
一种低屈强比高扩孔率900MPa级热轧酸洗复相钢及其生产方法.pdf

猫巷****觅蓉

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低屈强比高扩孔率900MPa级热轧酸洗复相钢及其生产方法.pdf
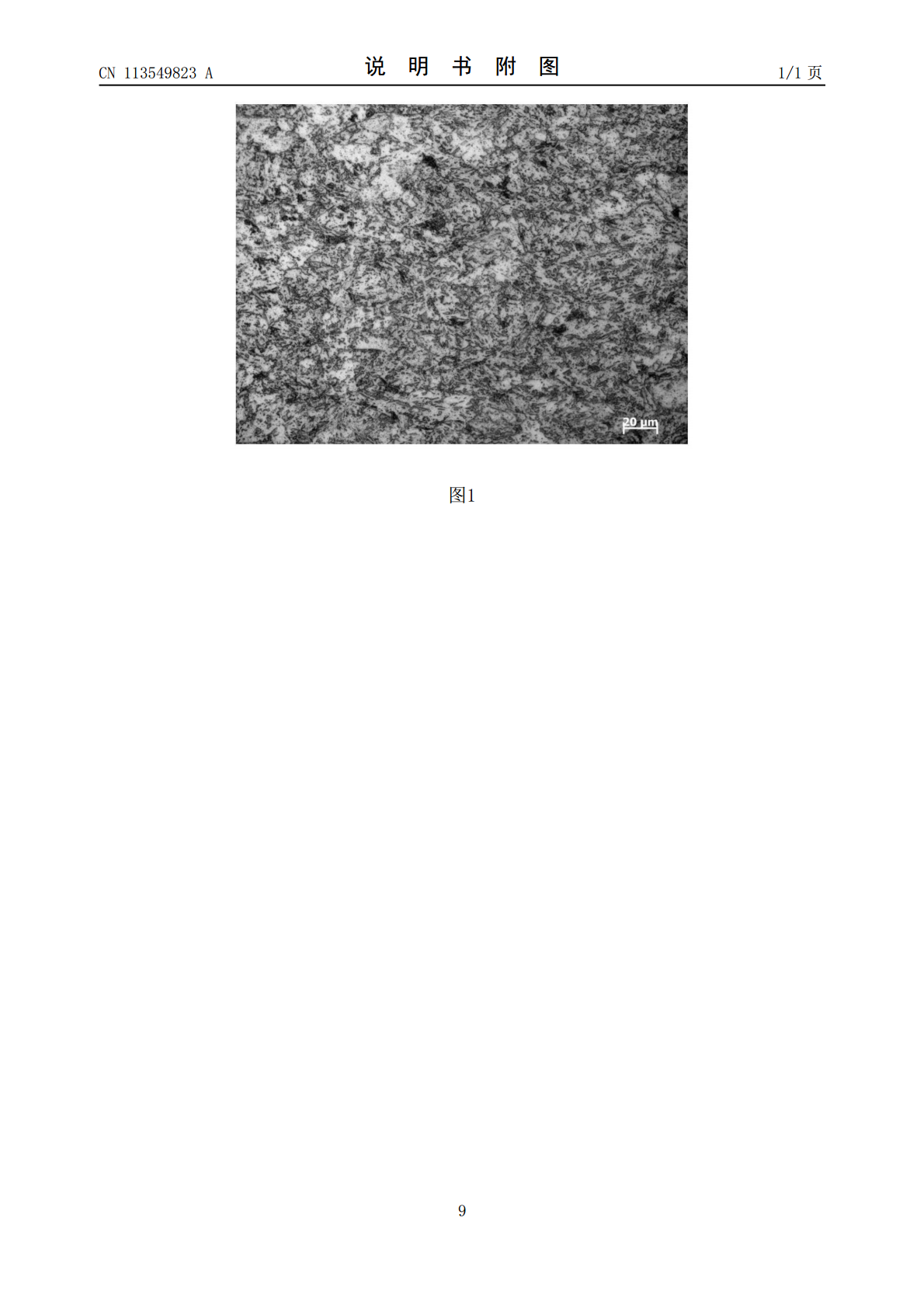
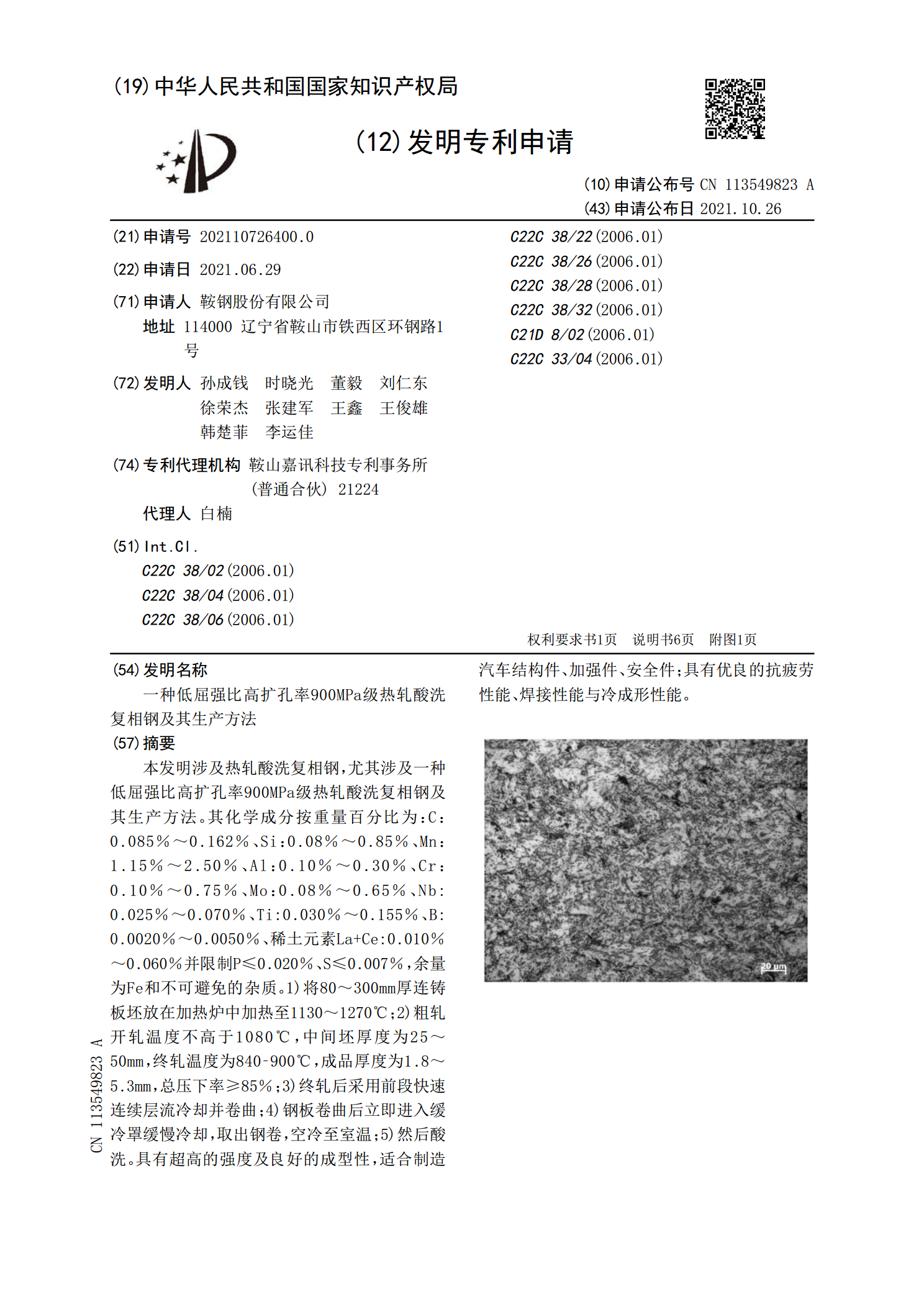
本发明涉及热轧酸洗复相钢,尤其涉及一种低屈强比高扩孔率900MPa级热轧酸洗复相钢及其生产方法。其化学成分按重量百分比为:C:0.085%~0.162%、Si:0.08%~0.85%、Mn:1.15%~2.50%、Al:0.10%~0.