
一种铅酸电池板栅的电磁低压铸造装置及方法.pdf

山梅****ai

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铅酸电池板栅的电磁低压铸造装置及方法.pdf
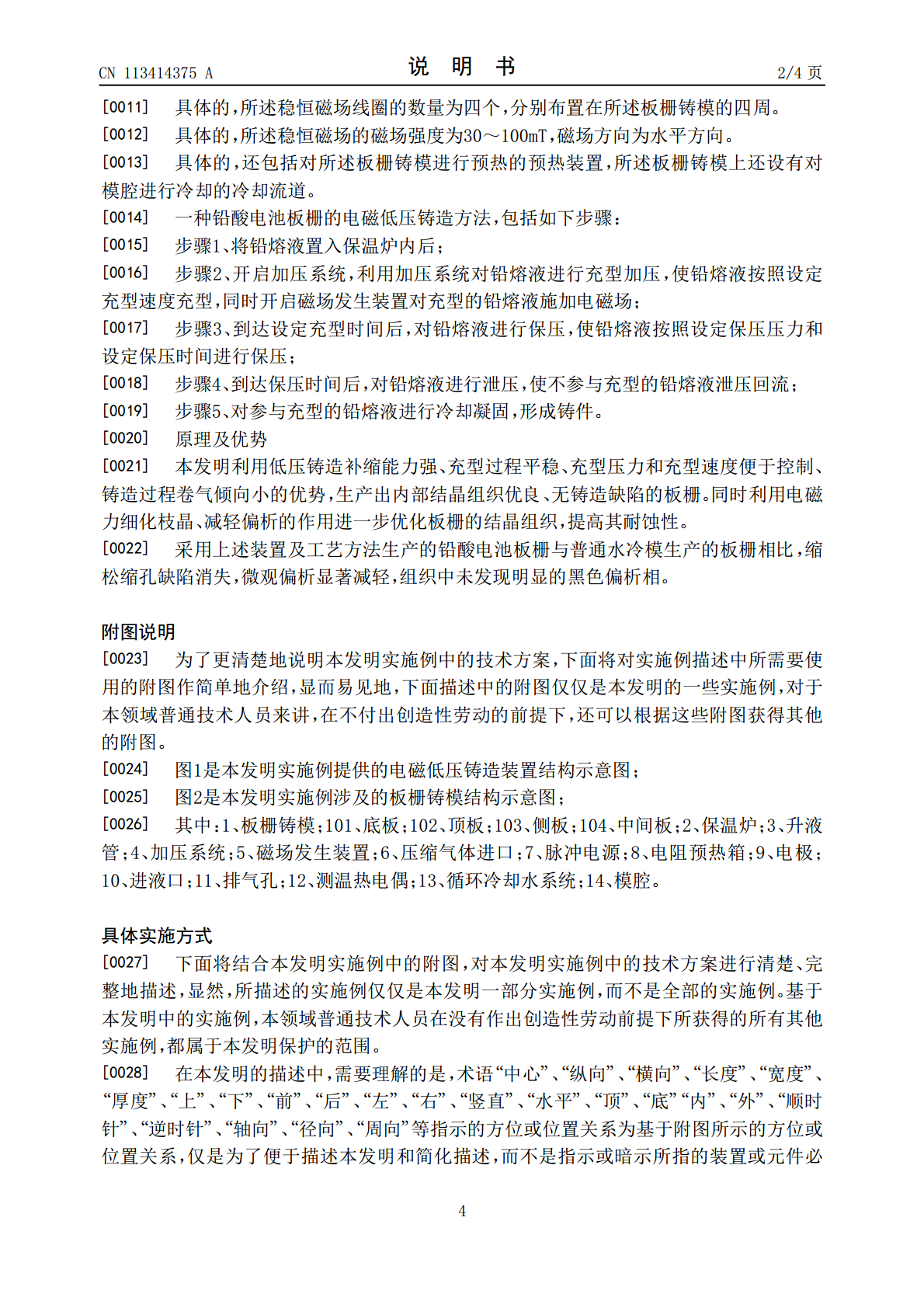
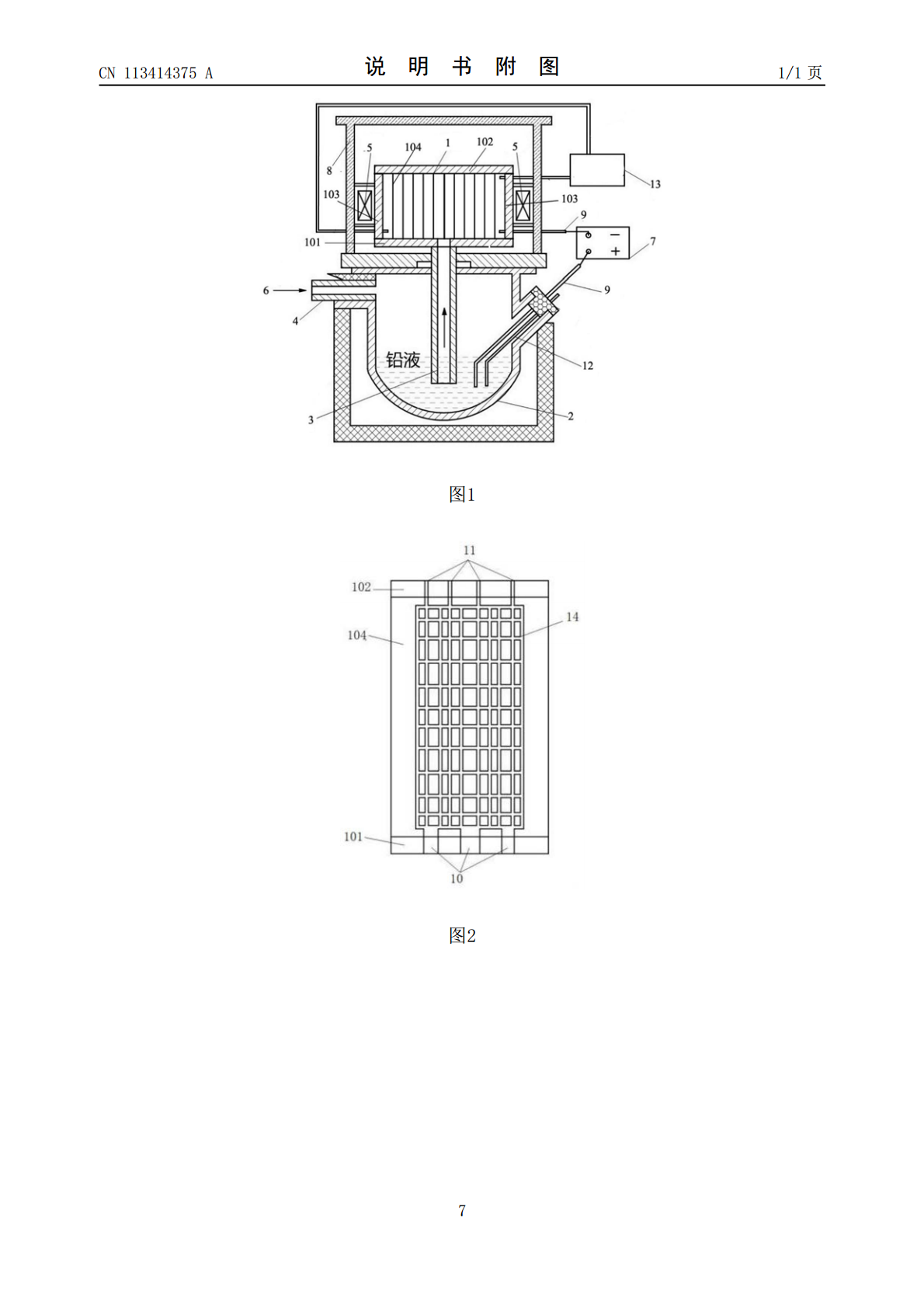
