
绝热保护构件、其制造方法、施工方法、炉内构件和加热炉.pdf

涵蓄****09


1/10
2/10
3/10

4/10

5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
绝热保护构件、其制造方法、施工方法、炉内构件和加热炉.pdf
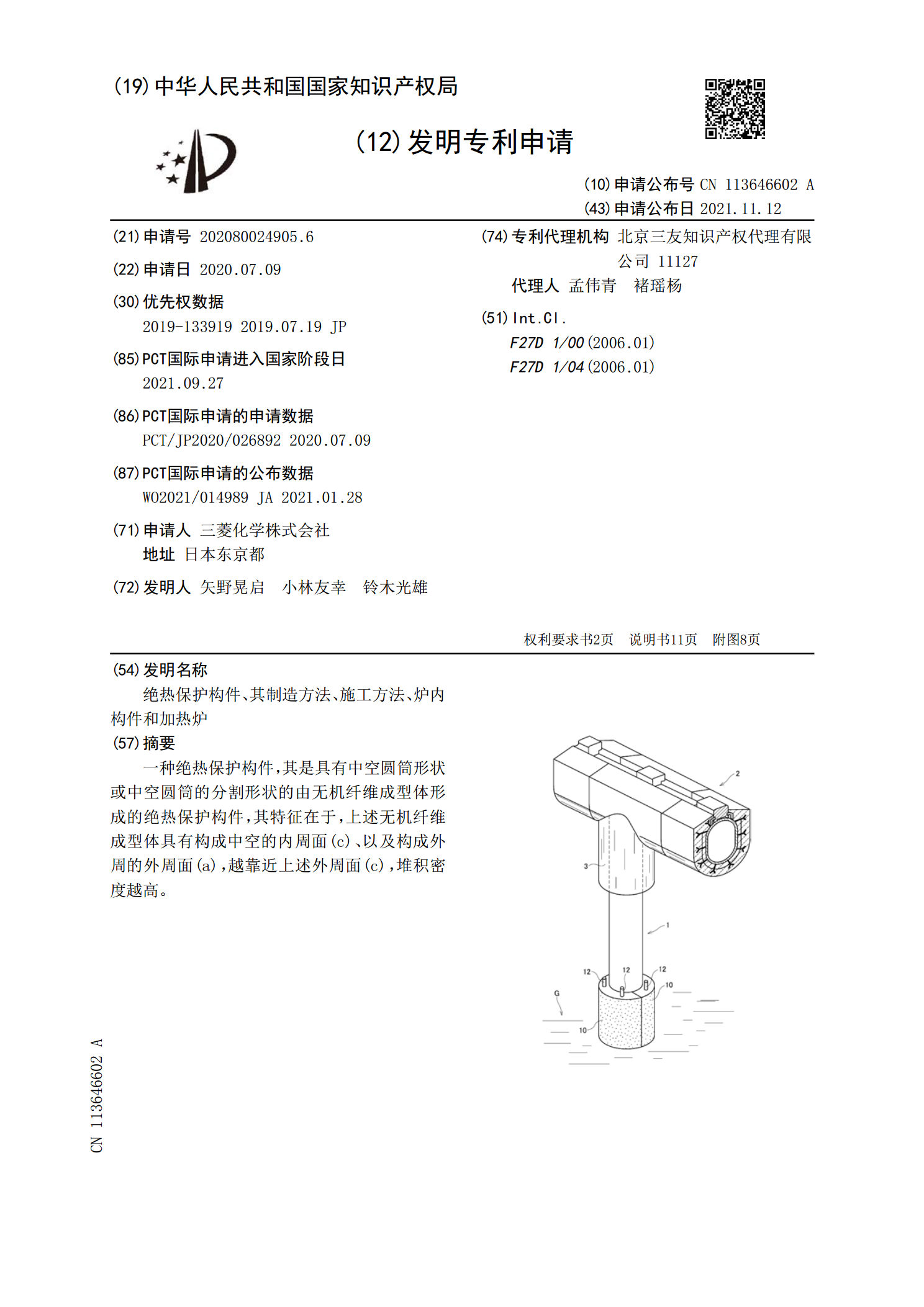
一种绝热保护构件,其是具有中空圆筒形状或中空圆筒的分割形状的由无机纤维成型体形