30%、Cr:0.10%~0.75%、Mo:0.08%~0.65%、Nb:0.025%~0.070%、Ti:0.030%~0.155%、B:0.0020%~0.0050%、稀土元素La+Ce:0.010%~0.060%并限制P≤0.020%、S≤0.007%,余量为Fe和不
一种900MPa级热轧复相钢及其生产方法.pdf
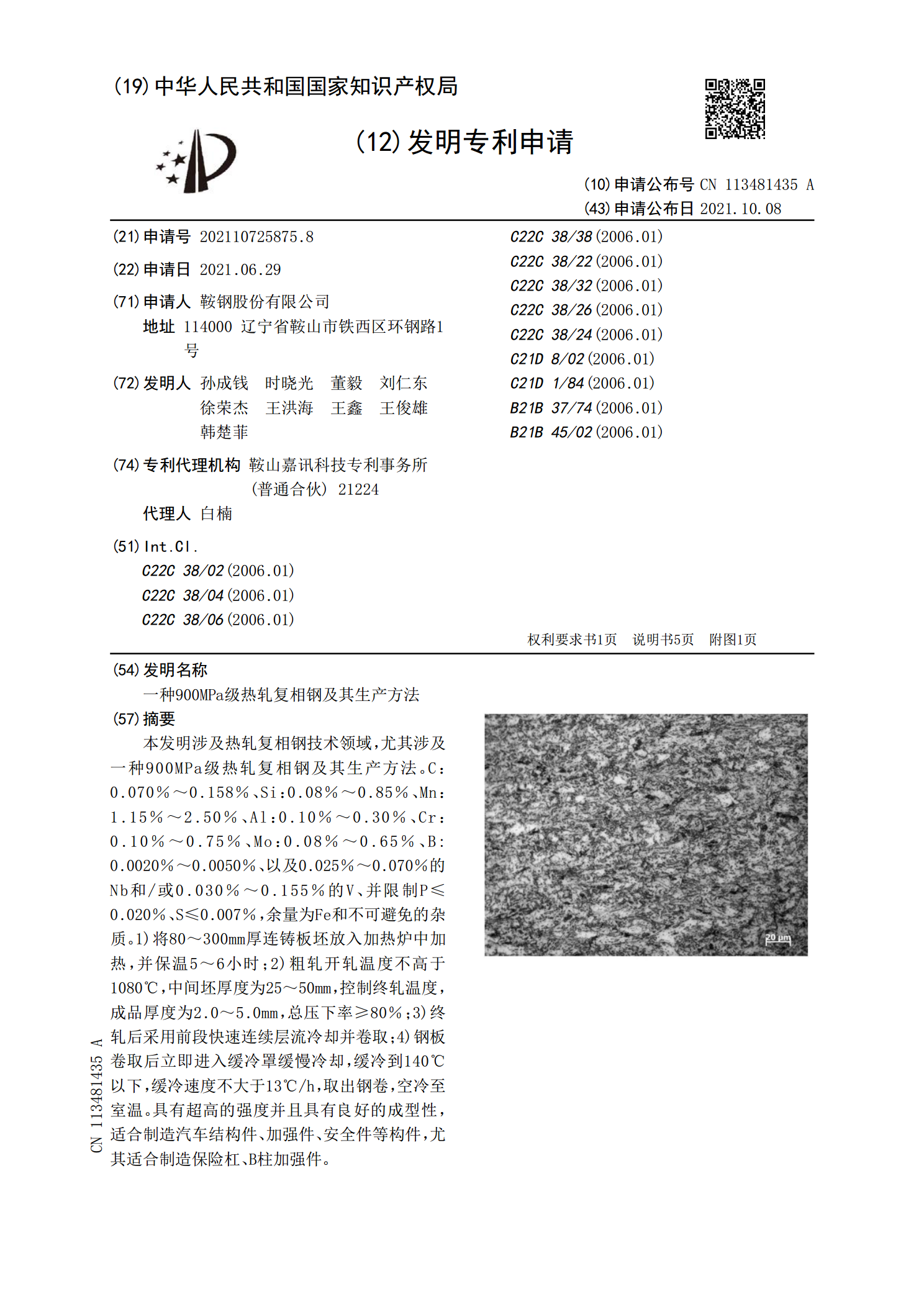
本发明涉及热轧复相钢技术领域,尤其涉及一种900MPa级热轧复相钢及其生产方法。C:0.070%~0.158%、Si:0.08%~0.85%、Mn:1.15%~2.50%、Al:0.10%~0.30%、Cr:0.10%~0.75%、Mo:0.08%~0.65%