
强屈比大于1.28的HRB500E普速热轧带肋钢筋及其生产方法.pdf

悠柔****找我


1/8
2/8
3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
强屈比大于1.28的HRB500E普速热轧带肋钢筋及其生产方法.pdf
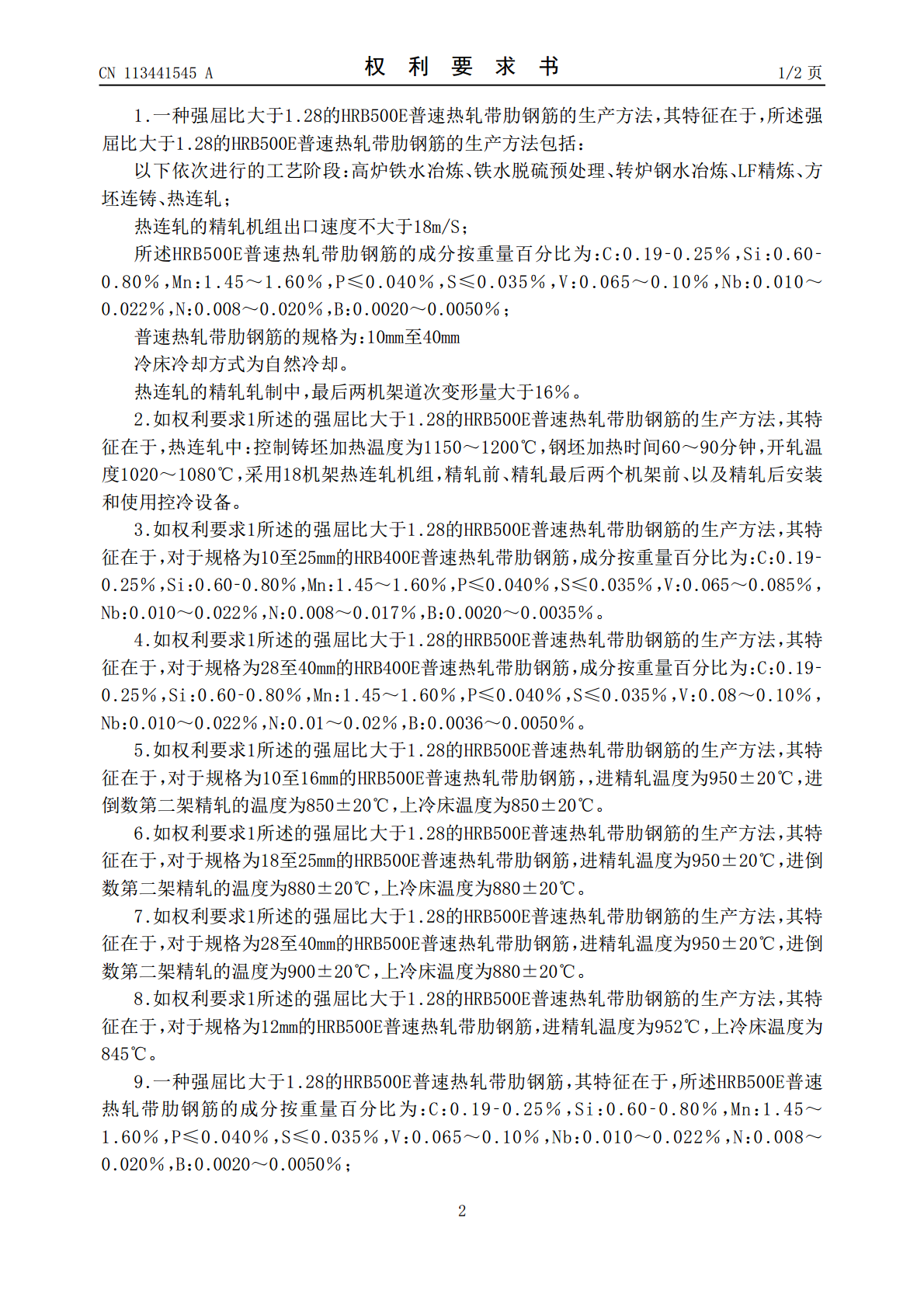
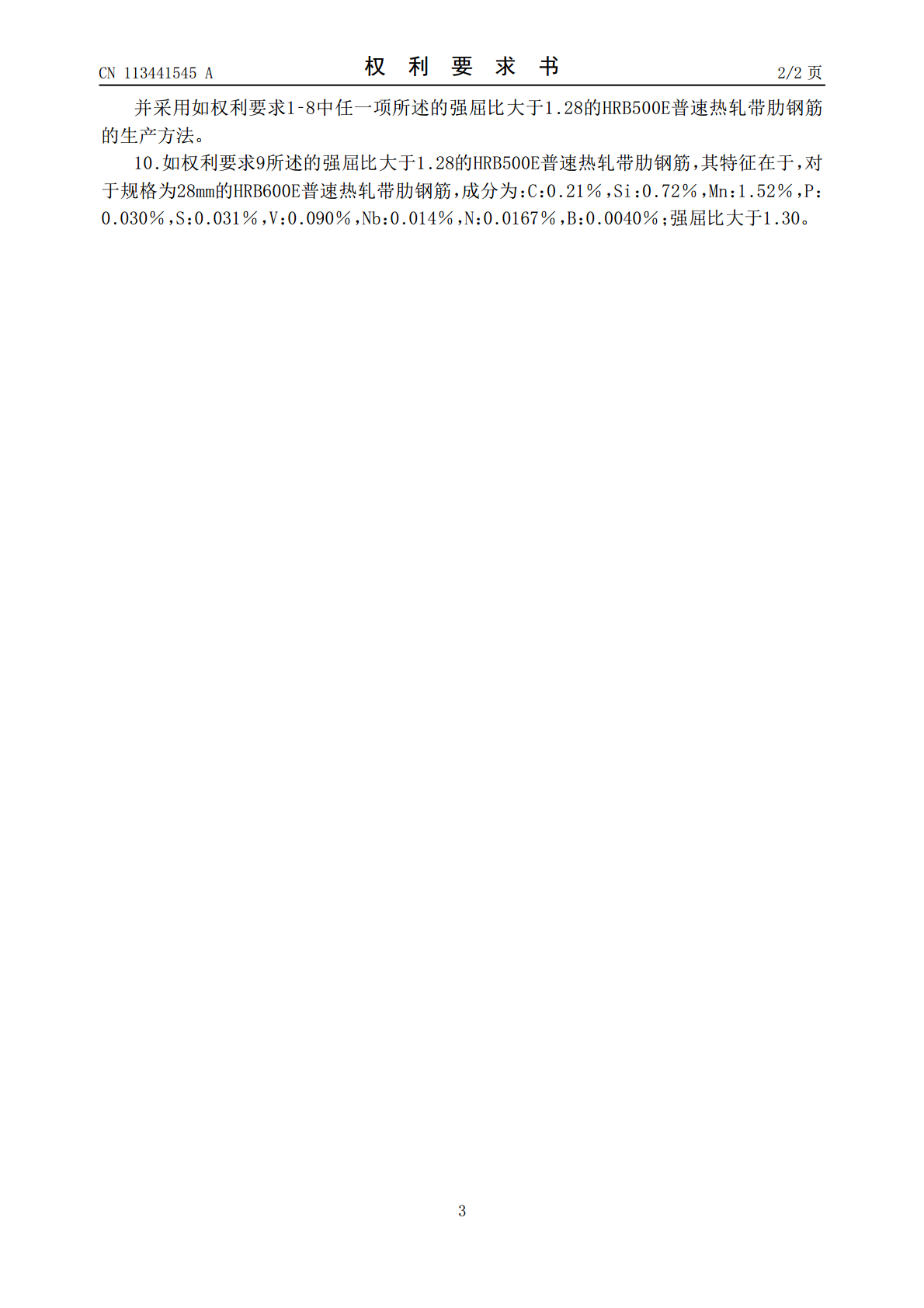
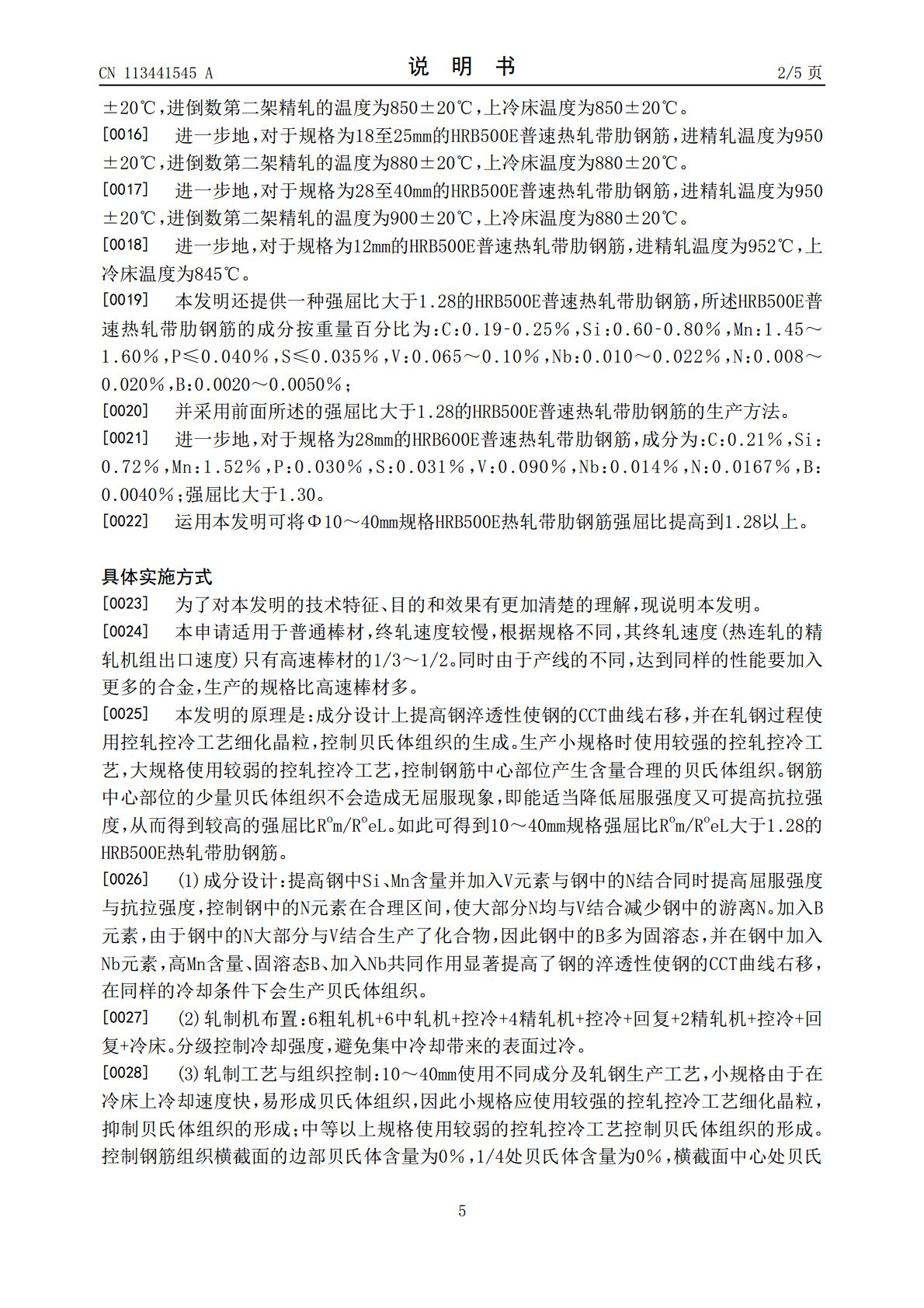
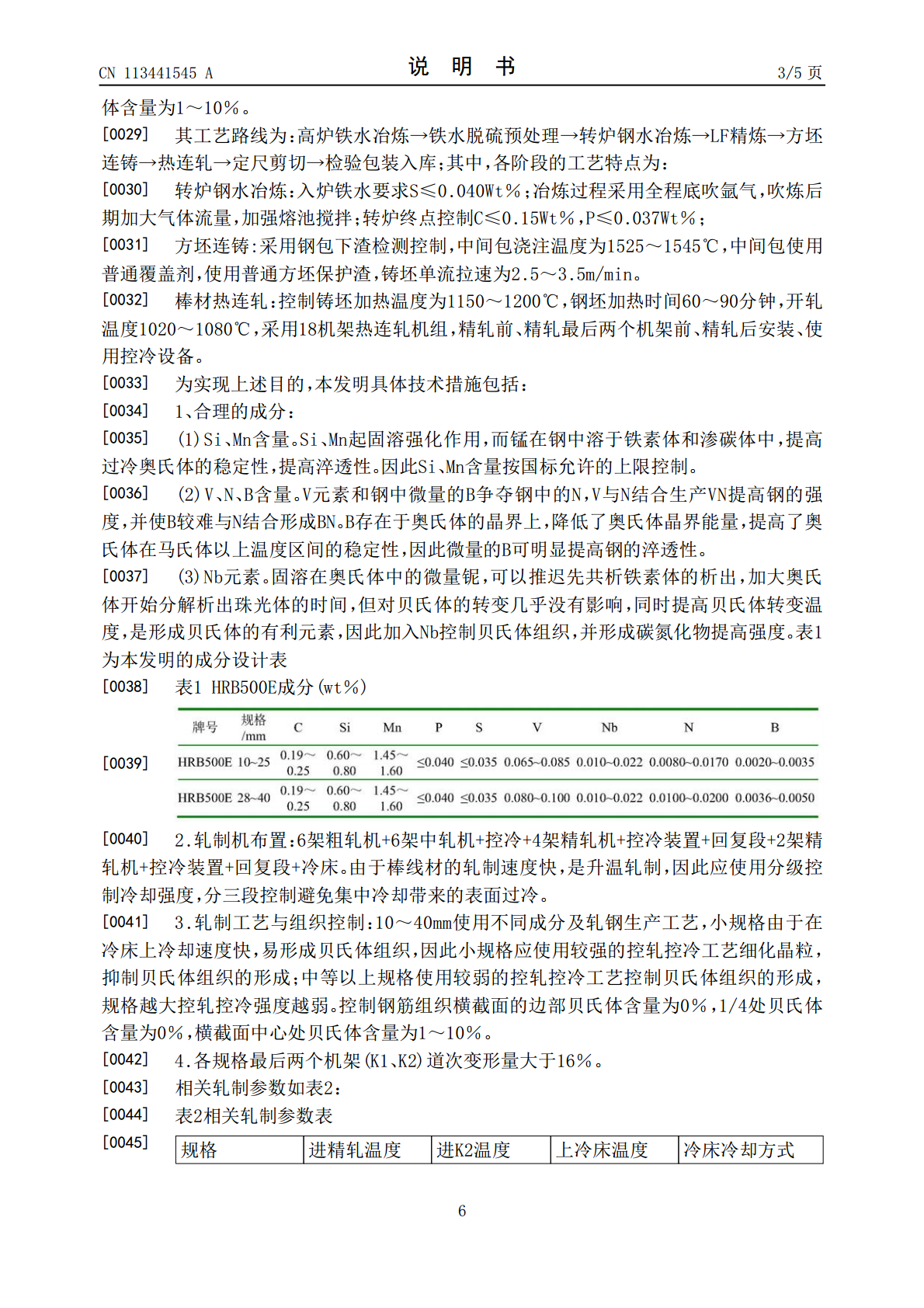