成的绝热保护构件,其特征在于,上述无机纤维成型体具有构成中空的内周面(c)、以及构成外周的外周面(a),越靠近上述外周面(c),堆积密度越高。
用于制造构件的方法和构件.pdf
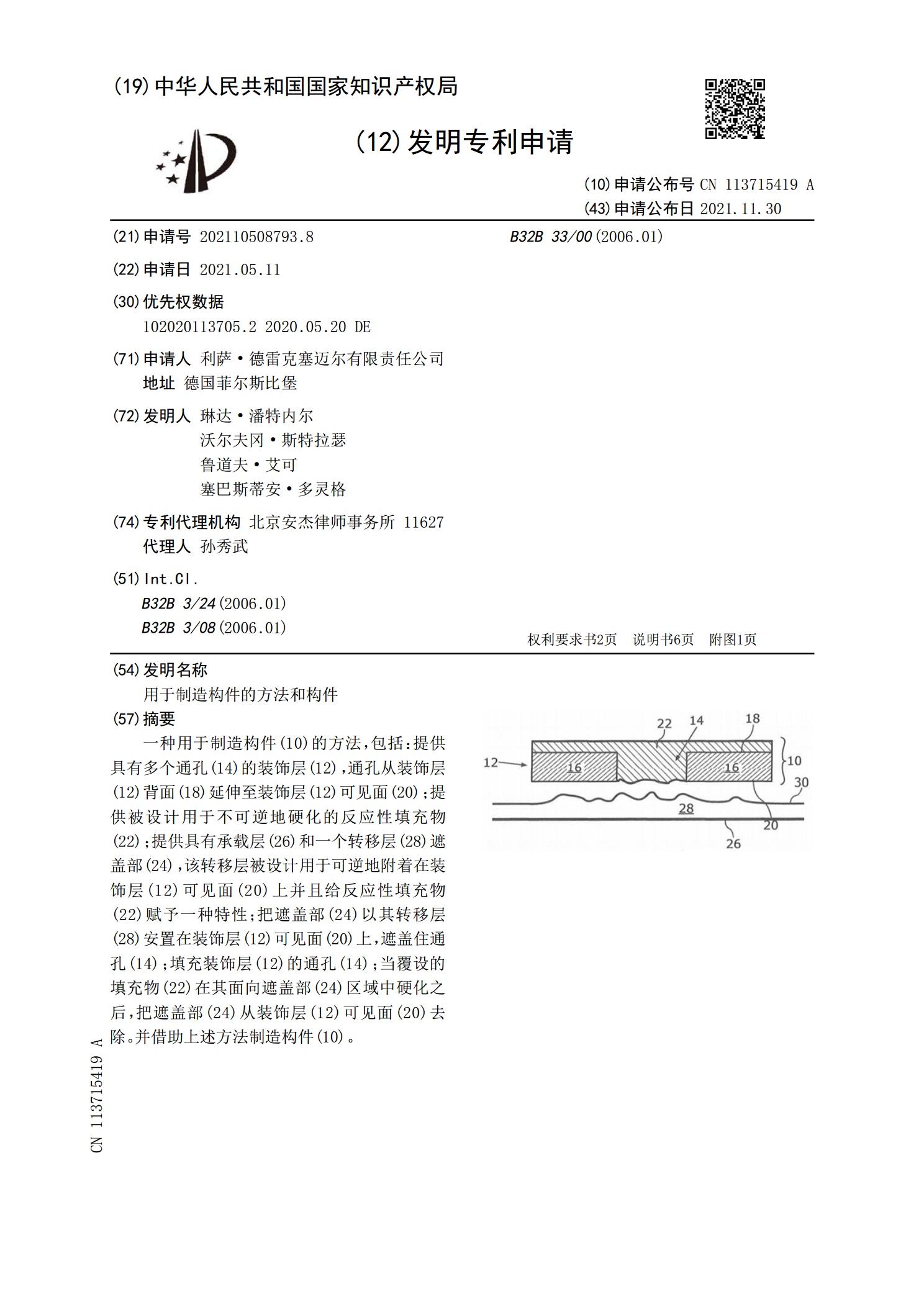
一种用于制造构件(10)的方法,包括:提供具有多个通孔(14)的装饰层(12),通孔从装饰层(12)背面(18)延伸至装饰层(12)可见面(20);提供被设计用于不可逆地硬化的反应性填充物(22);提供