
一种连铸坯运送装置及方法.pdf

猫巷****提格


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种连铸坯运送装置及方法.pdf
本发明公开了一种连铸坯运送装置及方法,属于冶金技术领域,包括连铸机末端辊道、直轧辊道和共用辊道,直轧辊道和共用辊道与连铸机末端辊道出口端连接,且直轧辊道和共用辊道之间设有第一分拨装置,用于分拨连铸坯,共用辊道出口端与第一加热炉连接,直轧辊道与轧线连接,第一加热炉通过第一入轧辊道与轧线连接。本发明能够实现多流连铸对双轧线或单轧线生产时,连铸的直轧坯、均温坯、冷坯均能灵活进入轧线生产,满足不同轧线对不同连铸坯温度和数量的需求,合理安排生产计划,提高生产效率;可根据连铸坯和轧线需要的实际情况,安排对连铸坯的加热

一种优质连铸坯的冷却装置及冷却方法.pdf
本发明公开了一种用于优质连铸坯的冷却装置及冷却方法,所述装置包括相对设置于垛位上的两个耐火墙(1),所述任一耐火墙(1)底部设置若干导轮(2),所述导轮(2)均放置于导轨(3)上,使耐火墙(1)沿导轨(3)进行滑移。本发明可以保证连铸坯在高温模式下进行缓冷,有效缓解连铸坯溶质元素的偏析,改善组织均匀程度,控制连铸坯低倍组织并能降低钢中气体含量。
连铸板坯连坯检测装置及检测方法.pdf
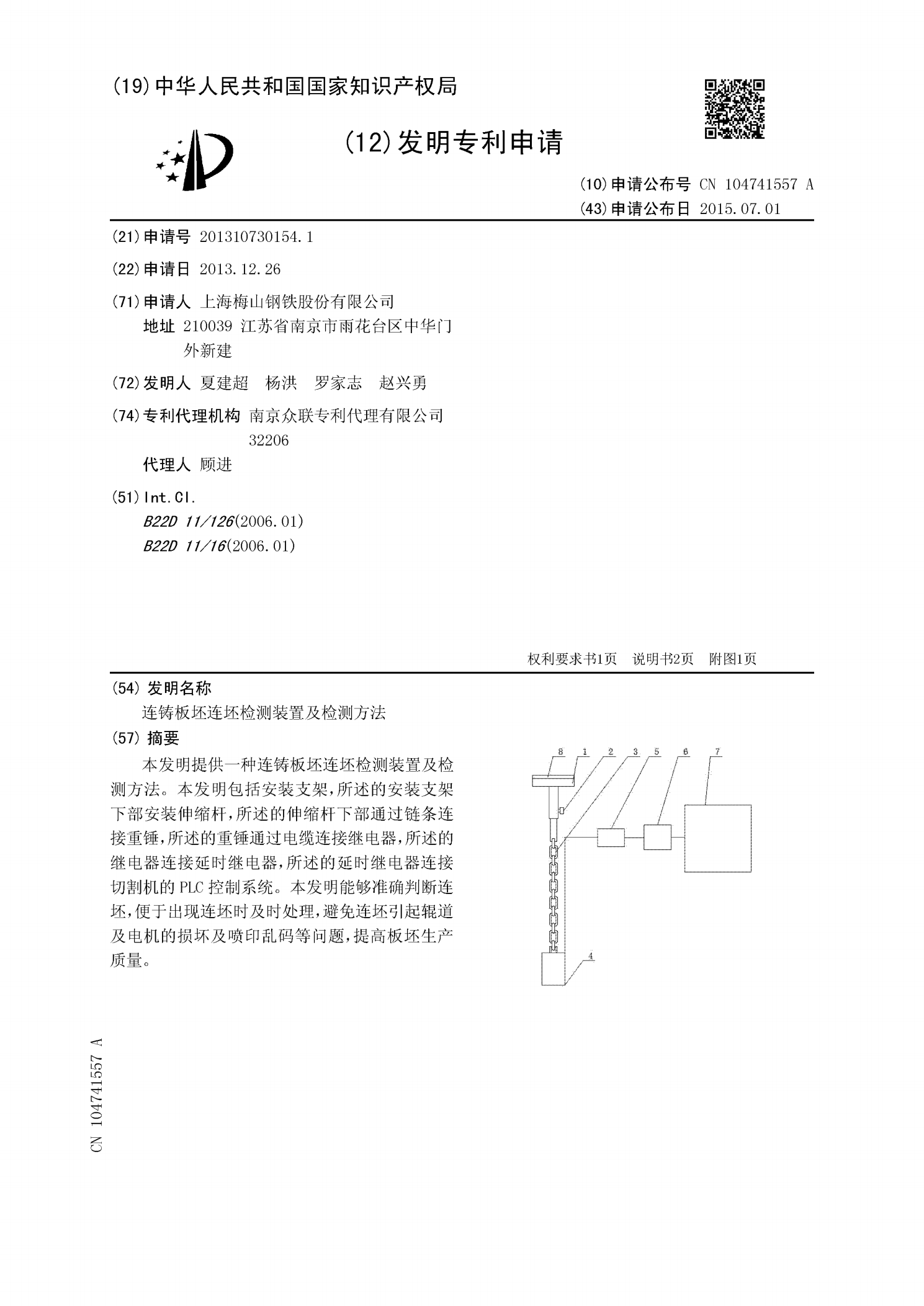