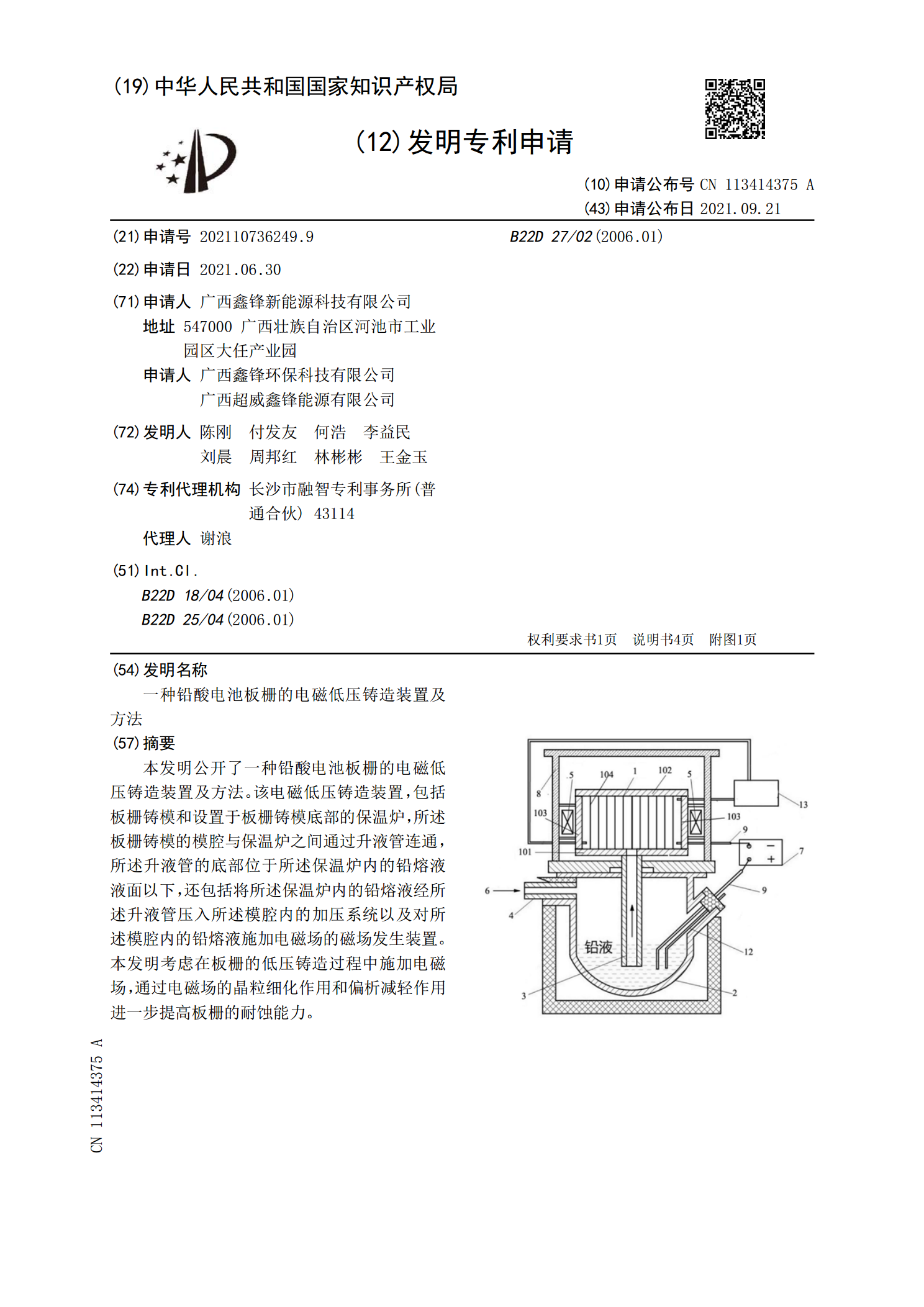
本发明公开了一种铅酸电池板栅的电磁低压铸造装置及方法。该电磁低压铸造装置,包括板栅铸模和设置于板栅铸模底部的保温炉,所述板栅铸模的模腔与保温炉之间通过升液管连通,所述升液管的底部位于所述保温炉内的铅熔液液面以下,还包括将所述保温炉内的铅熔液经所述升液管压入所述模腔内的加压系统以及对所述模腔内的铅熔液施加电磁场的磁场发生装置。本发明考虑在板栅的低压铸造过程中施加电磁场,通过电磁场的晶粒细化作用和偏析减轻作用进一步提高板栅的耐蚀能力。
