
一种镍铬合金孕育剂及其制备方法及其制备方法.pdf

努力****爱静

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镍铬合金孕育剂及其制备方法及其制备方法.pdf
本发明公开了一种镍铬合金孕育剂及其制备方法,按重量百分比计,该镍铬合金孕育剂的配方包括:10~20%Ba、10~20%Ca、8~12%Cu、30~50%镧系料剂以及15~25%复合铁粉;其制备方法为,包括以下步骤:备料,按质量比例进行配比;熔料,将全部配料放入真空高频电磁震荡电弧炉内,加热熔炼,直至配料全部熔化;混合,将配料进行保温,保持高频电磁震荡,等待充分混合;成型,通过离心浇注浇入液氮冷却环境下的石英模具中,制备成呈块状配料;冷却,模具内的块状配料进行挤压定型,等待完全冷却,制备完成;本发明的孕育剂
一种铜硅镍铬合金及其制备方法.pdf
本发明公开了一种铜硅镍铬合金,按照质量百分比计由以下组分组成:硅占0.5~2.5%,镍和铬总含量占2.5~6.8%,锌占0.03~0.05%,镁占0.04~0.08%,余量为铜和不可避免的杂质,其中,所述镍和所述铬的质量百分含量之比为1:1.1~2。本发明还公开了其制备方法,包括:(1)依据质量百分比要求进行配料,所得混合粉末于真空球磨机球磨混合均匀后;(2)将混合粉末装入模具,室温下进行挤压成型,所得压坯放入充有氩气的真空炉内烧结,于950~1100℃的温度下烧结3~5h,并在此温度保温8~10h,随炉
一种铸造铝硅合金孕育剂及其制备方法和应用.pdf
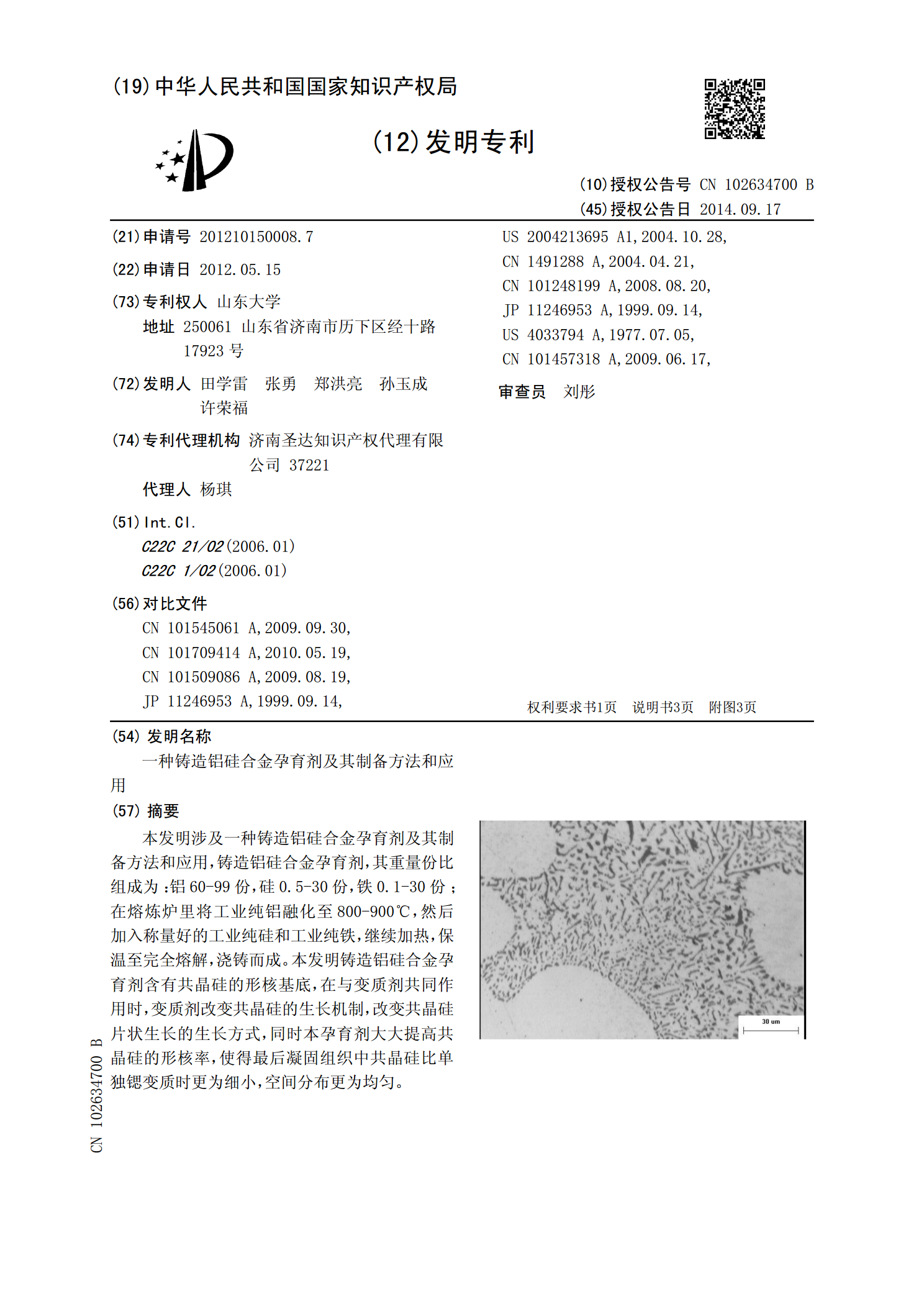
本发明涉及一种铸造铝硅合金孕育剂及其制备方法和应用,铸造铝硅合金孕育剂,其重量份比组成为:铝60-99份,硅0.5-30份,铁0.1-30份;在熔炼炉里将工业纯铝融化至800-900℃,然后加入称量好的工业纯硅和工业纯铁,继续加热,保温至完全熔解,浇铸而成。本发明铸造铝硅合金孕育剂含有共晶硅的形核基底,在与变质剂共同作用时,变质剂改变共晶硅的生长机制,改变共晶硅片状生长的生长方式,同时本孕育剂大大提高共晶硅的形核率,使得最后凝固组织中共晶硅比单独锶变质时更为细小,空间分布更为均匀。
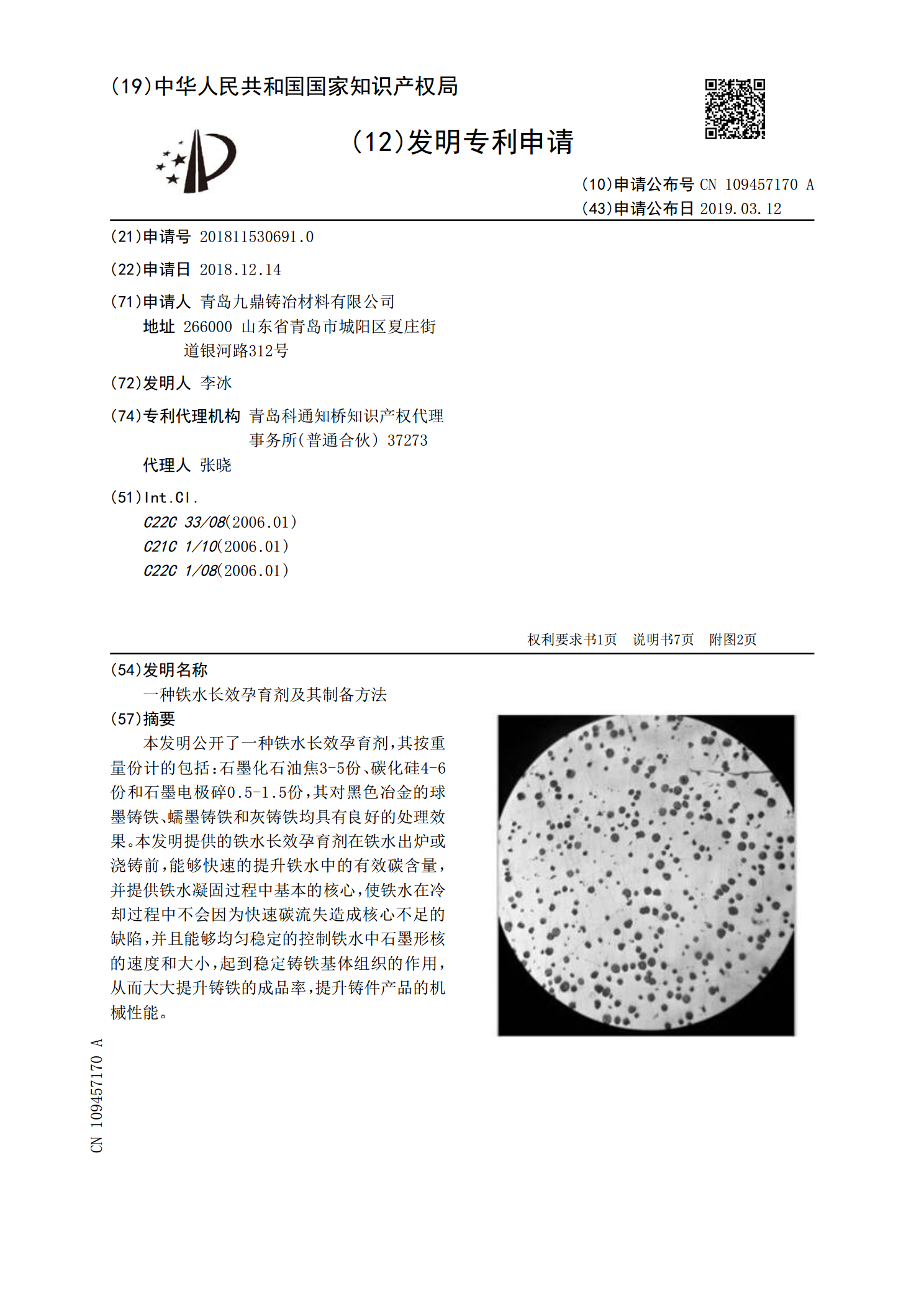
