
一种单晶炉热场保温筒及其制备方法.pdf

是来****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种单晶炉热场保温筒及其制备方法.pdf
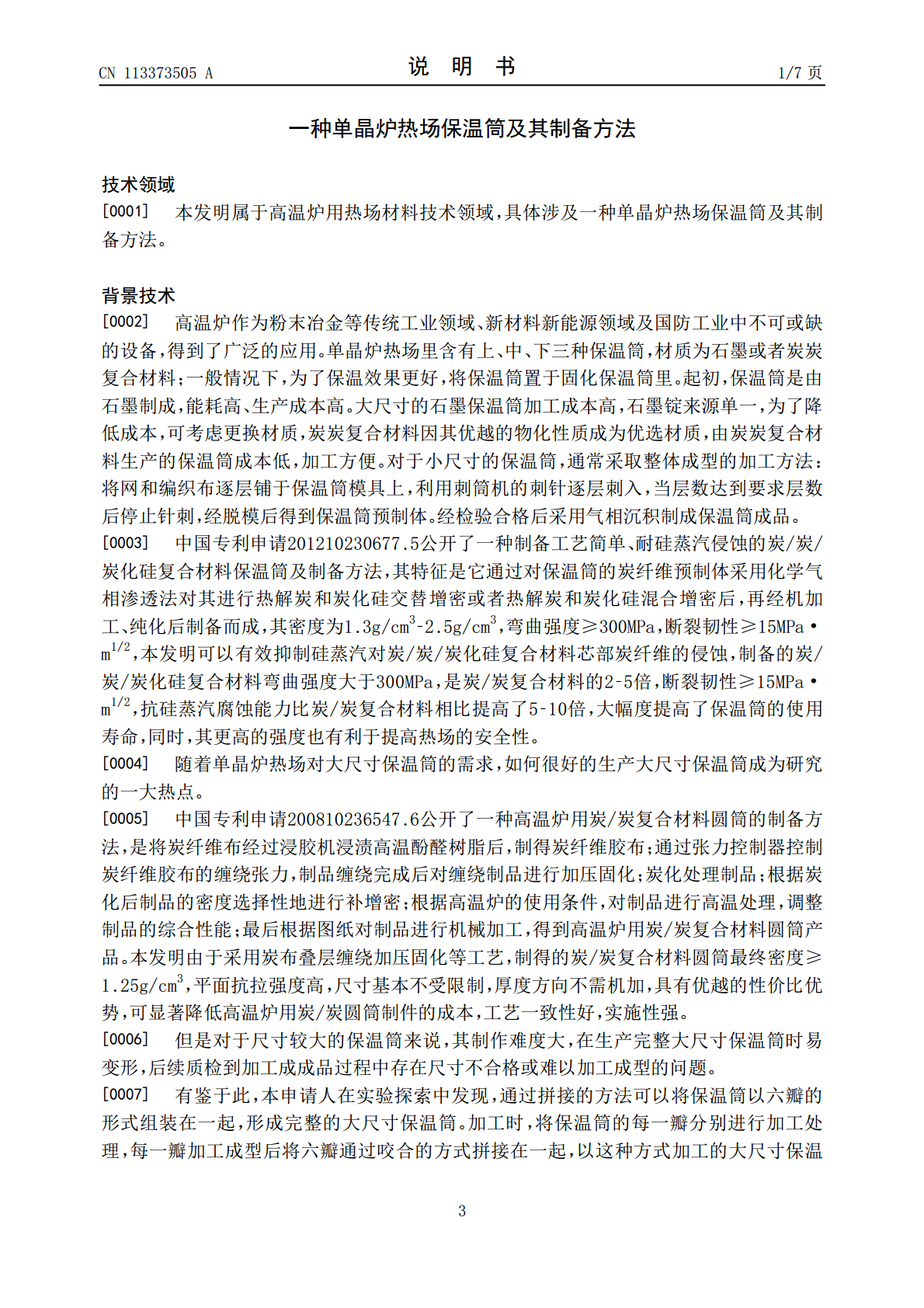
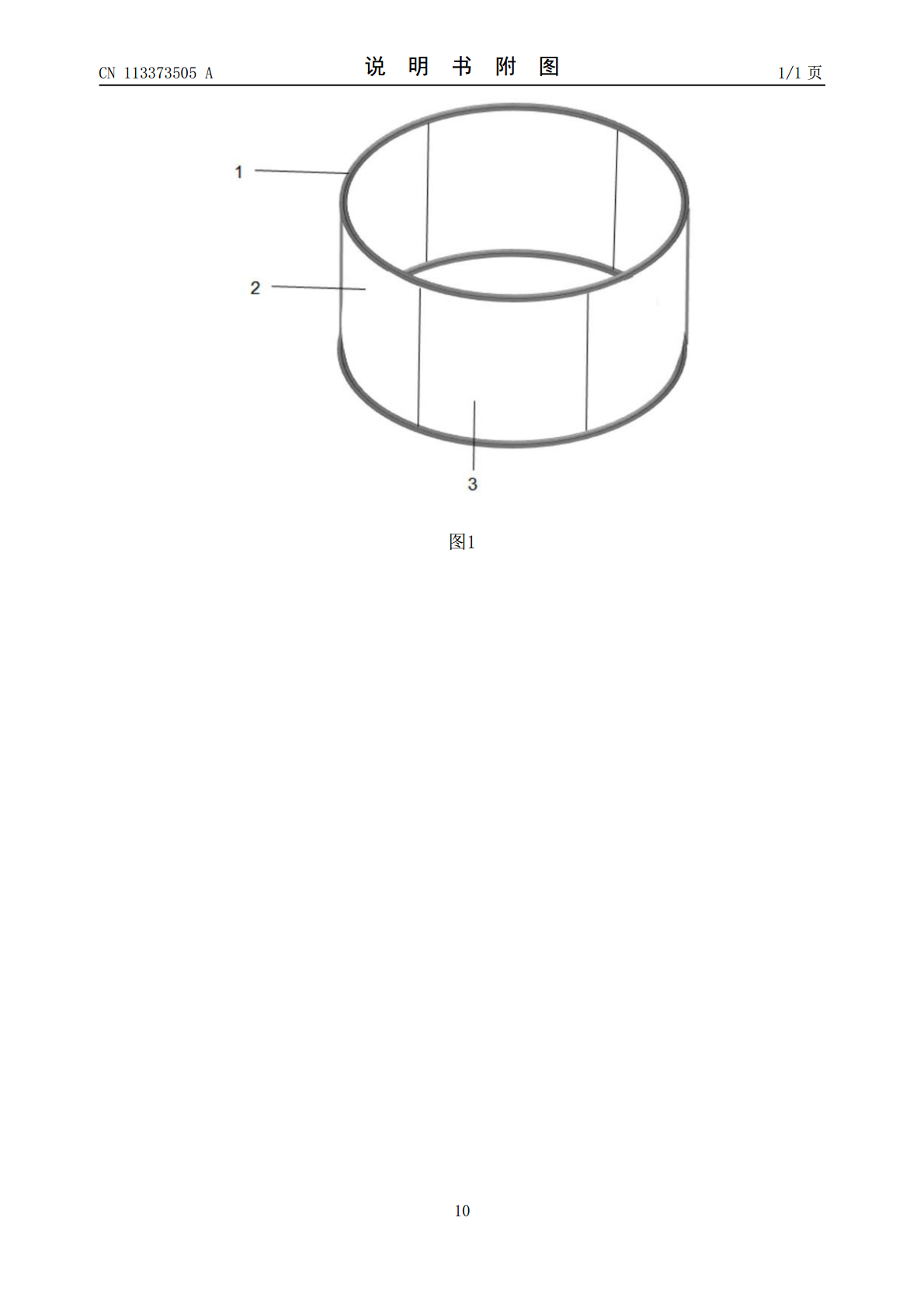
本发明公开了一种单晶炉热场保温筒及其制备方法,属于高温炉用热场材料技术领域。该单晶炉热场保温筒由六瓣保温筒片组合而成,所述保温筒片之间通过凹凸槽切合,所述六瓣保