本发明提供了强屈比大于1.28的HRB500E普速热轧带肋钢筋及其生产方法,所述强屈比大于1.28的HRB500E普速热轧带肋钢筋的生产方法包括:以下依次进行的工艺阶段:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、LF精炼、方坯连铸、热连轧;所述HRB500E普速热轧带肋钢筋的成分按重量百分比为:C:0.19‑0.25%,Si:0.60‑0.80%,Mn:1.45~1.60%,P≤0.040%,S≤0.035%,V:0.065~0.10%,Nb:0.010~0.022%,N:0.008~0.020%,B:
强屈比大于1.26的HRB600E普速热轧带肋钢筋及其生产方法.pdf
本发明提供了一种强屈比大于1.26的HRB600E普速热轧带肋钢筋及其生产方法,所述强屈比大于1.26的HRB600E普速热轧带肋钢筋的生产方法包括:以下依次进行的工艺阶段:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、LF精炼、方坯连铸、热连轧、定尺剪切以及检验;热连轧中的温度控制为:控制铸坯加热温度为1150~1200℃,钢坯加热时间60~90分钟,开轧温度1020~1080℃。普速热轧带肋钢筋采用上述生产方法。
强屈比大于1.26的HRB600E普速热轧带肋钢筋.pdf
本发明提供了一种强屈比大于1.26的HRB600E普速热轧带肋钢筋,所述强屈比大于1.26的HRB600E普速热轧带肋钢筋的生产方法包括:以下依次进行的工艺阶段:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、LF精炼、方坯连铸、热连轧、定尺剪切以及检验;热连轧中的温度控制为:控制铸坯加热温度为1150~1200℃,钢坯加热时间60~90分钟,开轧温度1020~1080℃。