、B:0.0020%~0.0050%、以及0.025%~0.070%的Nb和/或0.030%~0.155%的V、并限制P≤0.020%、S≤0.007%,余量为Fe和不可避免的杂质。1)将80~300mm厚连铸板坯放入加热炉中加热,并保温5~6小时;
一种低屈强比高冲击性能热轧圆钢的生产方法.pdf
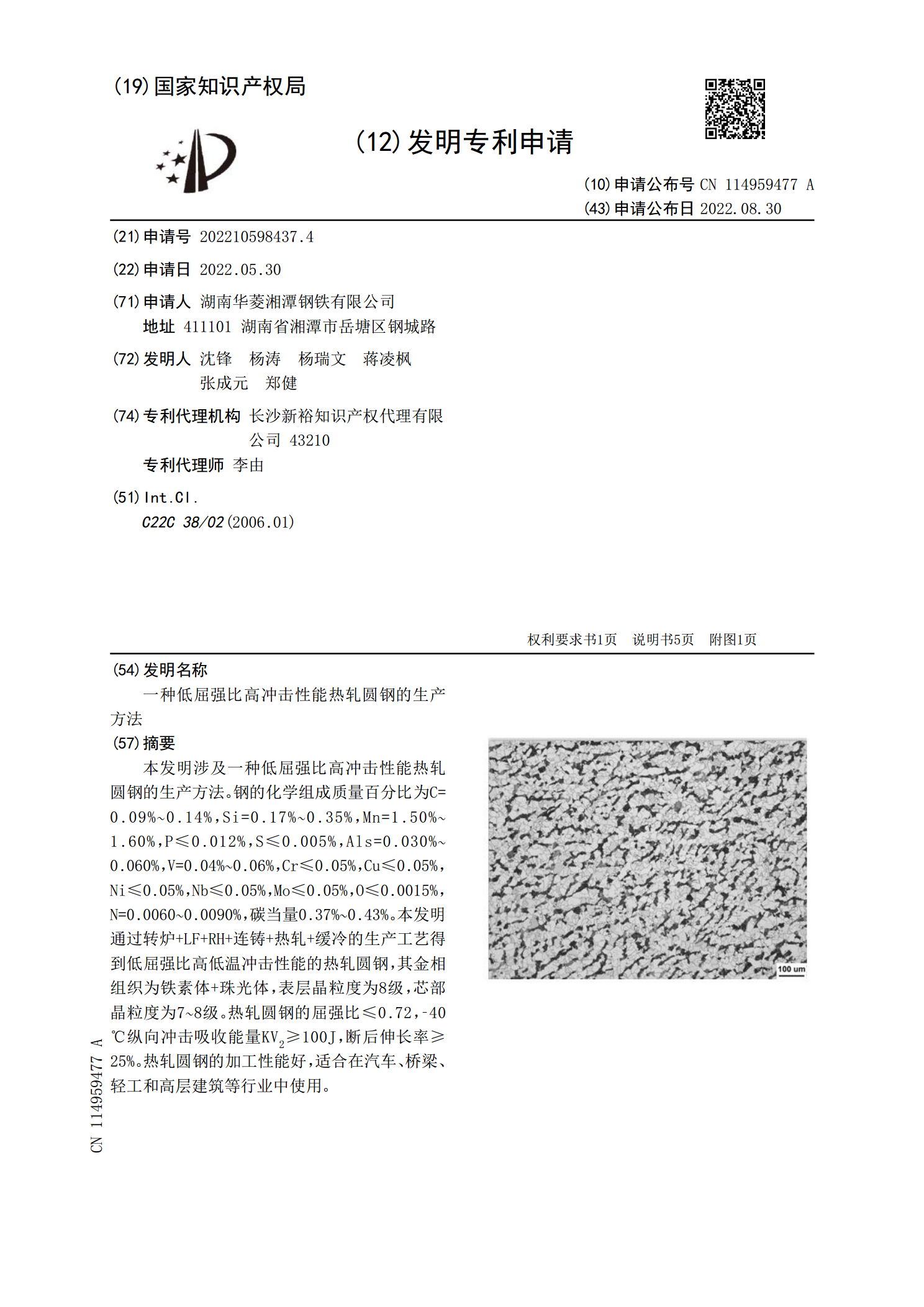
本发明涉及一种低屈强比高冲击性能热轧圆钢的生产方法。钢的化学组成质量百分比为C=0.09%~0.14%,Si=0.17%~0.35%,Mn=1.50%~1.60%,P≤0.012%,S≤0.005%,Als=0.030%~0.060%,V=0.04%~0.06%,Cr≤0.05%,