一种铅酸蓄电池板栅连续铸造装置.pdf
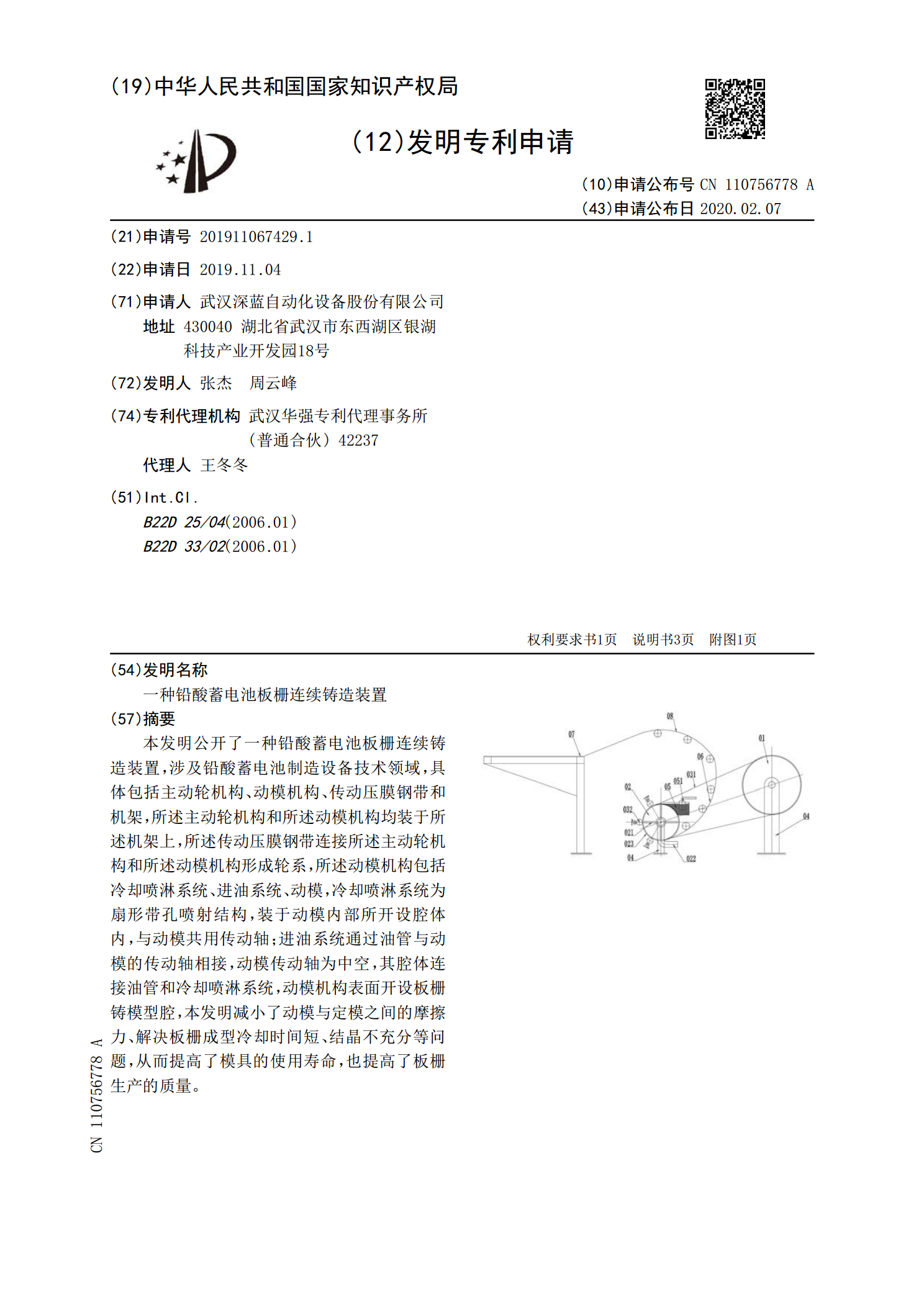
本发明公开了一种铅酸蓄电池板栅连续铸造装置,涉及铅酸蓄电池制造设备技术领域,具体包括主动轮机构、动模机构、传动压膜钢带和机架,所述主动轮机构和所述动模机构均装于所述机架上,所述传动压膜钢带连接所述主动轮机构和所述动模机构形成轮系,所述动模机构包括冷却喷淋