
高炉出铁沟运维方法及出铁沟.pdf

一只****呀9

1/10

2/10
3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高炉出铁沟运维方法及出铁沟.pdf
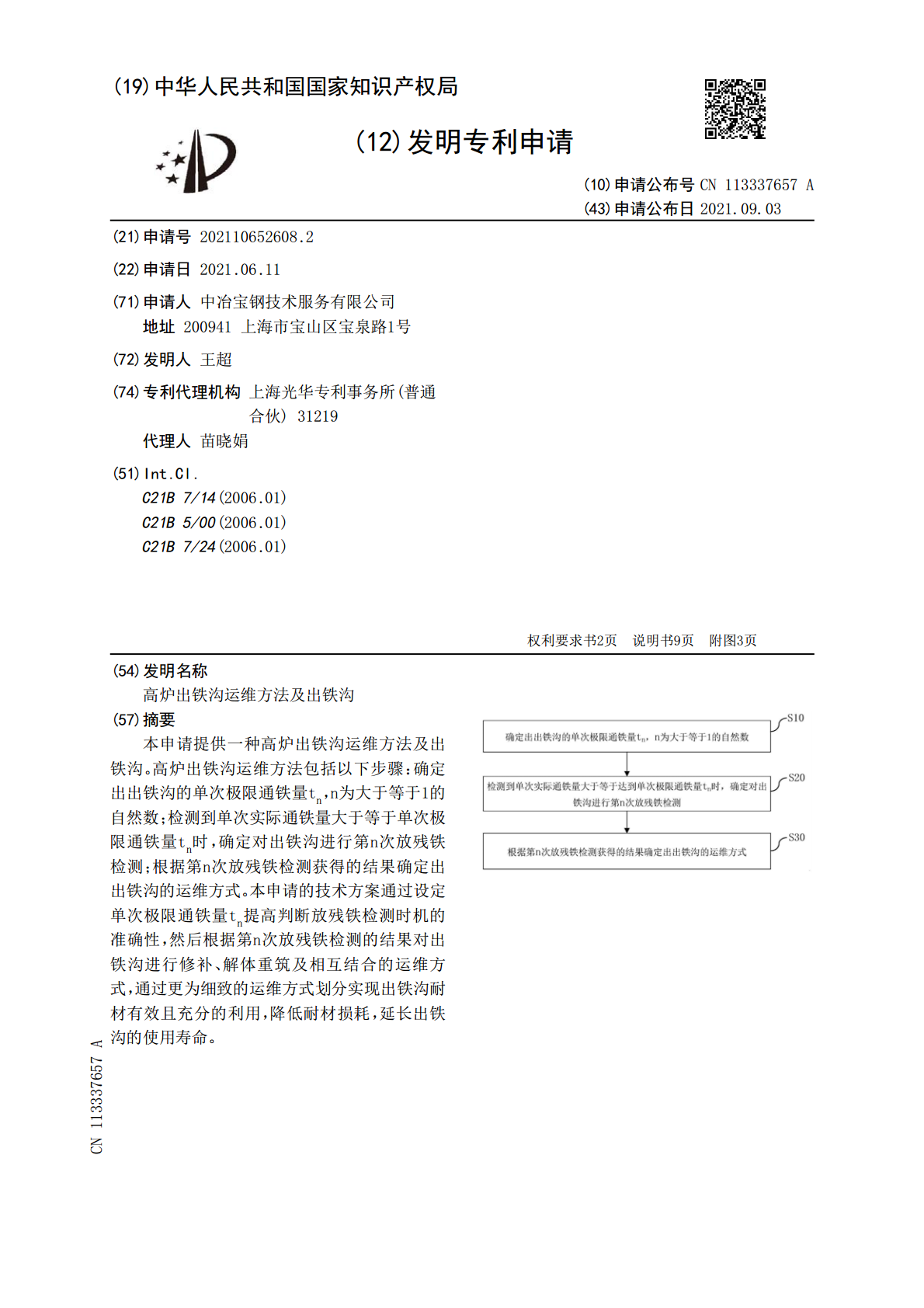
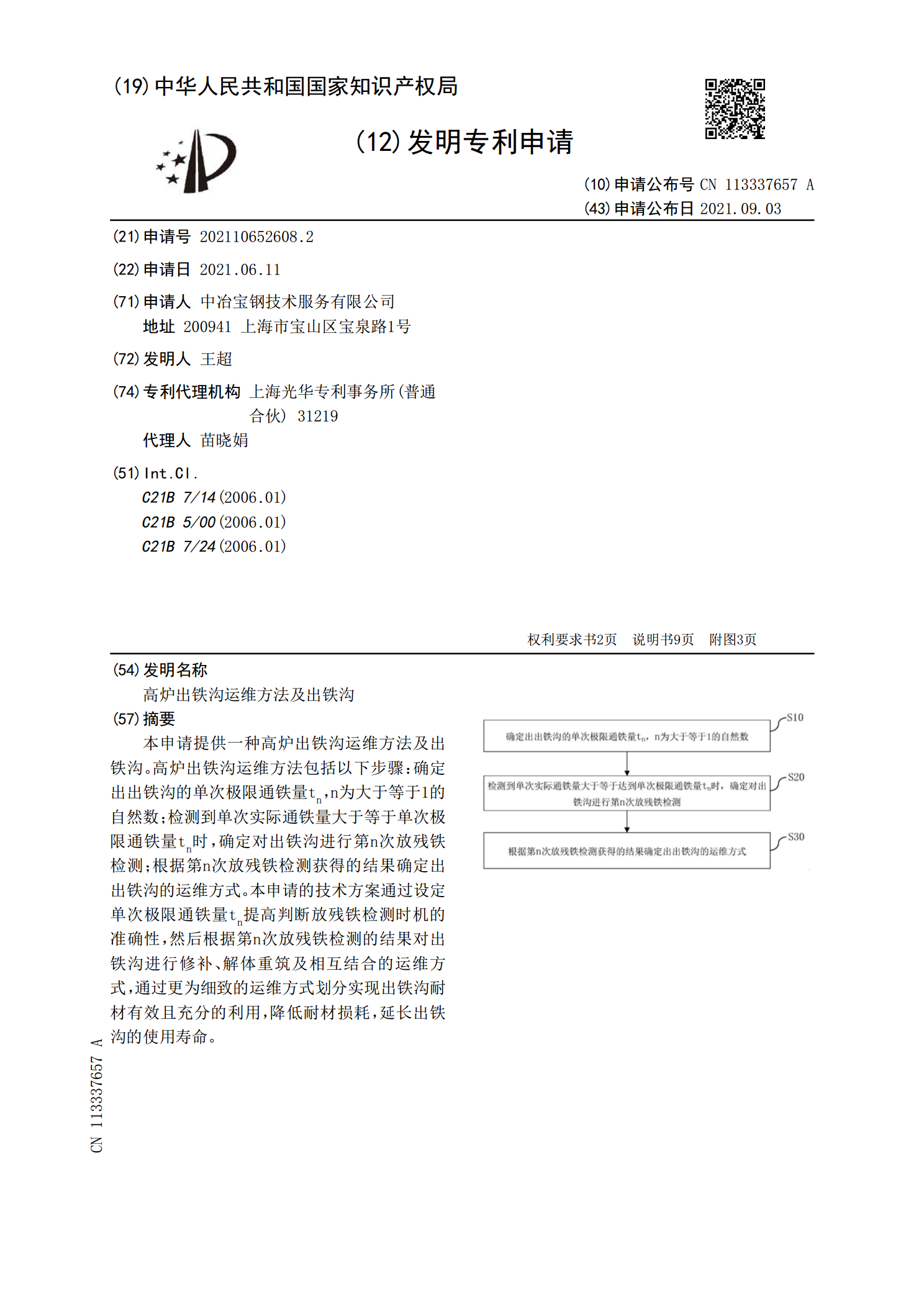
本申请提供一种高炉出铁沟运维方法及出铁沟。高炉出铁沟运维方法包括以下步骤:确定出出铁沟的单次极限通铁量t
高炉出铁沟防漏铁监测方法、监测装置及出铁沟.pdf
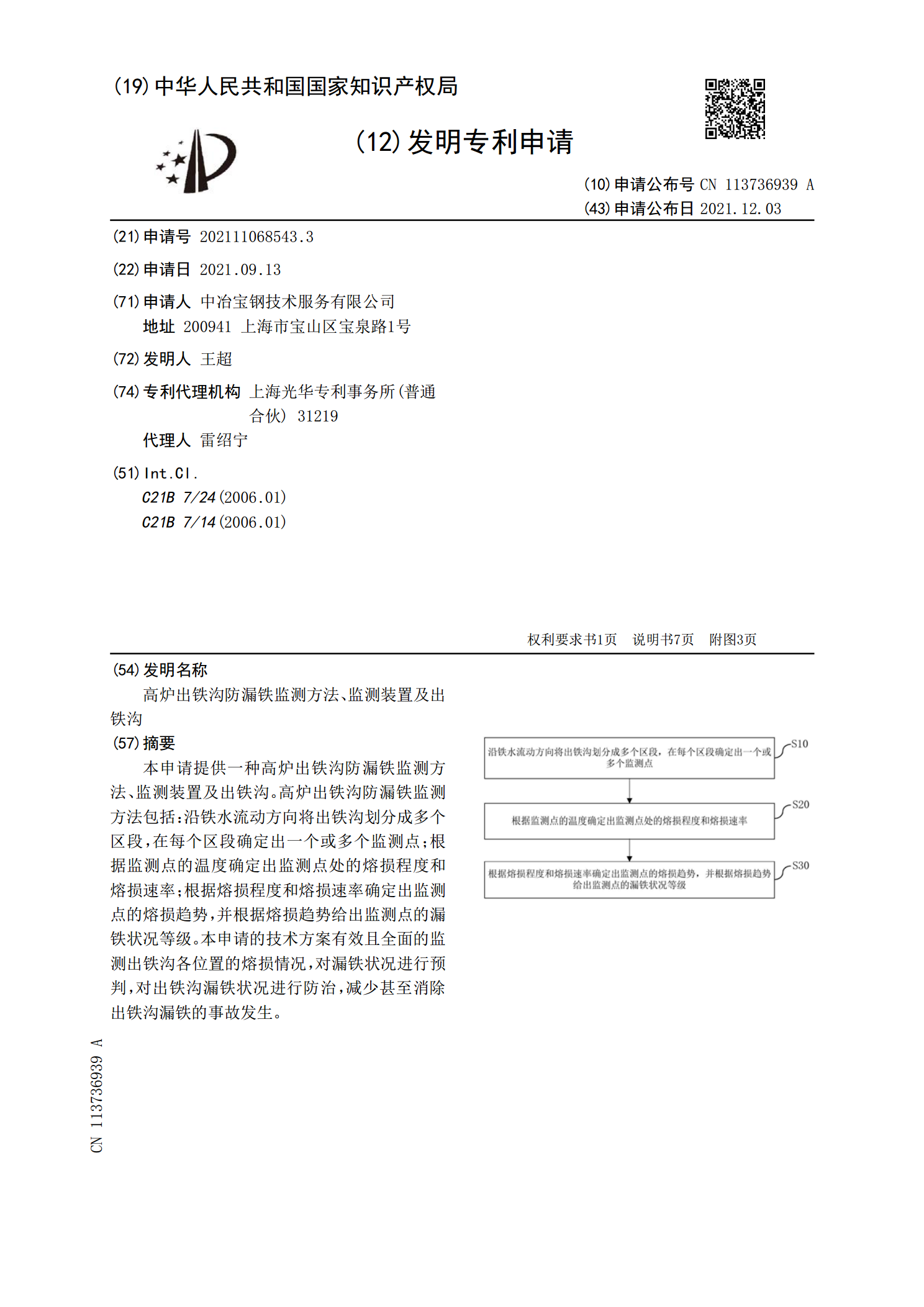
