
一种板栅连铸连冲工艺.pdf

梦影****主a

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种板栅连铸连冲工艺.pdf
本发明涉及蓄电池板栅制造技术领域,且公开了一种板栅连铸连冲工艺,其特征在于,该工艺包括以下步骤:根据板栅的成分进行配料,将锡,铝,钙,锑,铅,分别在200℃预热0.5‑1.5h;用坩埚电阻炉将预热后的铅进行升温融化。通过设置加入锑、钙等合金元素以及铸轧工艺的采用,与直接铸造成型的板栅相比,首先铸成铸坯,然后对铸坯压延形成薄板,之后通过冲压等工艺最终形成板栅,通过增加粗轧工序后相应增加了轧制道次,形成较厚坯料经多道轧制的合理轧制过程,原料与成品的厚度比增大,轧制过程中总压缩比增大,有利于改善成品的内部金属结
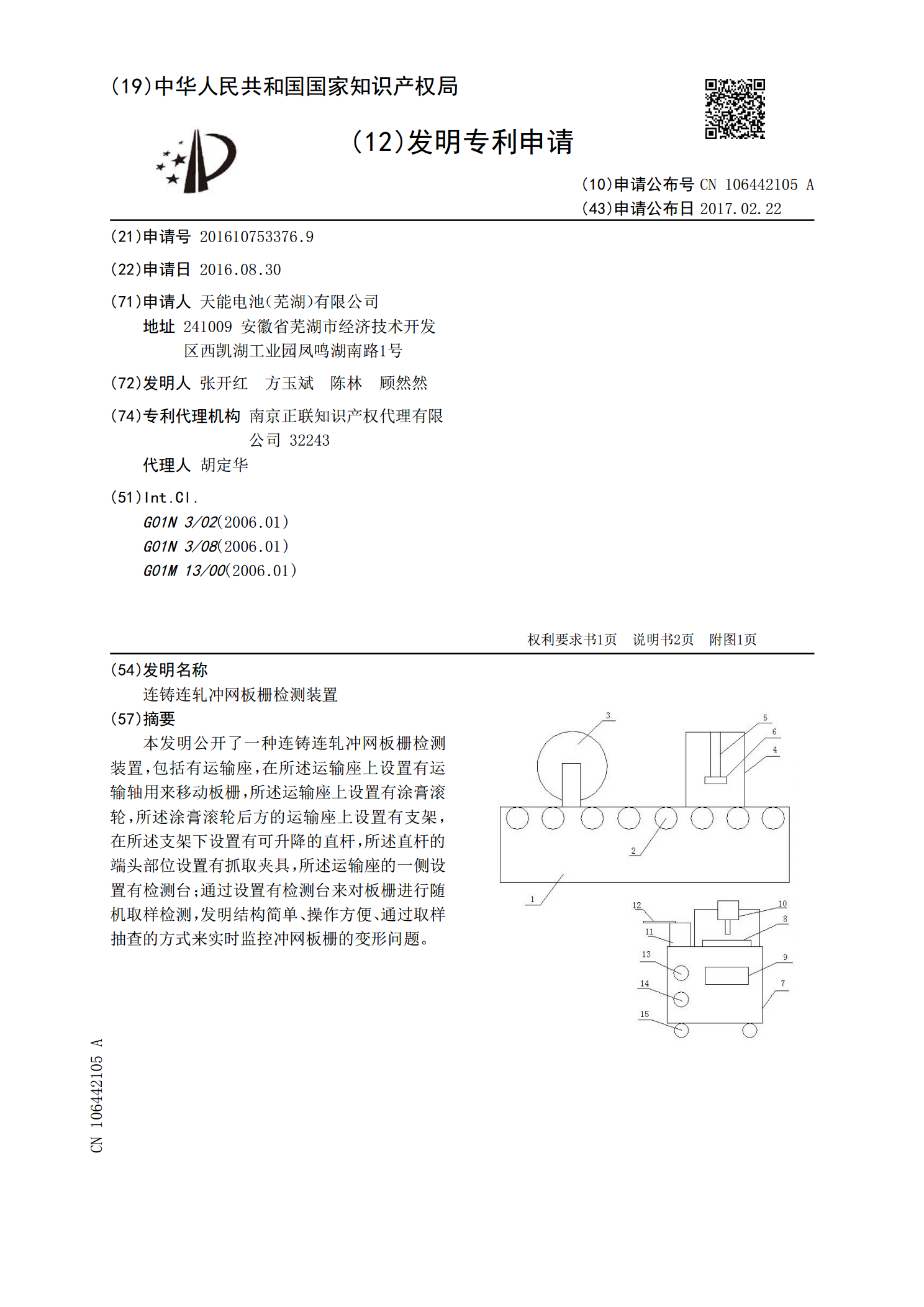
连铸连轧冲网板栅检测装置.pdf
本发明公开了一种连铸连轧冲网板栅检测装置,包括有运输座,在所述运输座上设置有运输轴用来移动板栅,所述运输座上设置有涂膏滚轮,所述涂膏滚轮后方的运输座上设置有支架,在所述支架下设置有可升降的直杆,所述直杆的端头部位设置有抓取夹具,所述运输座的一侧设置有检测台;通过设置有检测台来对板栅进行随机取样检测,发明结构简单、操作方便、通过取样抽查的方式来实时监控冲网板栅的变形问题。
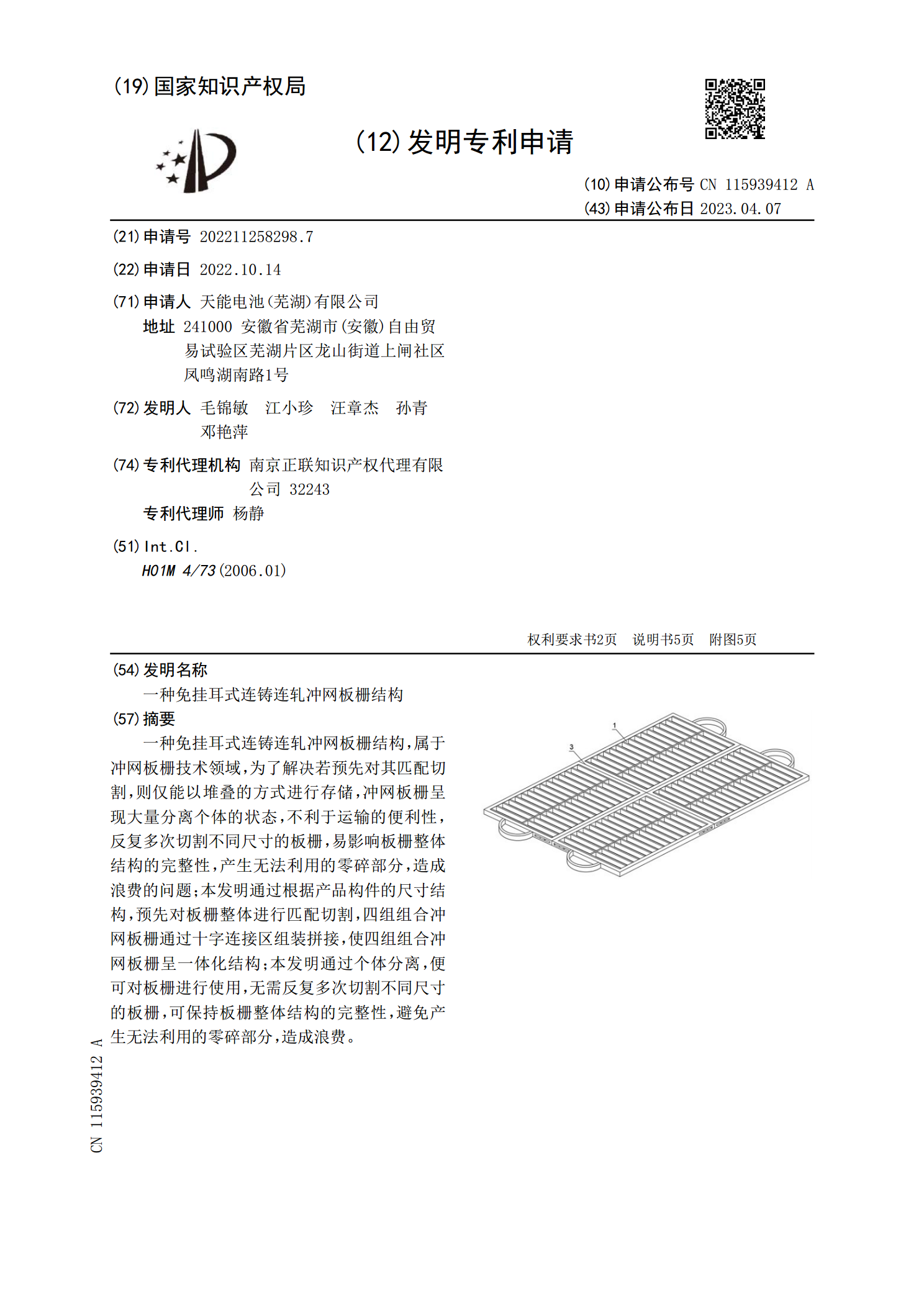
一种免挂耳式连铸连轧冲网板栅结构.pdf
一种免挂耳式连铸连轧冲网板栅结构,属于冲网板栅技术领域,为了解决若预先对其匹配切割,则仅能以堆叠的方式进行存储,冲网板栅呈现大量分离个体的状态