温筒片分为A片和B片,A片和B片各三瓣,间隔交错组合;A片制备工艺为:将炭纤维布、涤纶芳纶混合纤维叠加,浸渍预浸液,然后平铺在模具中,热压固化,炭化;B片制备工艺为:炭纤维布浸渍树脂,平铺在模具中,热压固化,炭化。避免了整体制作过程中易变形,不易生产的缺点,同时其在应用于单晶炉热场时拆装简易,免去了整体保温筒搬运及应用时带来的不便。且组合后的保温筒
一种高保温性的单晶炉热场保温筒.pdf
本实用新型公开了一种高保温性的单晶炉热场保温筒,包括炉体(1),炉体(1)内设有相互配合的顶部保温层(2)、上保温桶(3)、中保温桶(4)和下保温桶(5),上保温桶(3)、中保温桶(4)和下保温桶(5)均为圆环结构,上保温桶(3)的上边沿内侧设有一圈圆环形的阶梯槽(3a),顶部保温层(2)的下表面嵌于阶梯槽(3a)内,上保温桶(3)的桶身内设有第一空腔(3b),第一空腔(3b)环绕着桶身一圈设置;中保温桶(4)和下保温桶(5)的桶身内均设有第二空腔(4a),第二空腔(4a)环绕着桶身一圈设置。本实用新型的
单晶炉热场及其控制方法和单晶炉.pdf
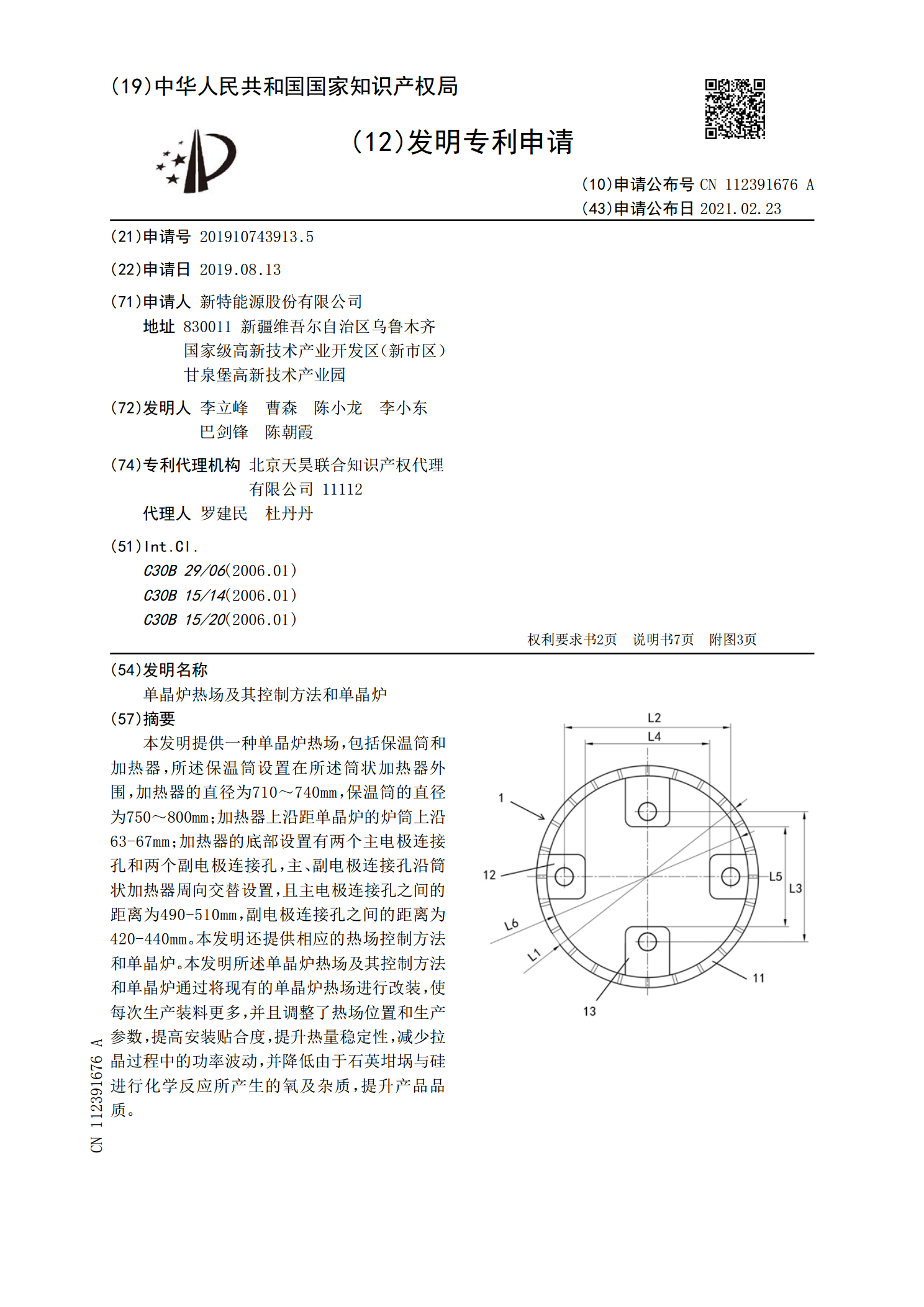