本申请提供一种高炉出铁沟防漏铁监测方法、监测装置及出铁沟。高炉出铁沟防漏铁监测方法包括:沿铁水流动方向将出铁沟划分成多个区段,在每个区段确定出一个或多个监测点;根据监测点的温度确定出监测点处的熔损程度和熔损速率;根据熔损程度和熔损速率确定出监测点的熔损趋势,并根据熔损趋势给出监测点的漏铁状况等级。本申请的技术方案有效且全面的监测出铁沟各位置的熔损情况,对漏铁状况进行预判,对出铁沟漏铁状况进行防治,减少甚至消除出铁沟漏铁的事故发生。
高炉出铁沟施工方法及出铁沟.pdf
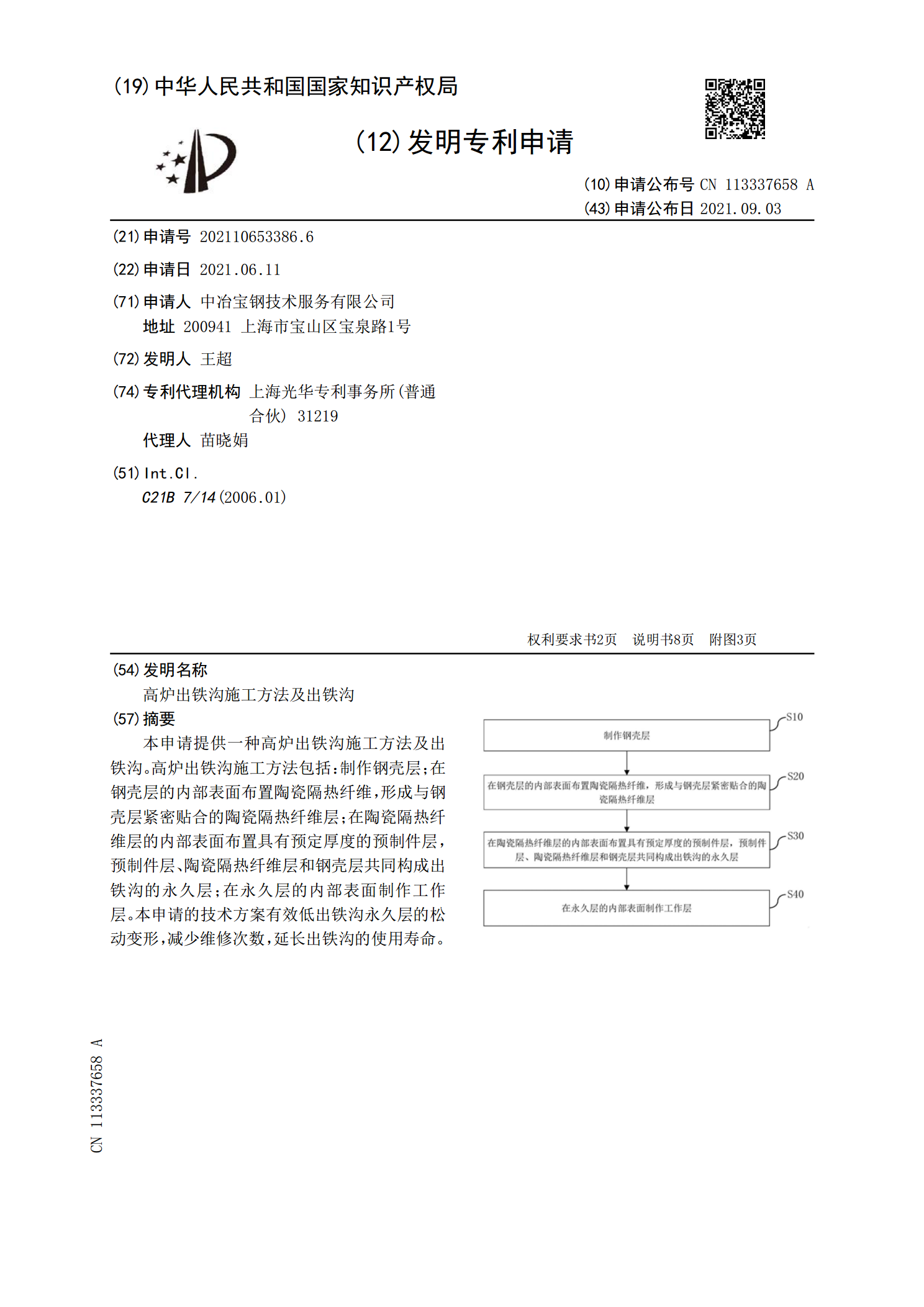
本申请提供一种高炉出铁沟施工方法及出铁沟。