系统、进油系统、动模,冷却喷淋系统为扇形带孔喷射结构,装于动模内部所开设腔体内,与动模共用传动轴;进油系统通过油管与动模的传动轴相接,动模传动轴为中空,其腔体连接油管和冷却喷淋系统,动模机构表面开设板栅铸模型腔,本发明减小了动模与定模之间的摩擦力、解决板栅
铅酸蓄电池板栅用翻转卸料装置.pdf
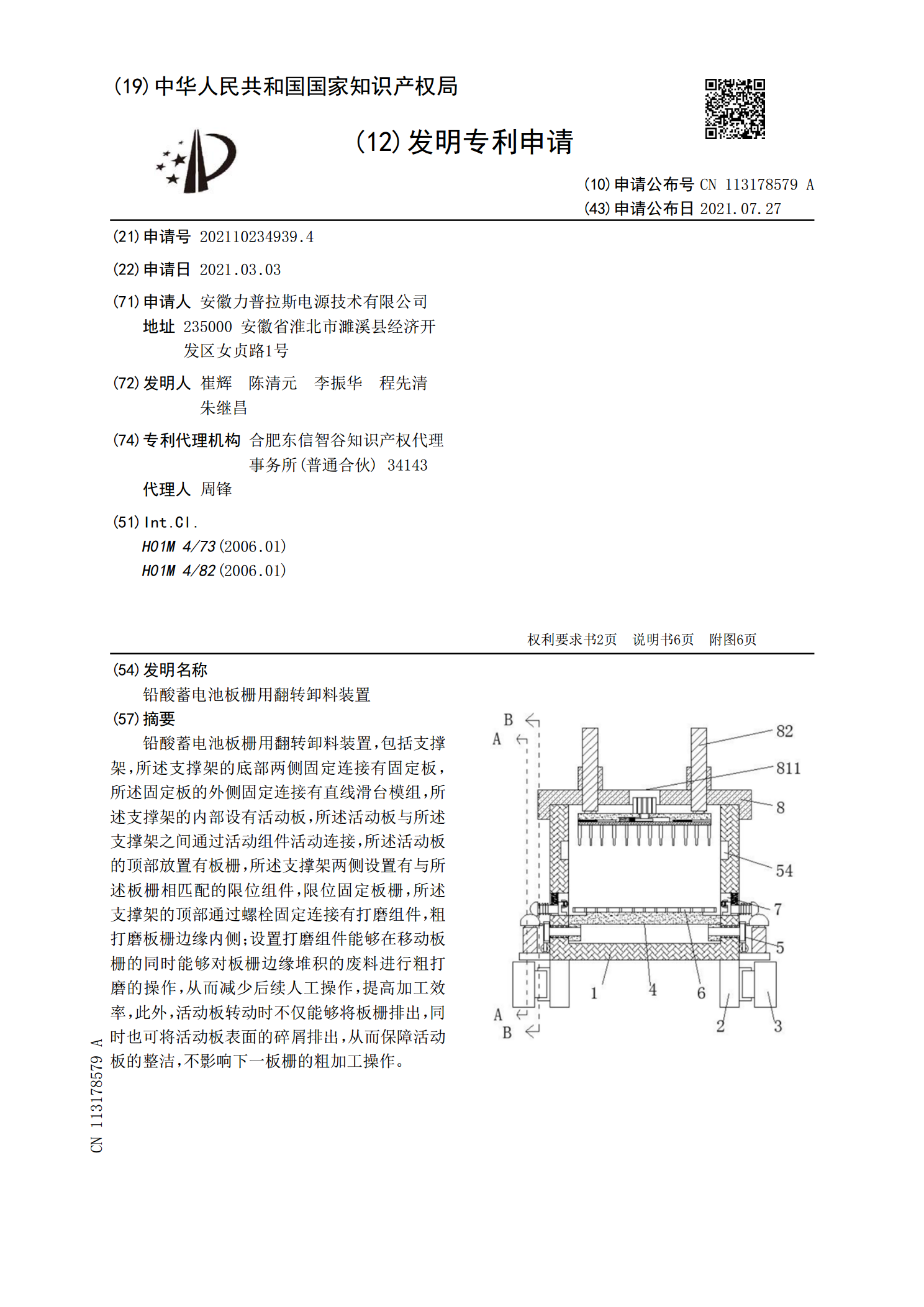