本发明提供一种连铸板坯连坯检测装置及检测方法。本发明包括安装支架,所述的安装支架下部安装伸缩杆,所述的伸缩杆下部通过链条连接重锤,所述的重锤通过电缆连接继电器,所述的继电器连接延时继电器,所述的延时继电器连接切割机的PLC控制系统。本发明能够准确判断连坯,便于出现连坯时及时处理,避免连坯引起辊道及电机的损坏及喷印乱码等问题,提高板坯生产质量。
一种连铸坯保温装置.pdf
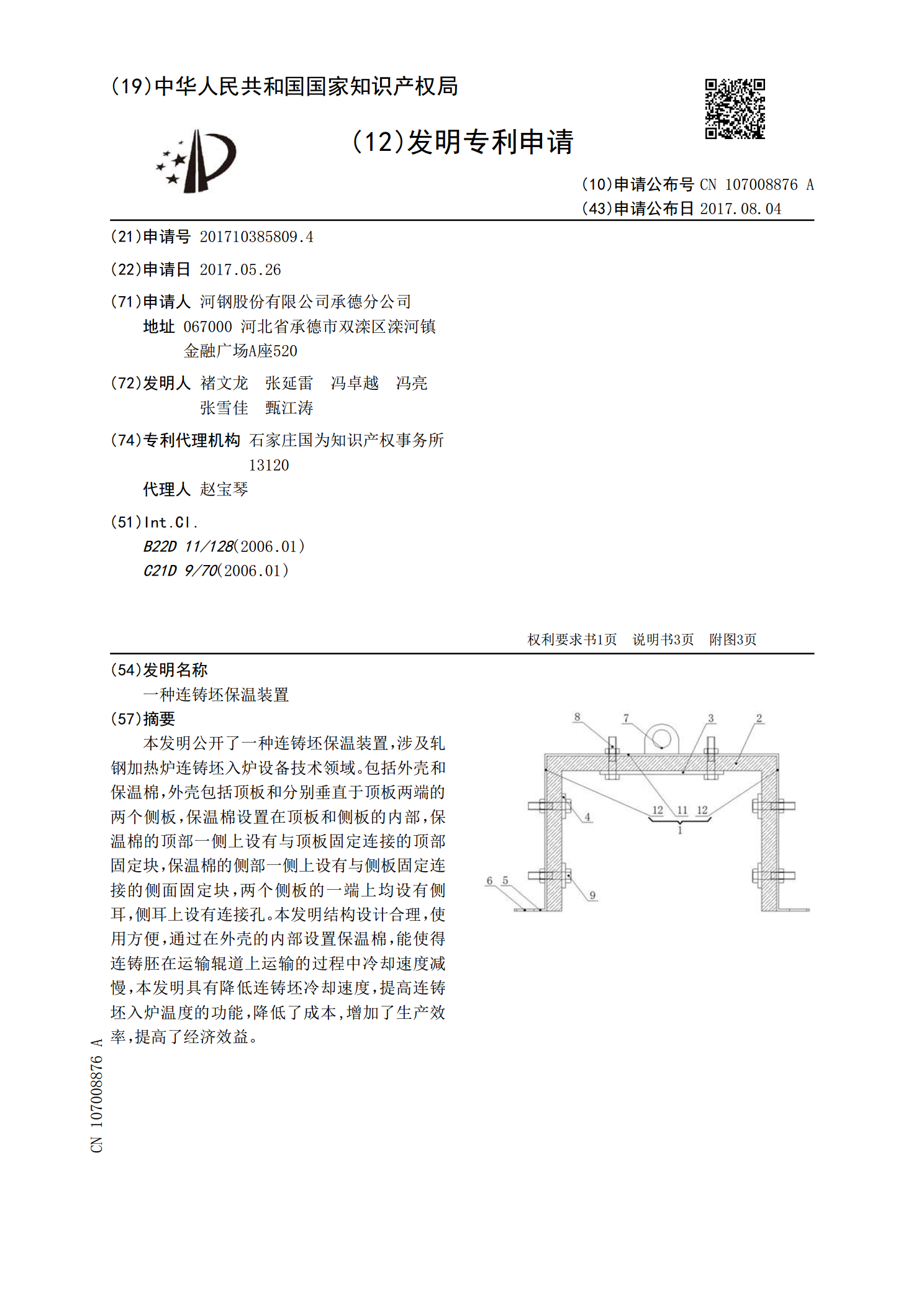
本发明公开了一种连铸坯保温装置,涉及轧钢加热炉连铸坯入炉设备技术领域。包括外壳和保温棉,外壳包括顶板和分别垂直于顶板两端的两个侧板,保温棉设置在顶板和侧板的内部,保温棉的顶部一侧上设有与顶板固定连接的顶部固定块,保温棉的侧部一侧上设有与侧板固定连接的侧面固定块,两个侧板的一端上均设有侧耳,侧耳上设有连接孔。本发明结构设计合理,使用方便,通过在外壳的内部设置保温棉,能使得连铸胚在运输辊道上运输的过程中冷却速度减慢,本发明具有降低连铸坯冷却速度,提高连铸坯入炉温度的功能,降低了成本,增加了生产效率,提高了经济

一种连铸过程中铸坯角部保温的方法及装置.pdf
本发明涉及一种连铸过程中铸坯角部保温的方法及装置,在连铸二冷区第一段的连铸机机架两侧安装保温带粘贴机构,在连铸矫直区与铸坯切割位之间的连铸机机架两侧安装保温带清理机构,连铸拉坯时,当铸坯行进至保温带粘贴机构所在位置时,其两侧上、下端自动粘贴保温带;当铸坯行进至保温带清理机构所在位置时,由清理辊刷将粘贴的保温带清理干净。保温带粘贴机构由支撑调节架、粘贴轮及保温带卷组成,保温带清理机构由支撑调节架、清理辊刷及电机组成。本发明通过粘贴保温带减缓铸坯角部散热,减小铸坯角部与其它部位的温度差,显著降低铸坯角部的缺陷