高炉出铁沟施工方法包括:制作钢壳层;在钢壳层的内部表面布置陶瓷隔热纤维,形成与钢壳层紧密贴合的陶瓷隔热纤维层;在陶瓷隔热纤维层的内部表面布置具有预定厚度的预制件层,预制件层、陶瓷隔热纤维层和钢壳层共同构成出铁沟的永久层;在永久层的内部表面制作工作层。本申请的技术方案有效低出铁沟永久层的松动变形,减少维修次数,延长出铁沟的使用寿命。

高炉出铁沟的制备方法.pdf
本发明涉及高炉出铁沟的制备方法,属于耐火浇注料领域。一种高炉出铁沟的制备方法,包括步骤:按重量份数称量矾土40-50、烧结板状刚玉15-30、红柱石10-15、氧化铝空心球1-8、电熔氧化锆3-10、氧化铝微粉10-25、氮化硅铁8-12、氧化铝微粉3-10、氧化铝和二氧化硅溶胶复合悬浮液4-8、纳米陶瓷粉1-2、三聚磷酸钠和六偏磷酸钠的混合物0.1-0.3、防爆纤维0.3-0.4,然后在振动装置内振动3-5min;在铁水流经的出铁沟内安装模具,向模具中加入振动后的配料,再加入液体硅酸钠,所述液体硅酸钠的

高炉铁沟以及高炉出铁系统.pdf
本发明涉及一种高炉铁沟以及高炉出铁系统,该高炉铁沟包括沟体和设置于沟体上的检测单元,检测单元用于检测沟体的温度,沟体包括位于上游的沟体入口段、沟体出口段和位于下游的沟体中段,沟体入口段和沟体出口段均水平设置,沟体中段位于沟体入口段与沟体出口段之间,沟体中段由靠近沟体入口段的一端朝向靠近沟体出口段的一端向下倾斜。沟体具有供铁水流通的通道,位于沟体中段上的通道的宽度从靠近所述沟体入口段的一端至靠近沟体出口段的一端逐渐变大。通过将沟体中段倾斜设置,以及通道的宽度逐渐变大,使得铁水在途径沟体中段时流通顺畅,减少铁