普速热轧带肋钢筋采用上述生产方法。
一种强屈比≥1.25的热轧带肋钢筋及其生产方法.pdf
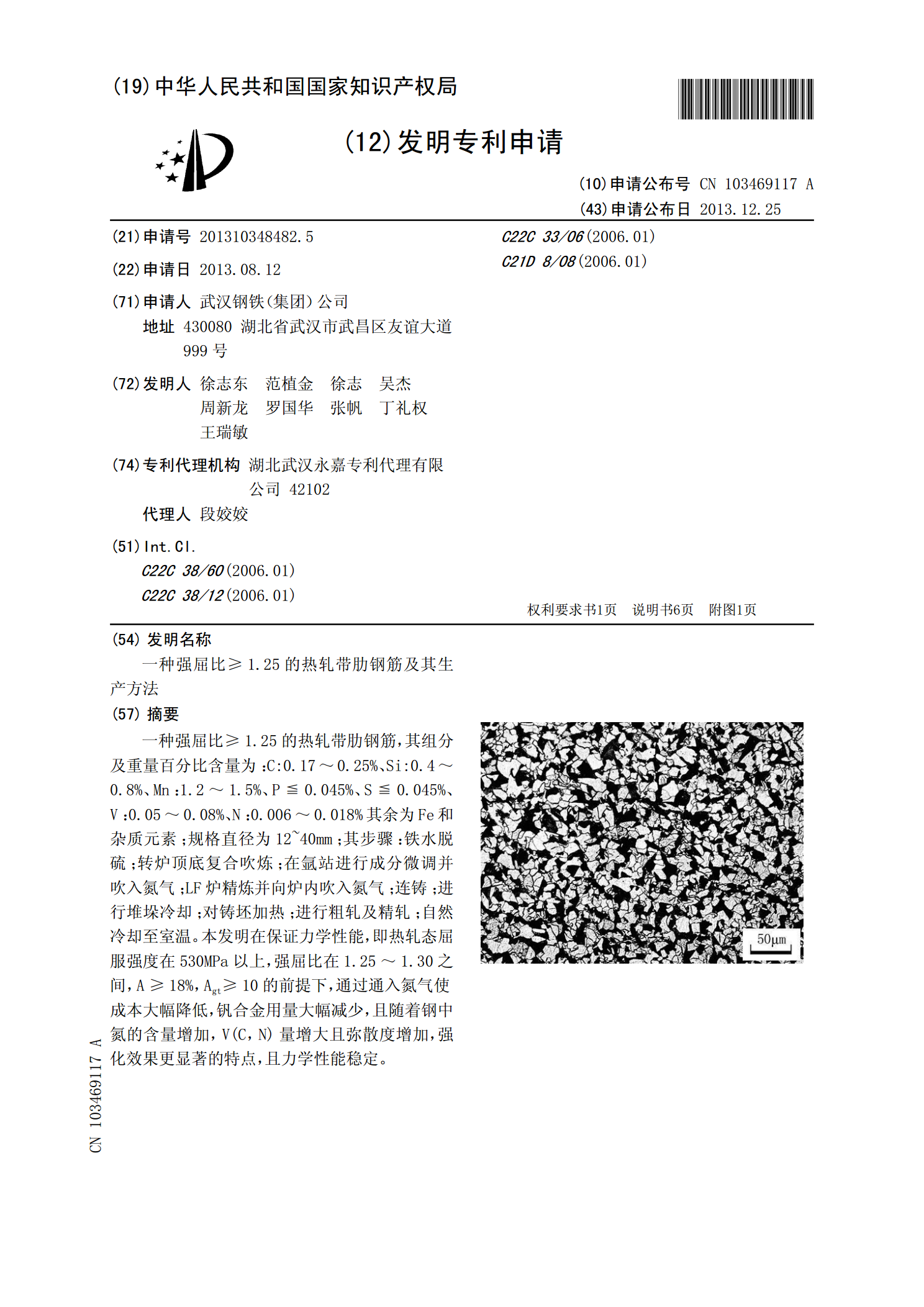
一种强屈比≥1.25的热轧带肋钢筋,其组分及重量百分比含量为:C:0.17~0.25%、Si:0.4~0.8%、Mn:1.2~1.5%、P≦0.045%、S≦0.045%、V:0.05~0.08%、N:0.006~0.018%其余为Fe和杂质元素;规格直径为12~40mm;其步骤:铁水脱硫;转炉顶底复合吹炼;在氩站进行成分微调并吹入氮气;LF炉精炼并向炉内吹入氮气;连铸;进行堆垛冷却;对铸坯加热;进行粗轧及精轧;自然冷却至室温。本发明在保证力学性能,即热轧态屈服强度在530MPa以上,强屈比在1.25~1

抗拉强度700Mpa以上的HRB400E普速热轧带肋钢筋及其生产方法.pdf
本发明提供了一种抗拉强度700Mpa以上的HRB400E普速热轧带肋钢筋及其生产方法,所述抗拉强度700Mpa以上的HRB400E普速热轧带肋钢筋的生产方法包括:以下依次进行的工艺阶段:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、LF精炼、方坯连铸、热连轧、定尺剪切;所述HRB400E普速热轧带肋钢筋的成分按重量百分比为:C:0.19‑0.25%,Si:0.60‑0.80%,Mn:1.45~1.60%,P≤0.040%,S≤0.035%,V:0.065~0.10%,Nb:0.010~0.022%,N:0.