
一种圆钢合金及锻造工艺.pdf

玉军****la


1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种圆钢合金及锻造工艺.pdf
本发明涉及合金锻造技术领域,尤其涉及一种圆钢合金及锻造工艺,该圆钢合金按质量份计包括以下原料:碳粉65~75份、铝锭55~65份、硅粉45~65份、铬粉6~9份、海绵钛25~35份、钨粉15~17份、Al‑Mn中间合金20~30份、Al‑Nb中间合金20~30份、Al‑Co中间合金20~30份、Al‑Er合金20~30份、稀土15~19份;且其锻造工艺包括以下步骤:S1、原料装炉:先把原料放在炉前烘烤10~48小时后再装炉,再检查其表面质量,发现有缺陷,应先清除;S2、加热升温:炉内升温至450℃~600
一种钛合金锻造工艺.pdf
本发明涉及一种钛合金锻造工艺,包括以下步骤:步骤一:钛合金表面处理,在110℃预热15分钟,在钛合金表面涂刷防护剂;步骤二:将钛合金坯料装炉加热,温度1000℃,保温0.5小时,再将炉温升至1200℃,保温2小时;步骤三:将坯料锻造成型;步骤四:将坯料自然冷却后进行表面防护剂去除;步骤五:对钛合金工件进行检查。本发明所公开的一种钛合金锻造工艺,工艺路线设计合理,简单易行,极大提高了生产效率,同时也提高了钛合金工件的表面质量。

一种钛合金锻造工艺.pdf
本发明涉及一种钛合金锻造工艺,包括以下步骤:1、将钛合金工件表面的油污除去,在60-100℃预热20-30分钟,在其表面涂刷防护剂;2、将涂好防护剂的工件放入电炉,将电炉升温至920-1150℃,保温20-30分钟;3、将工件从电炉中取出后10-30秒内进行自由锻,自由锻前将锤头预热到350-400℃;4、钛合金棒料自由锻后一次模压成型,其余形状的工件自由锻后自然冷却,喷砂去除表面的防护剂,打磨去除表面全部碎纹,涂刷防护剂,干燥后重复步骤2和3,模压成型。本发明工艺和传统工艺相比,生产的工具废品量降低了8
一种锻造圆钢冲孔设备.pdf
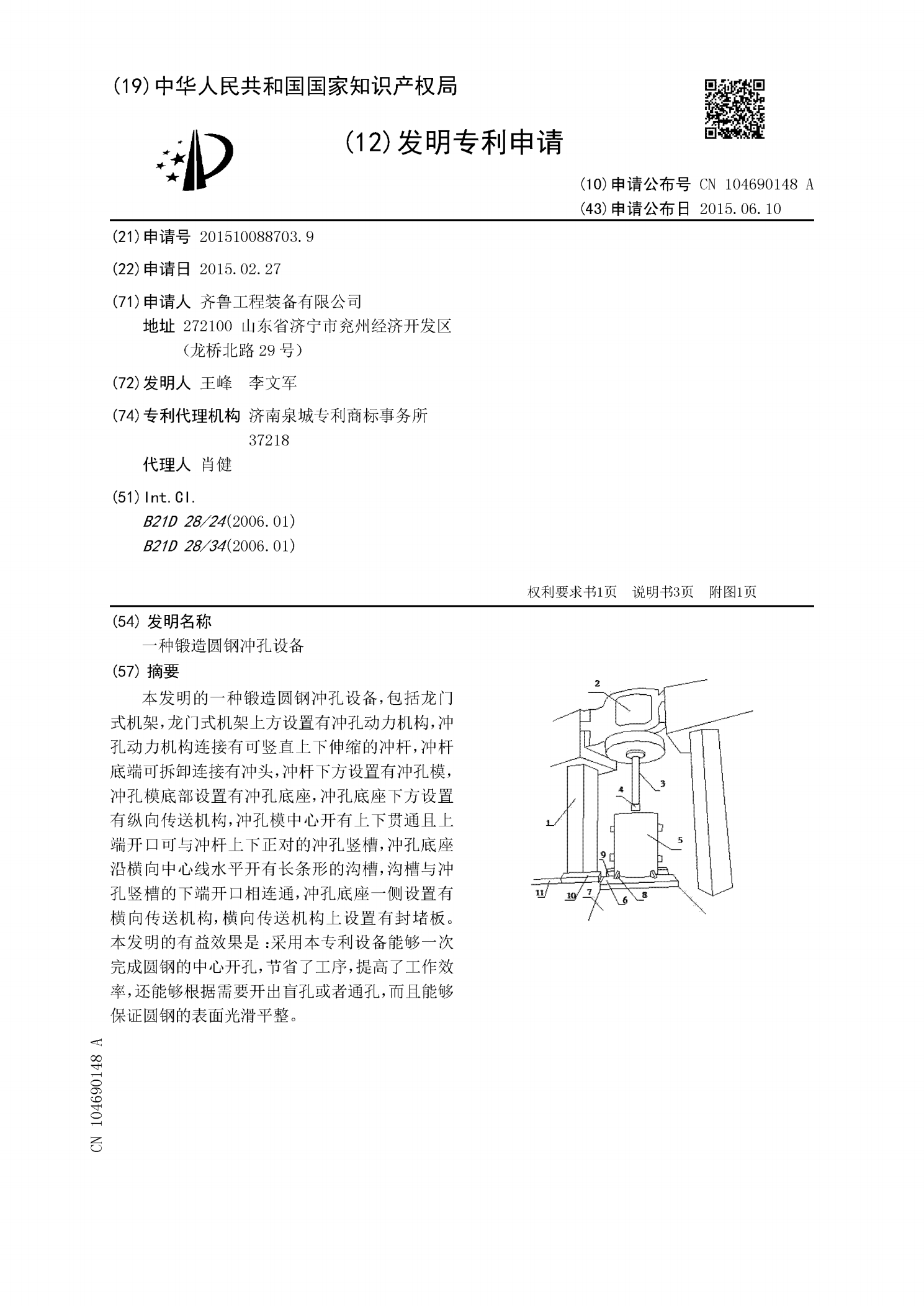
本发明的一种锻造圆钢冲孔设备,包括龙门式机架,龙门式机架上方设置有冲孔动力机构,冲孔动力机构连接有可竖直上下伸缩的冲杆,冲杆底端可拆卸连接有冲头,冲杆下方设置有冲孔模,冲孔模底部设置有冲孔底座,冲孔底座下方设置有纵向传送机构,冲孔模中心开有上下贯通且上端开口可与冲杆上下正对的冲孔竖槽,冲孔底座沿横向中心线水平开有长条形的沟槽,沟槽与冲孔竖槽的下端开口相连通,冲孔底座一侧设置有横向传送机构,横向传送机构上设置有封堵板。本发明的有益效果是:采用本专利设备能够一次完成圆钢的中心开孔,节省了工序,提高了工作效率,

转向节锻造圆钢柔性下料工艺.pdf
本发明涉及转向节制造技术领域,尤其涉及一种转向节锻造圆钢柔性下料工艺,其首先测量转向节成品的质量为M,根据锻造材料利用率理论值计算所需圆钢棒料的质量N,根据圆钢棒料的密度计算所需圆钢棒料的体积V,然后使用锯床下料,下料时,随着圆钢向前移动,沿长度方向测量圆钢若干个位置的直径,计算得到棒料质量为N时的长度,按照该长度的100.8%~102%进行下料,避免了现有技术中按照固定长度下料,由于圆钢直径的波动而导致部分棒料原料不足生成次品,本发明根据圆钢的直径变化柔性下料,减少了圆钢直径波动造成的不利影响,从而可以