铅酸蓄电池板栅用翻转卸料装置,包括支撑架,所述支撑架的底部两侧固定连接有固定板,所述固定板的外侧固定连接有直线滑台模组,所述支撑架的内部设有活动板,所述活动板与所述支撑架之间通过活动组件活动连接,所述活动板的顶部放置有板栅,所述支撑架两侧设置有与所述板栅相匹配的限位组件,限位固定板栅,所述支撑架的顶部通过螺栓固定连接有打磨组件,粗打磨板栅边缘内侧;设置打磨组件能够在移动板栅的同时能够对板栅边缘堆积的废料进行粗打磨的操作,从而减少后续人工操作,提高加工效率,此外,活动板转动时不仅能够将板栅排出,同时也可将活
一种铅酸蓄电池板栅内边缘毛刺打磨装置.pdf
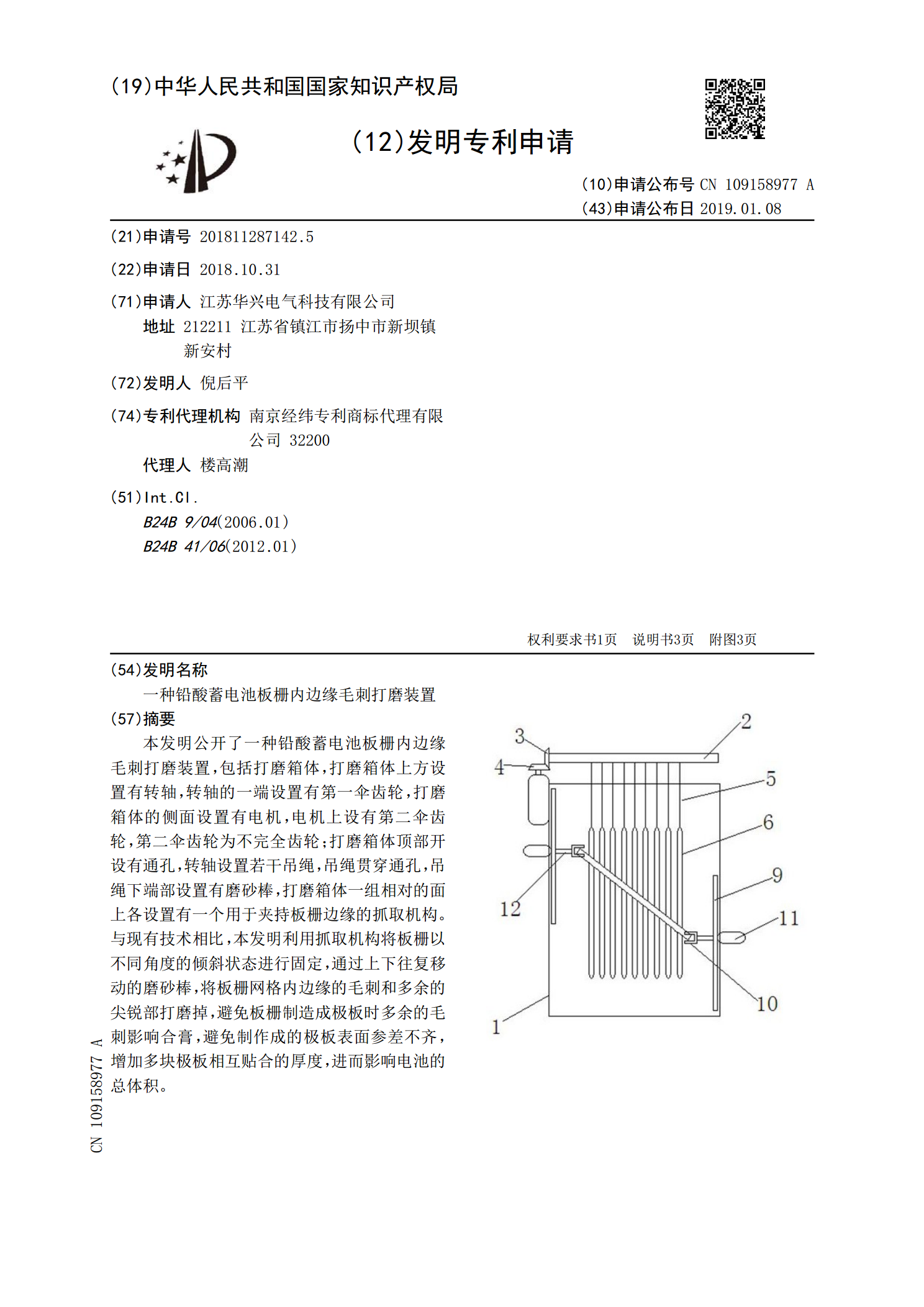
本发明公开了一种铅酸蓄电池板栅内边缘毛刺打磨装置,包括打磨箱体,打磨箱体上方设置有转轴,转轴的一端设置有第一伞齿轮,打磨箱体的侧面设置有电机,电机上设有第二伞齿轮,第二伞齿轮为不完全齿轮;打磨箱体顶部开设有通孔,转轴设置若干吊绳,吊绳贯穿通孔,吊绳下端部设置有磨砂