本发明提供一种单晶炉热场,包括保温筒和加热器,所述保温筒设置在所述筒状加热器外围,加热器的直径为710~740mm,保温筒的直径为750~800mm;加热器上沿距单晶炉的炉筒上沿63‑67mm;加热器的底部设置有两个主电极连接孔和两个副电极连接孔,主、副电极连接孔沿筒状加热器周向交替设置,且主电极连接孔之间的距离为490‑510mm,副电极连接孔之间的距离为420‑440mm。本发明还提供相应的热场控制方法和单晶炉。本发明所述单晶炉热场及其控制方法和单晶炉通过将现有的单晶炉热场进行改装,使每次生产装料更多
一种单晶炉及其上保温筒.pdf
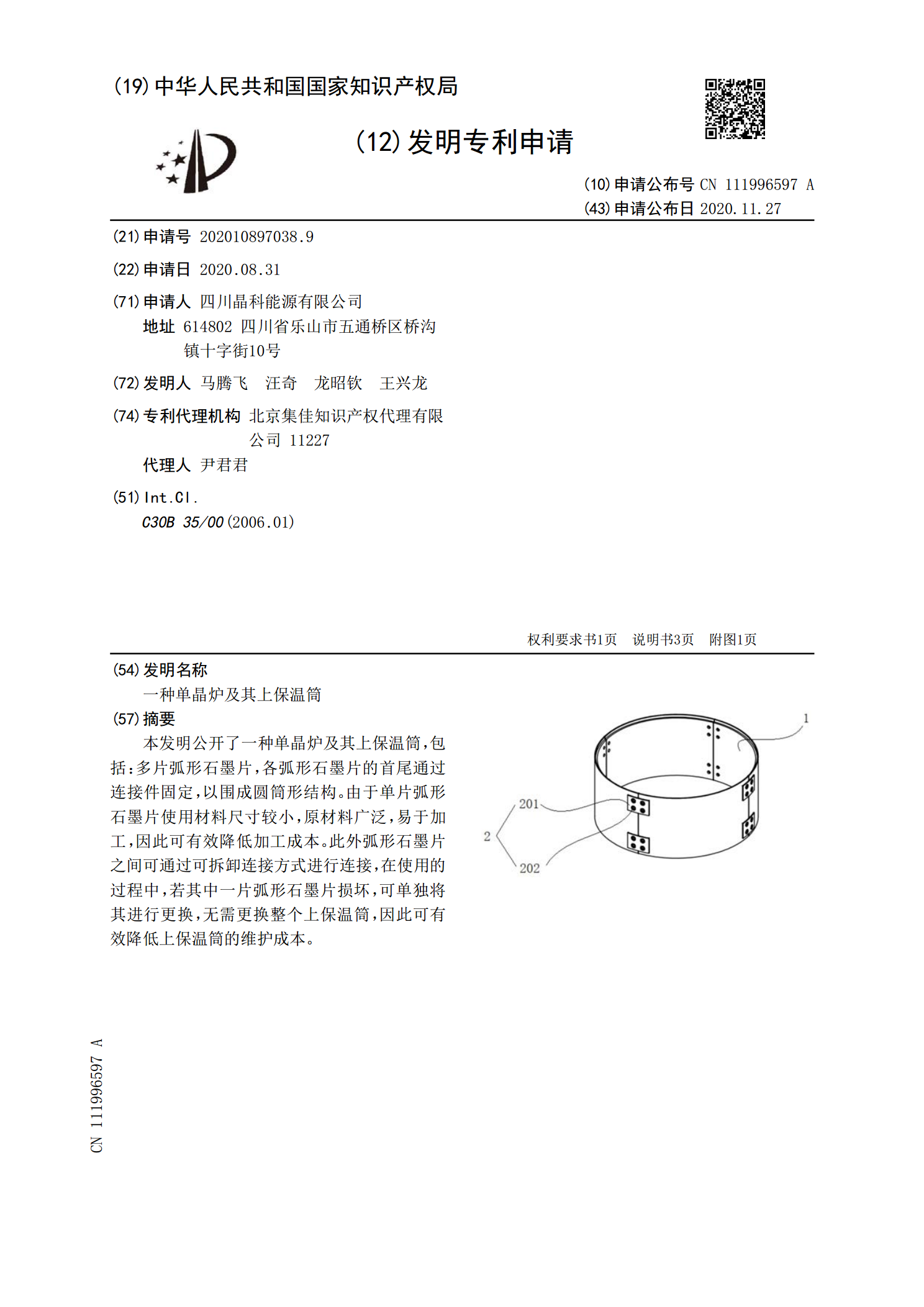
本发明公开了一种单晶炉及其上保温筒,包括:多片弧形石墨片,各弧形石墨片的首尾通过连接件固定,以围成圆筒形结构。由于单片弧形石墨片使用材料尺寸较小,原材料广泛,易于加工,因此可有效降低加工成本。此外弧形石墨片之间可通过可拆卸连接方式进行连接,在使用的过程中,若其中一片弧形石墨片损坏,可单独将其进行更换,无需更换整个上保温筒,因此可有效降低上保温筒的维护成本。
一种单晶炉用的热场及其单晶炉.pdf
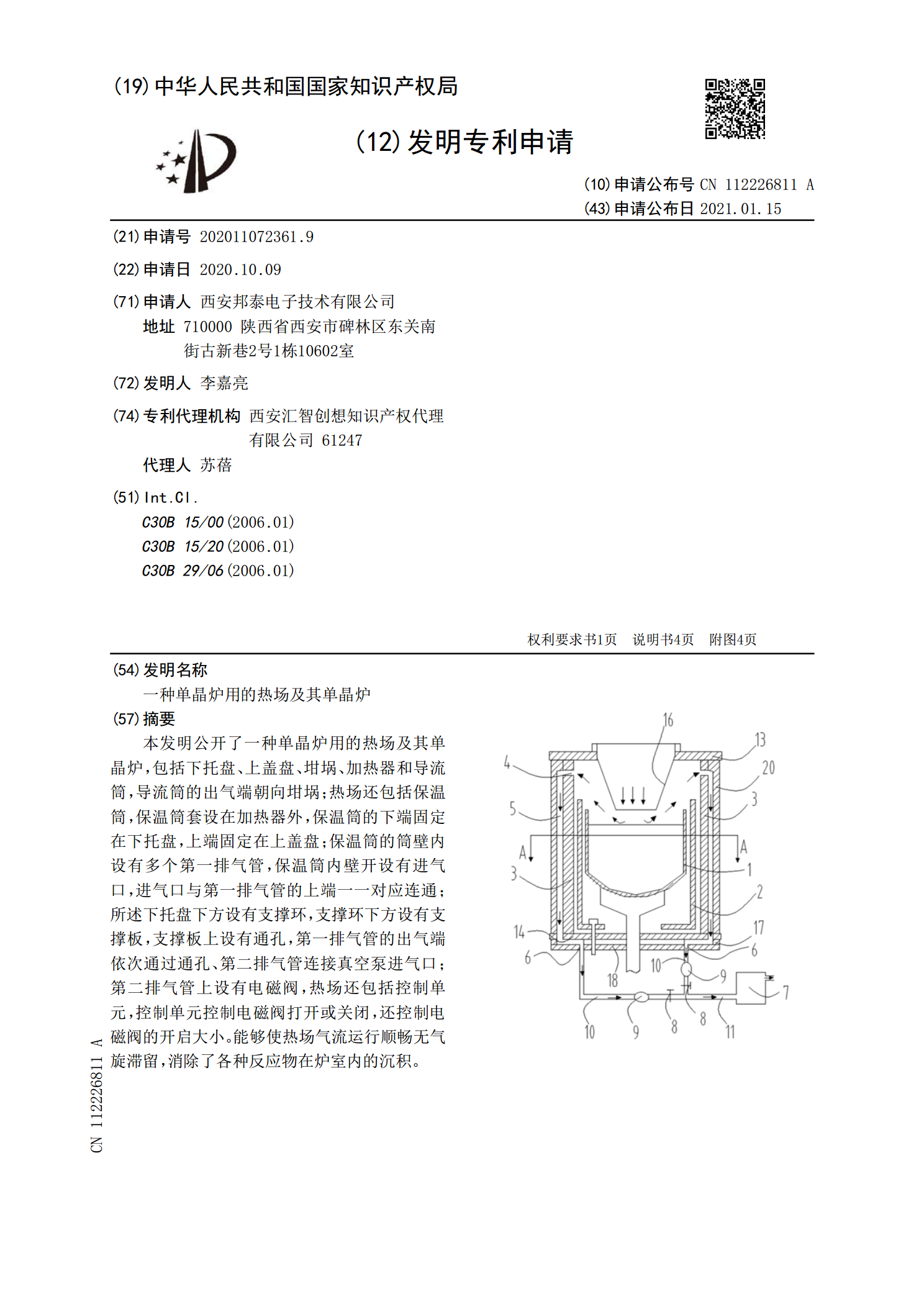
本发明公开了一种单晶炉用的热场及其单晶炉,包括下托盘、上盖盘、坩埚、加热器和导流筒,导流筒的出气端朝向坩埚;热场还包括保温筒,保温筒套设在加热器外,保温筒的下端固定在下托盘,上端固定在上盖盘;保温筒的筒壁内设有多个第一排气管,保温筒内壁开设有进气口,进气口与第一排气管的上端一一对应连通;所述下托盘下方设有支撑环,支撑环下方设有支撑板,支撑板上设有通孔,第一排气管的出气端依次通过通孔、第二排气管连接真空泵进气口;第二排气管上设有电磁阀,热场还包括控制单元,控制单元控制电磁阀打开或关闭,还控制电磁阀的开启大小