,不利于运输的便利性,反复多次切割不同尺寸的板栅,易影响板栅整体结构的完整性,产生无法利用的零碎部分,造成浪费的问题;本发明通过根据产品构件的尺寸结构,预先对板栅整体进行匹配切割,四组组合冲网板栅通过十字连接区组装拼接,使四组组合冲网板栅呈一体化结构;本发明通过个体分离,便可对板栅进行使用,无需反复多次切割不同尺寸的板栅,可保持板栅整体结构的完整性,避免产生无法利用
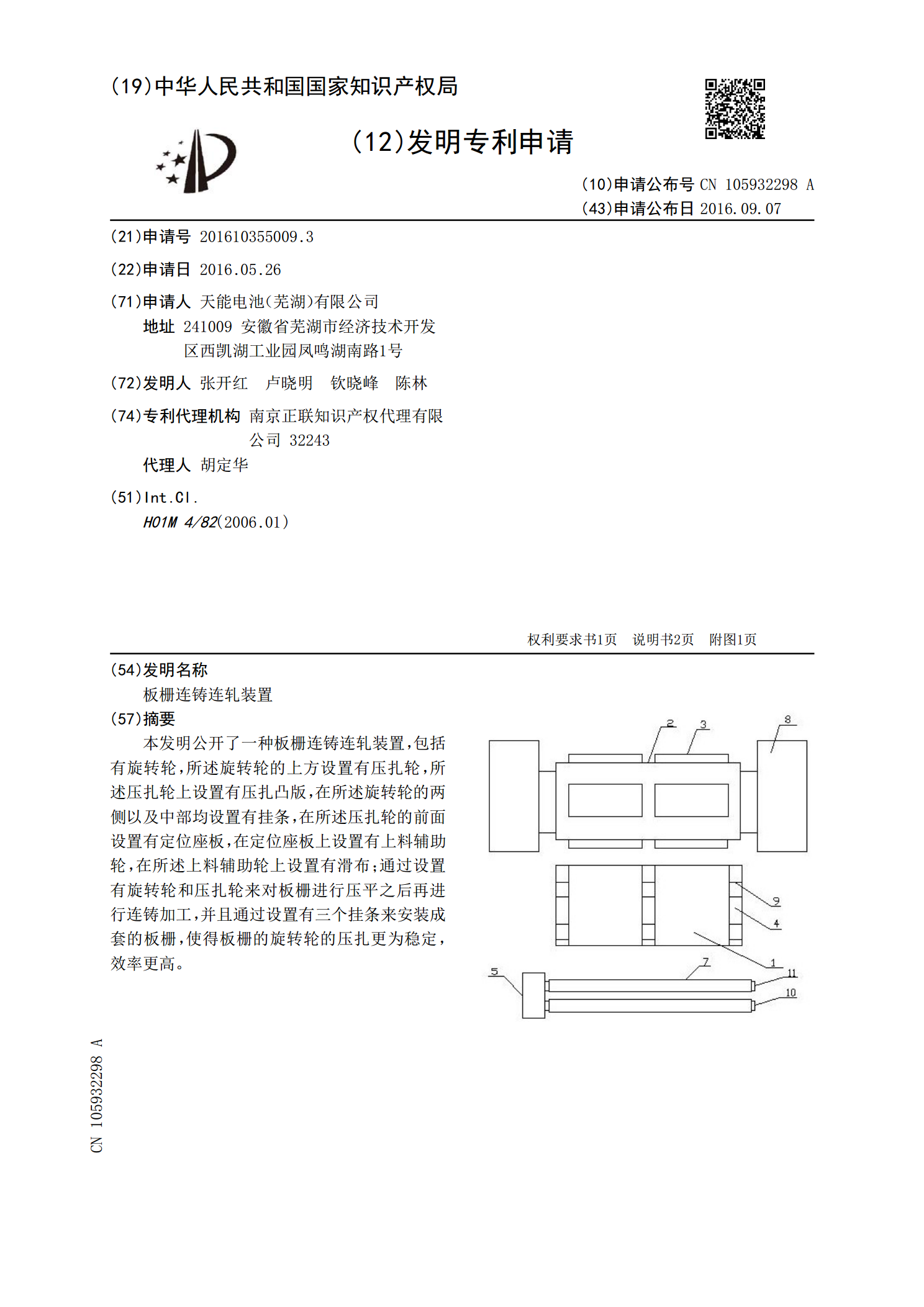
板栅连铸连轧装置.pdf
本发明公开了一种板栅连铸连轧装置,包括有旋转轮,所述旋转轮的上方设置有压扎轮,所述压扎轮上设置有压扎凸版,在所述旋转轮的两侧以及中部均设置有挂条,在所述压扎轮的前面设置有定位座板,在定位座板上设置有上料辅助轮,在所述上料辅助轮上设置有滑布;通过设置有旋