棒,打磨箱体一组相对的面上各设置有一个用于夹持板栅边缘的抓取机构。与现有技术相比,本发明利用抓取机构将板栅以不同角度的倾斜状态进行固定,通过上下往复移动的磨砂棒,将板栅网格内边缘的毛刺和多余的尖锐部打磨掉,避免板栅制造成极板时多余的毛刺影响合膏,
一种熔体电磁搅拌式低压铸造装置及铸造方法.pdf
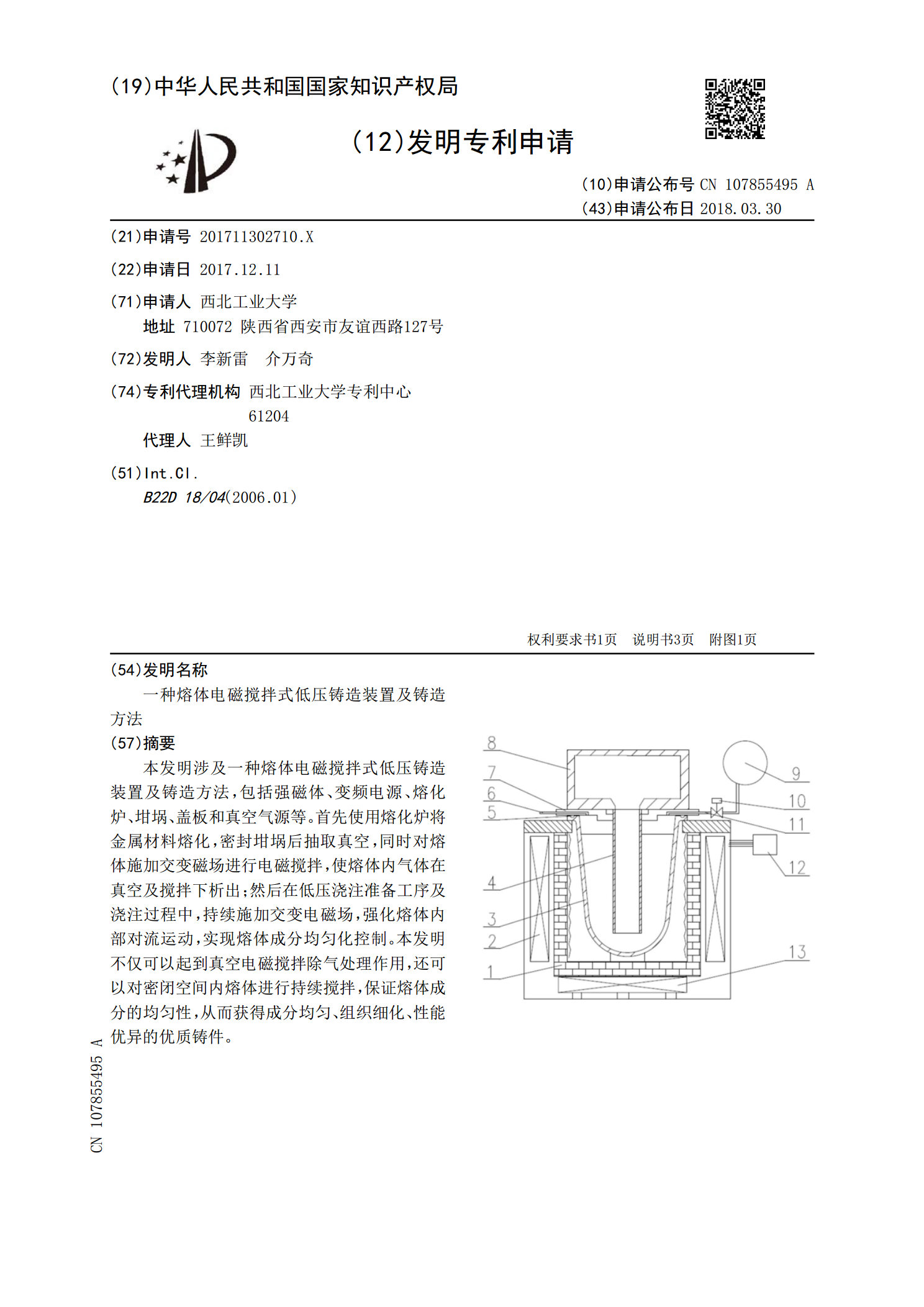
本发明涉及一种熔体电磁搅拌式低压铸造装置及铸造方法,包括强磁体、变频电源、熔化炉、坩埚、盖板和真空气源等。首先使用熔化炉将金属材料熔化,密封坩埚后抽取真空,同时对熔体施加交变磁场进行电磁搅拌,使熔体内气体在真空及搅拌下析出;然后在低压浇注准备工序及浇注过程中,持续施加交变电磁场,强化熔体内部对流运动,实现熔体成分均匀化控制。本发明不仅可以起到真空电磁搅拌除气处理作用,还可以对密闭空间内熔体进行持续搅拌,保证熔体成分的均匀性,从而获得成分均匀、组织细化、性能优异的优质铸件。