一种铁水长效孕育剂及其制备方法.pdf
本发明公开了一种铁水长效孕育剂,其按重量份计的包括:石墨化石油焦3‑5份、碳化硅4‑6份和石墨电极碎0.5‑1.5份,其对黑色冶金的球墨铸铁、蠕墨铸铁和灰铸铁均具有良好的处理效果。本发明提供的铁水长效孕育剂在铁水出炉或浇铸前,能够快速的提升铁水中的有效碳含量,并提供铁水凝固过程中基本的核心,使铁水在冷却过程中不会因为快速碳流失造成核心不足的缺陷,并且能够均匀稳定的控制铁水中石墨形核的速度和大小,起到稳定铸铁基体组织的作用,从而大大提升铸铁的成品率,提升铸件产品的机械性能。
一种低硅孕育剂及其制备方法.pdf
本发明提供了一种低硅孕育剂,包括以下原料:生铁、硅铁、金属;所述生铁和所述硅铁的含硅量为30~60wt%,所述金属选自钙、铝、钡、锶和锆中的一种或多种,所述金属的含量为0.2~12wt%,余量为铁。本发明将孕育剂的含硅量控制在30~60wt%且通过引入其他微量金属元素,用作铁水孕育处理的孕育剂,孕育效果与传统孕育剂相当,由于硅低,原铁水中硅就可以适当提高,意味着可以大量使用回炉料和铁屑。