转轮和压扎轮来对板栅进行压平之后再进行连铸加工,并且通过设置有三个挂条来安装成套的板栅,使得板栅的旋转轮的压扎更为稳定,效率更高。
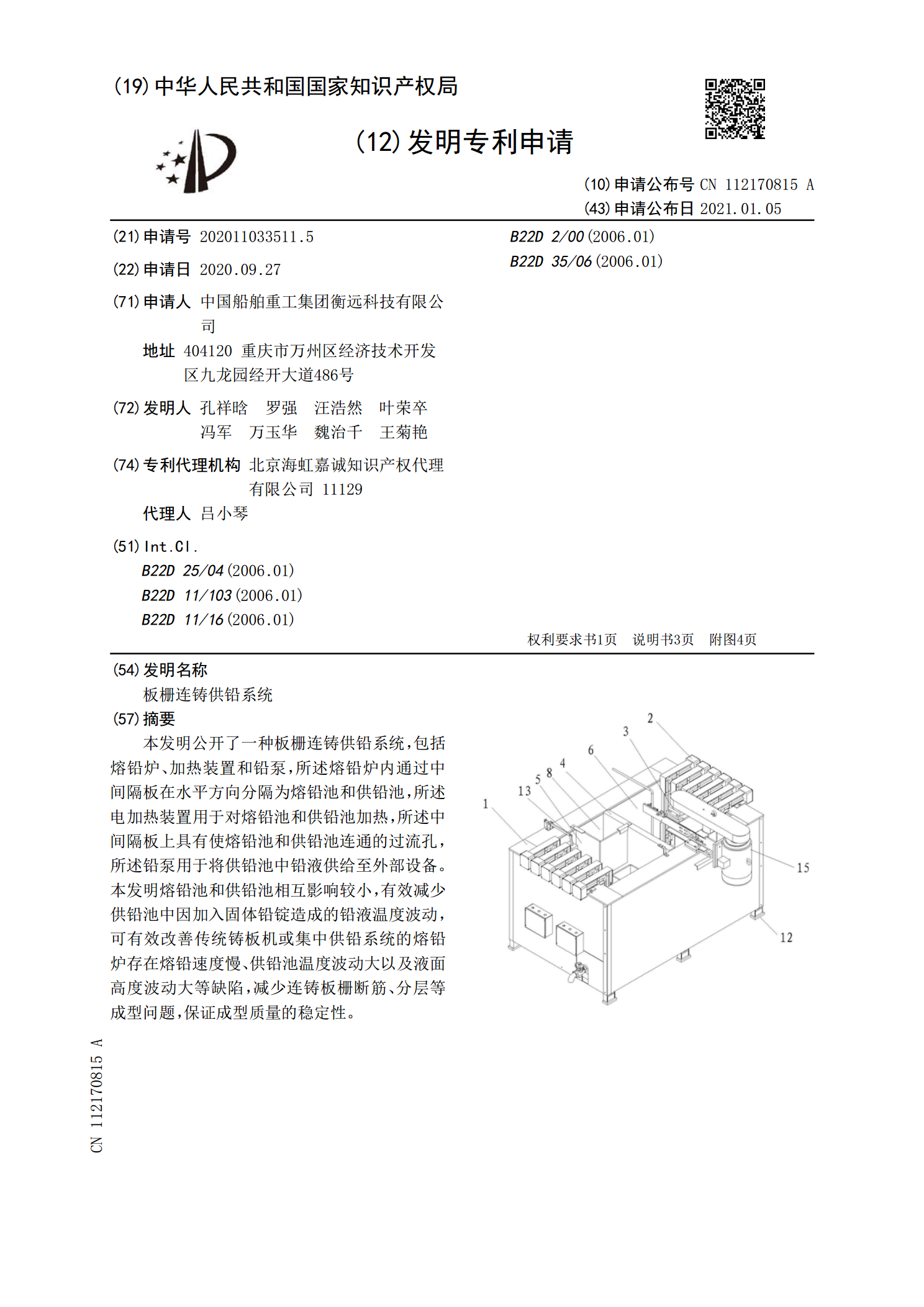
板栅连铸供铅系统.pdf
本发明公开了一种板栅连铸供铅系统,包括熔铅炉、加热装置和铅泵,所述熔铅炉内通过中间隔板在水平方向分隔为熔铅池和供铅池,所述电加热装置用于对熔铅池和供铅池加热,所述中间隔板上具有使熔铅池和供铅池连通的过流孔,所述铅泵用于将供铅池中铅液供给至外部设备。本发明熔铅池和供铅池相互影响较小,有效减少供铅池中因加入固体铅锭造成的铅液温度波动,可有效改善传统铸板机或集中供铅系统的熔铅炉存在熔铅速度慢、供铅池温度波动大以及液面高度波动大等缺陷,减少连铸板栅断筋、分层等成型问题,保证成型质量的稳定性。