
一种中频炉炉底底部修补方法.pdf

雨巷****可歆

1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中频炉炉底底部修补方法.pdf
本发明公开了一种中频炉炉底底部修补方法,包括实物教学工具,所述实物教学工具制作步骤包括:S1、检测炉壁厚度,当炉壁厚度相比原有厚度下降一定距离后或使用炉龄超过200炉时开始进行修补;S2、将炉内的残铁、氧化皮、挂渣清理,保证将炉内清理干净,同时对炉口的挂渣进行清理;S3、准备打炉料;S4、准备修补用的坩埚模,使用钢板制作坩埚模;本发明能够解决中频炉下部位的侵蚀问题,避免炉壁使用后期铁水穿炉等安全事故发生,配合冷补原理送电提温烧结进一步提高了中频炉的使用寿命,同时修补后的中频炉耐用度更高,使用寿命增加,减少
一种中频炉炉衬修补方法.pdf
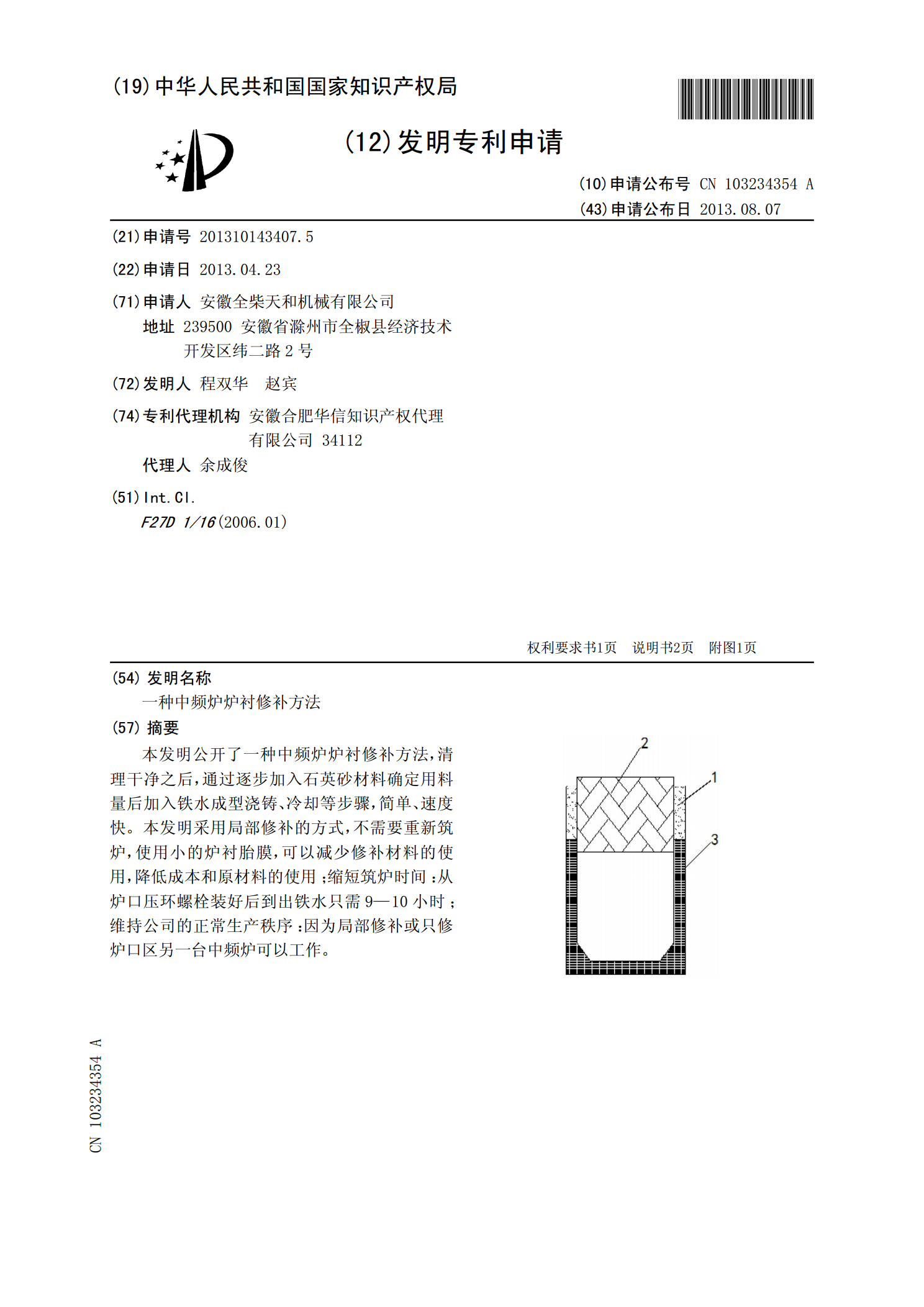
本发明公开了一种中频炉炉衬修补方法,清理干净之后,通过逐步加入石英砂材料确定用料量后加入铁水成型浇铸、冷却等步骤,简单、速度快。本发明采用局部修补的方式,不需要重新筑炉,使用小的炉衬胎膜,可以减少修补材料的使用,降低成本和原材料的使用;缩短筑炉时间:从炉口压环螺栓装好后到出铁水只需9—10小时;维持公司的正常生产秩序:因为局部修补或只修炉口区另一台中频炉可以工作。

一种转炉炉底修补方法.pdf
本发明提供一种转炉炉底修补方法,出钢前转炉吹炼终点钢水中氧控制在700~1000ppm,钢水温度控制在1680~1710℃;转炉钢水出净后,将转炉倾动至50°~70°,将熔渣留在转炉内,熔渣量大于45kg/t钢;将补炉料翻入转炉内,补炉料数量4.8~5.2kg/t钢;将转炉倾动至零位溅渣,溅渣氮气流量3.0~3.6Nm
一种转炉炉底修补方法.pdf
本发明涉及一种转炉炼钢的技术领域,更具体地说,它涉及一种转炉炉底修补方法,其技术方案要点是:转炉出钢结束后,翻空熔渣;将补炉料翻入炉内;摇炉;调节转炉底吹参数;加入冶金焦炭;静置烧结;加入石灰覆盖。本发明通过加入额外助燃升温材料并快速燃烧升温,进而提高补炉料烧结温度,提高补炉效果,并缩短转炉炉底修补时间,使炉底与炉衬其它部位侵蚀速度相当,避免漏钢事故,实现炉衬长寿化。
一种中频炉修补料.pdf
一种中频炉修补料,所述的修补料由如下组分组成:65‑75%的三氧化二铝主料,10‑16%的三氧化二鉻,3‑10%的硼砂,2‑8%的高温粘结剂,1‑3%的钛白粉,2‑5%硅微粉,以上各组分的重量百分配比以100%为准;所述的三氧化二铝主料由刚玉与矾土按照4‑6:4‑6的比例组成;具有良好的热态修补性能,可随补随用,很好地解决了中频炉使用过程中出现裂纹影响使用等问题。