具有承载层(26)和一个转移层(28)遮盖部(24),该转移层被设计用于可逆地附着在装饰层(12)可见面(20)上并且给反应性填充物(22)赋予一种特性;把遮盖部(24)以其转移层(28)安置在装饰层(12)可见面(20)上,遮盖住通孔(14);填充装饰层(12)的通孔(14);当覆设的填充物(22)在其面
复合构件及用于制造其的方法.pdf
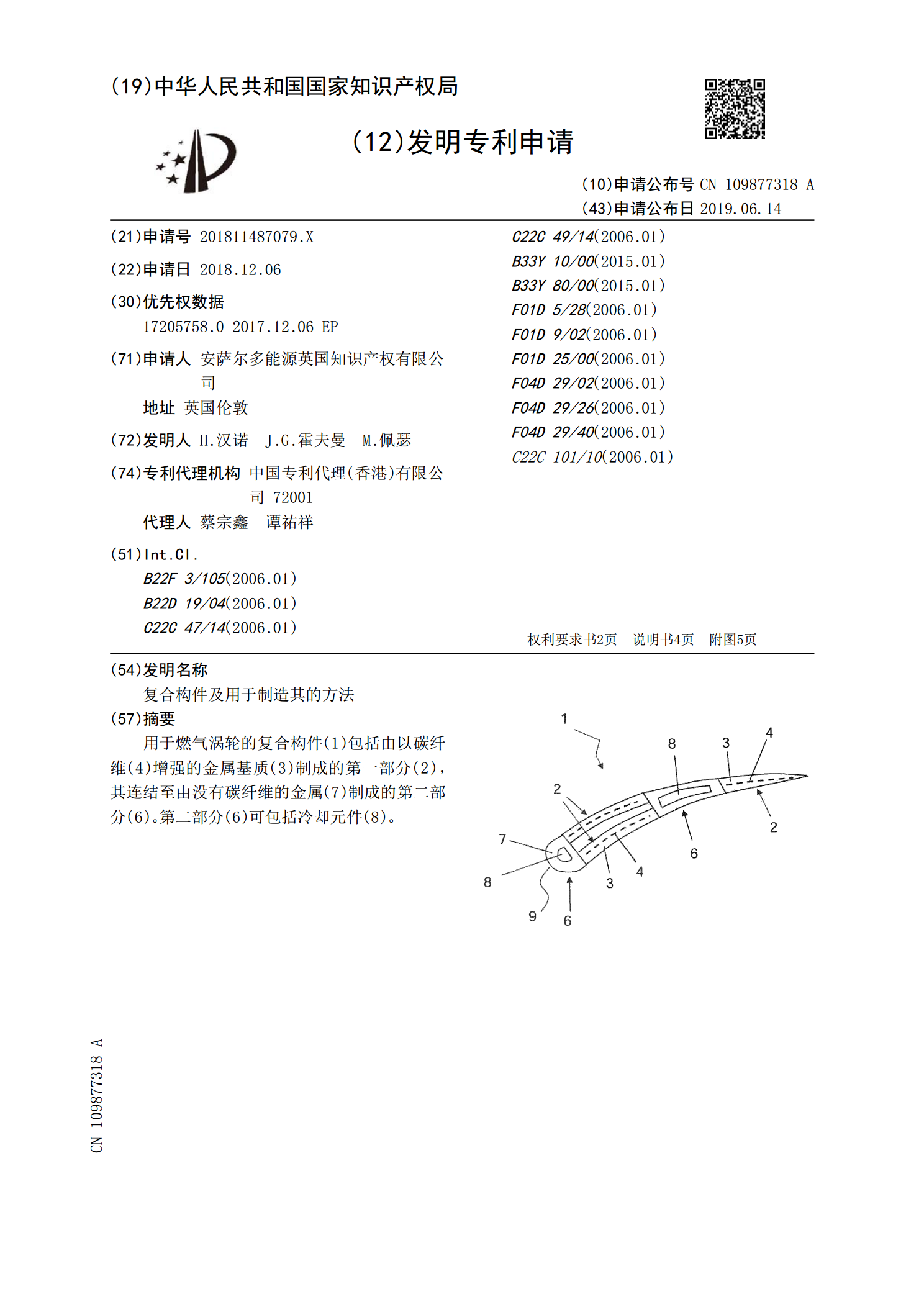