Cu≤0.05%,Ni≤0.05%,Nb≤0.05%,Mo≤0.05%,O≤0.0015%,N=0.0060~0.0090%,碳当量0.37%~0.43%。本发明通过转炉+LF+RH+连铸+热轧+缓冷的生产工艺得到低屈强比高低温

低屈强比高强度热轧钢板及其生产方法.pdf
本发明公开了一种低屈强比高强度热轧钢板及其生产方法,其化学成分按重量百分比为:C<0.2%,Si:0.2%~0.8%,Mn:0.5%~2.0%,Al:0.015%~0.045%,Cr:0.1%~0.5%,Mo:0.1%~0.5%,Ti:0.01%~0.1%,Nb:0.01%~0.1%,杂质为0.001%以下,其余为Fe。首先将高炉铁水进行铁水预处理,再将处理的铁水进行转炉冶炼,再进行LF精炼工艺,以合金的方式将Mn、Nb、Ti、Cr、Mo、Al元素加入处理后的铁水中,最后进行薄板坯连铸连轧工艺。通过用以上
一种热轧复相钢及其生产方法.pdf
本发明提供了一种热轧复相钢,采用“钢坯→加热炉→粗轧→精轧→卷取”的工艺流程生产,得到的热轧复相钢的化学成分以质量百分比计为:C:0.07-0.10%,Si:0.50%-1.00%,Mn:0.90-1.50%,P:≤0.020%,S:≤0.004%,Al:≤0.05%,B:0.0005-0.0010%,N:≤0.0050%,Ti:0.060-0.150%,其余为Fe和不可避免的杂质。本发明提供的一种热轧复相钢,在生产工艺成本不变的情况下,在热轧复相钢中以B元素代替Cr元素,降低了合金的成本;且生产得到的热