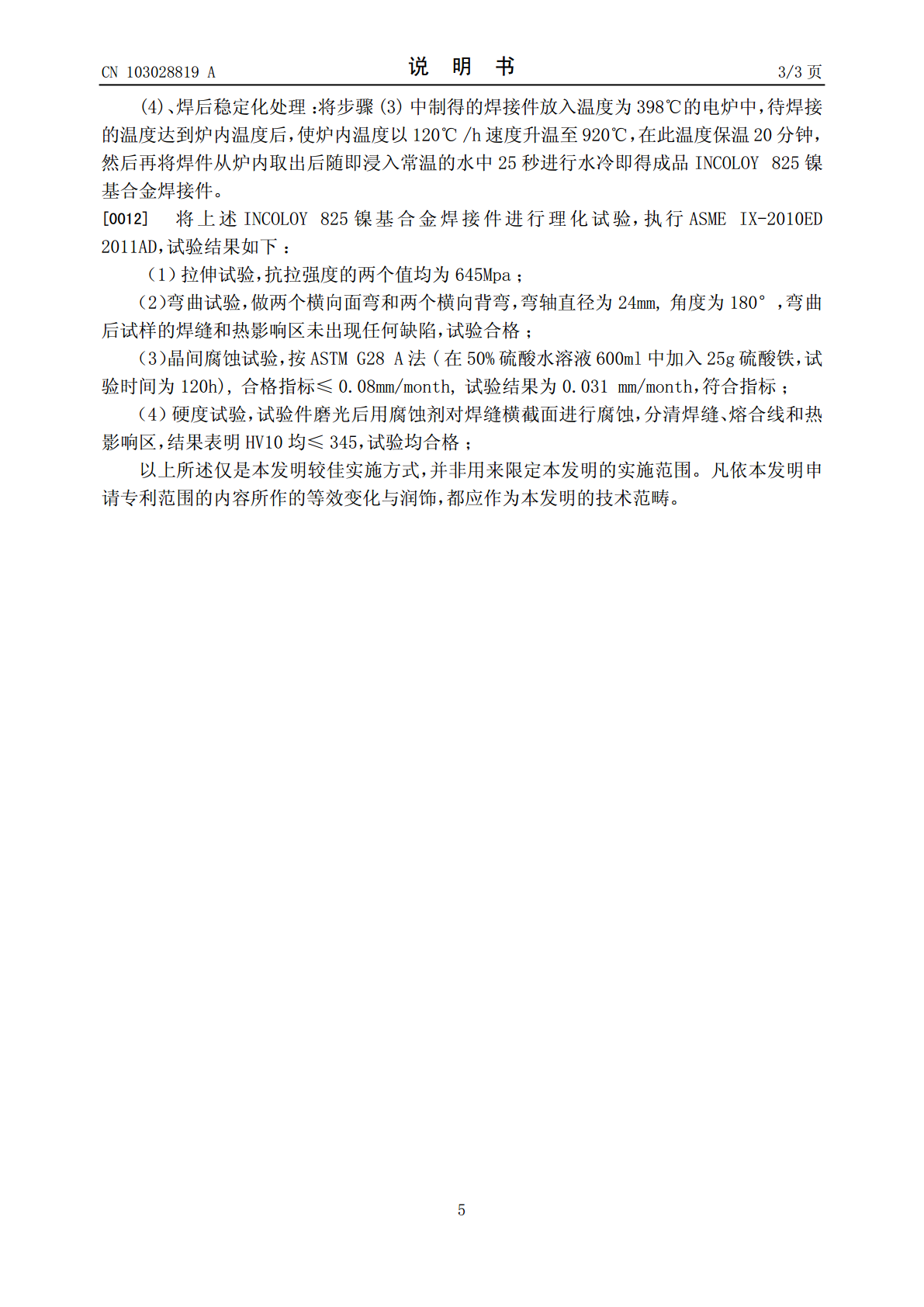
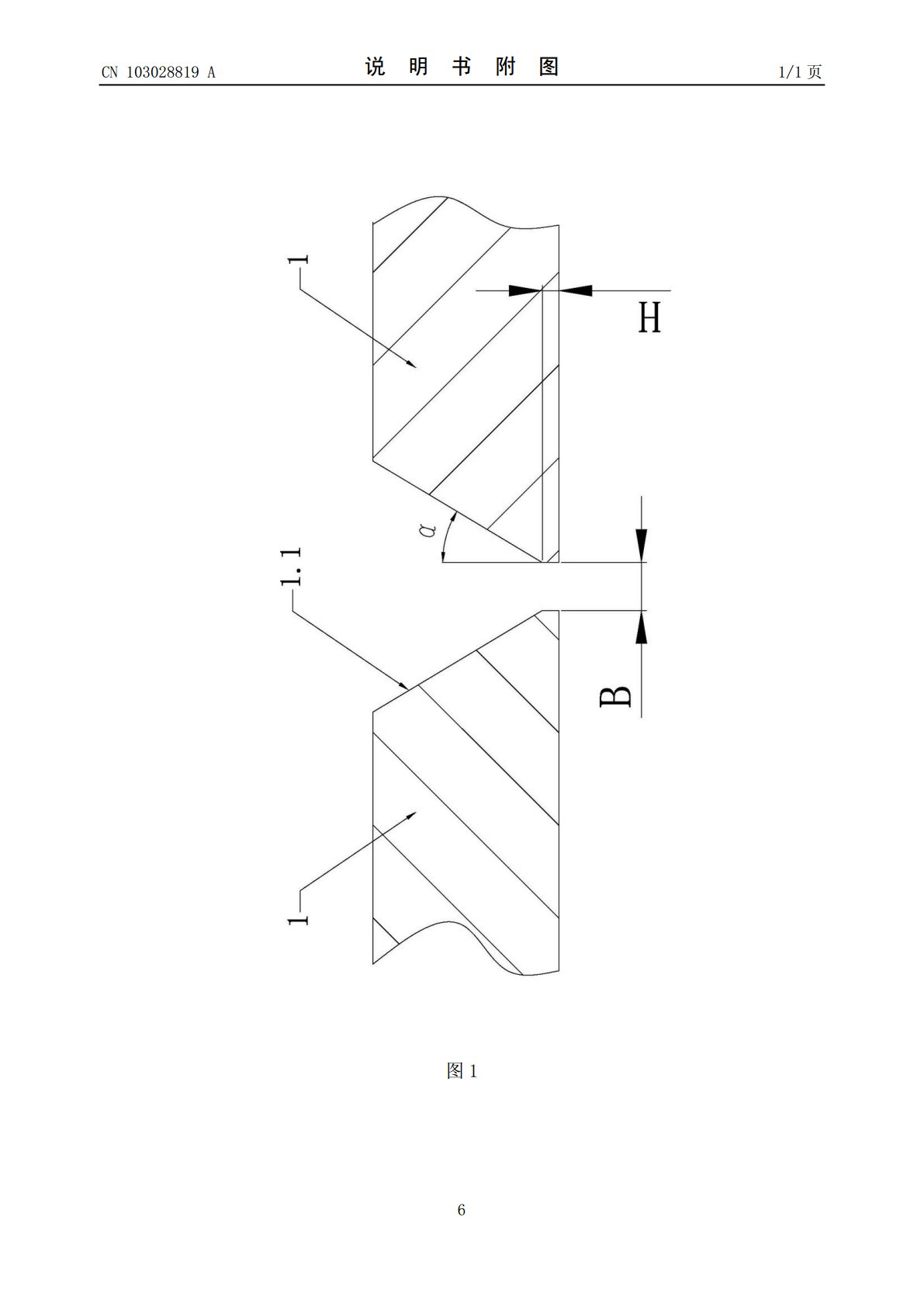
本发明涉及镍基合金焊接件的焊接工艺,其步骤如为(1)下料:将镍基合金加工件加工一坡口;(2)清理坡口及坡口周围表面;(3)焊接:将两镍基合金加工件加工的坡口处对接,两镍基合金加工件对接后形成一V型坡口,然后进行氩弧焊焊接得焊接件;(4)焊后稳定化处理:将步骤(3)中制得的焊接件放入电炉中进行焊后稳定化处理即得成品镍基合金焊接件。本发明具有在焊接中不会出现热裂纹及气孔,能提高焊缝金属抗晶间腐蚀的能力的优点。

铁镍基高温合金的焊接性及焊接工艺.docx
铁镍基高温合金的焊接性及焊接工艺一、焊接性对于固熔强化的高温合金,主要问题是焊缝结晶裂纹和过热区的晶粒长大,焊接接头的“等强度”等。对于沉淀强化的高温合金,除了焊缝的结晶裂纹外,还有液化裂纹和再热裂纹;焊接接头的“等强度”问题也很突出,焊缝和热影响区的强度、塑性往往达不到母材金属的水平。1、焊缝的热裂纹铁镍基合金都具有较大的焊接热裂纹倾向,特别是沉淀强化的合金,溶解度有限的元素Ni和Fe,易在晶界处形成低熔点物质,如Ni—Si,Fe—Nb,Ni—B等;同时对某些杂质非常敏感,如:S、P、Pb、Bi、Sn、
镍及镍基合金焊接.pptx
镍及镍基合金的焊接镍及镍基合金是随着航空、宇航、核能和石油化工工业的兴起而迅速发展起来的。现已成为上述工业生产领域不可缺少的重要材料。镍及镍基合金不仅在高温具有热强性,在介质作用下还具有高的耐蚀性能。所以,目前在航空发动机上所需要镍合金材料约占整体结构材料的60%。如发动机的燃烧室、火箭叶片、导向叶片等均采用镍基合金的焊接结构,因而镍基合金的焊接技术及其专用焊接材料等在航空结构制造中已占据着重要地位。镍基合金在石油化工领域中的应用主要内容一、镍与镍基合金的分类及其应用镍基合金2.按合金强化方式分(1)非热

镍基合金复合钢管的焊接工艺.docx
镍基合金复合钢管的焊接工艺镍基合金复合钢管的焊接工艺摘要:复合材料的广泛应用推动了材料科学和工程领域的进步,其中镍基合金复合钢管被广泛应用于高温、高压等特殊环境下的管道系统。而焊接是制造复合钢管的关键工艺之一。本文对镍基合金复合钢管的焊接工艺进行综述,包括焊接方法、焊接参数、焊接质量和应用展望等方面的内容。关键词:镍基合金复合钢管,焊接方法,焊接参数,焊接质量,应用展望1.引言镍基合金复合钢管具有优异的高温强度、耐腐蚀性和抗热氧化性能,因此在石油、化工、能源等行业中得到广泛应用。焊接工艺是制造复合钢管的关

镍基合金焊接材料.doc
镍基合金焊接材料镍及镍合金焊条产品名称:镍及镍基合金焊材产品说明:Ni102镍及镍合金焊条型号GB/T:ENi-0说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。熔敷金属化学成份/%C≤0.03Mn0.6-1.1Si≤1Ni≥92Fe≤0.5Ti0.7-1.2Nb1.8-2.3S≤0.015P≤0.015Ni112镍及镍合金焊条型号GB/T