用于燃气涡轮的复合构件(1)包括由以碳纤维(4)增强的金属基质(3)制成的第一部分(2),其连结至由没有碳纤维的金属(7)制成的第二部分(6)。第二部分(6)可包括冷却元件(8)。
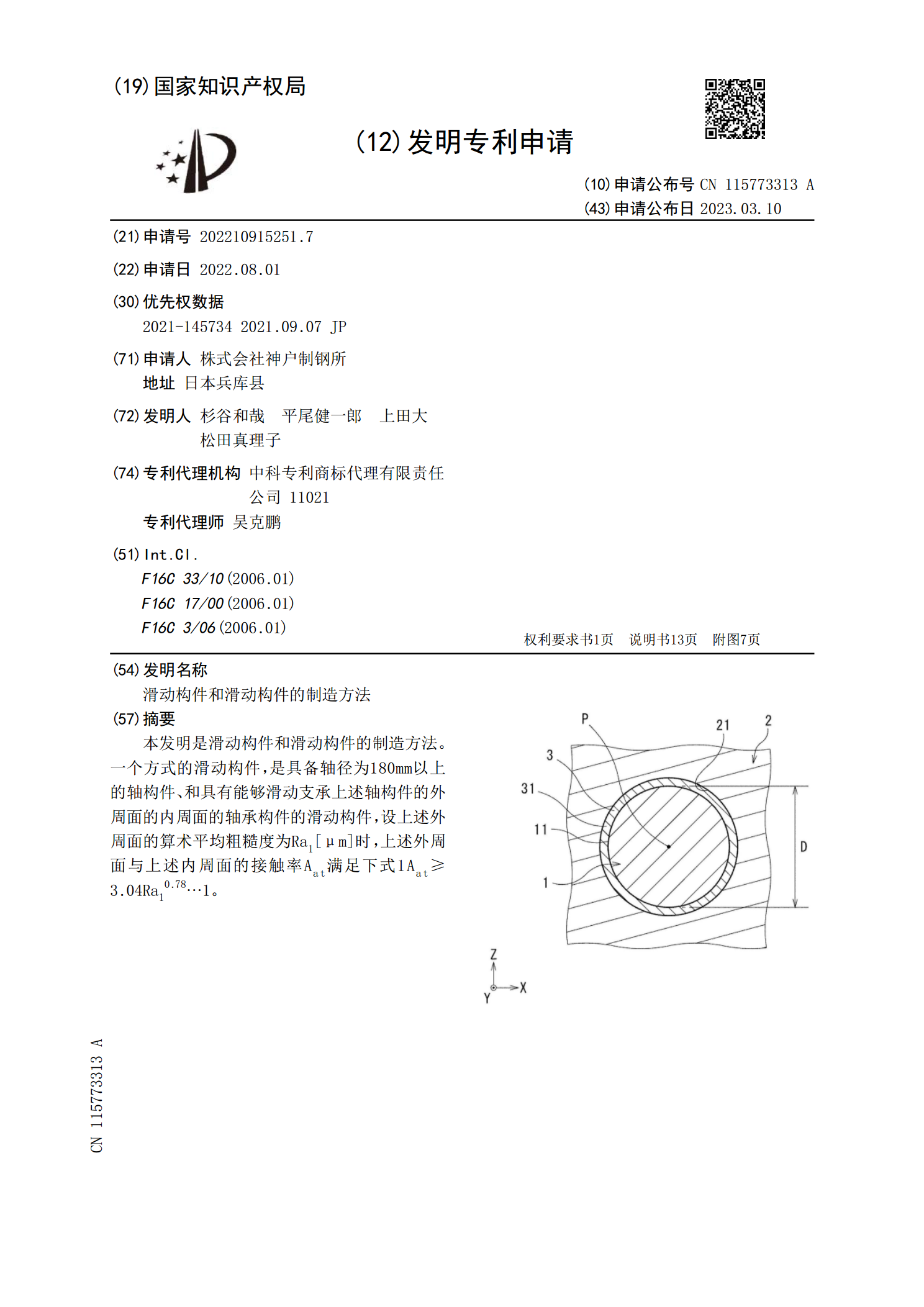
滑动构件和滑动构件的制造方法.pdf
本发明是滑动构件和滑动构件的制造方法。一个方式的滑动构件,是具备轴径为180mm以上的轴构件、和具有能够滑动支承上述轴构件的外周面的内周面的轴承构件的滑动构件,设上述外周面的算术平均粗糙度为Ra
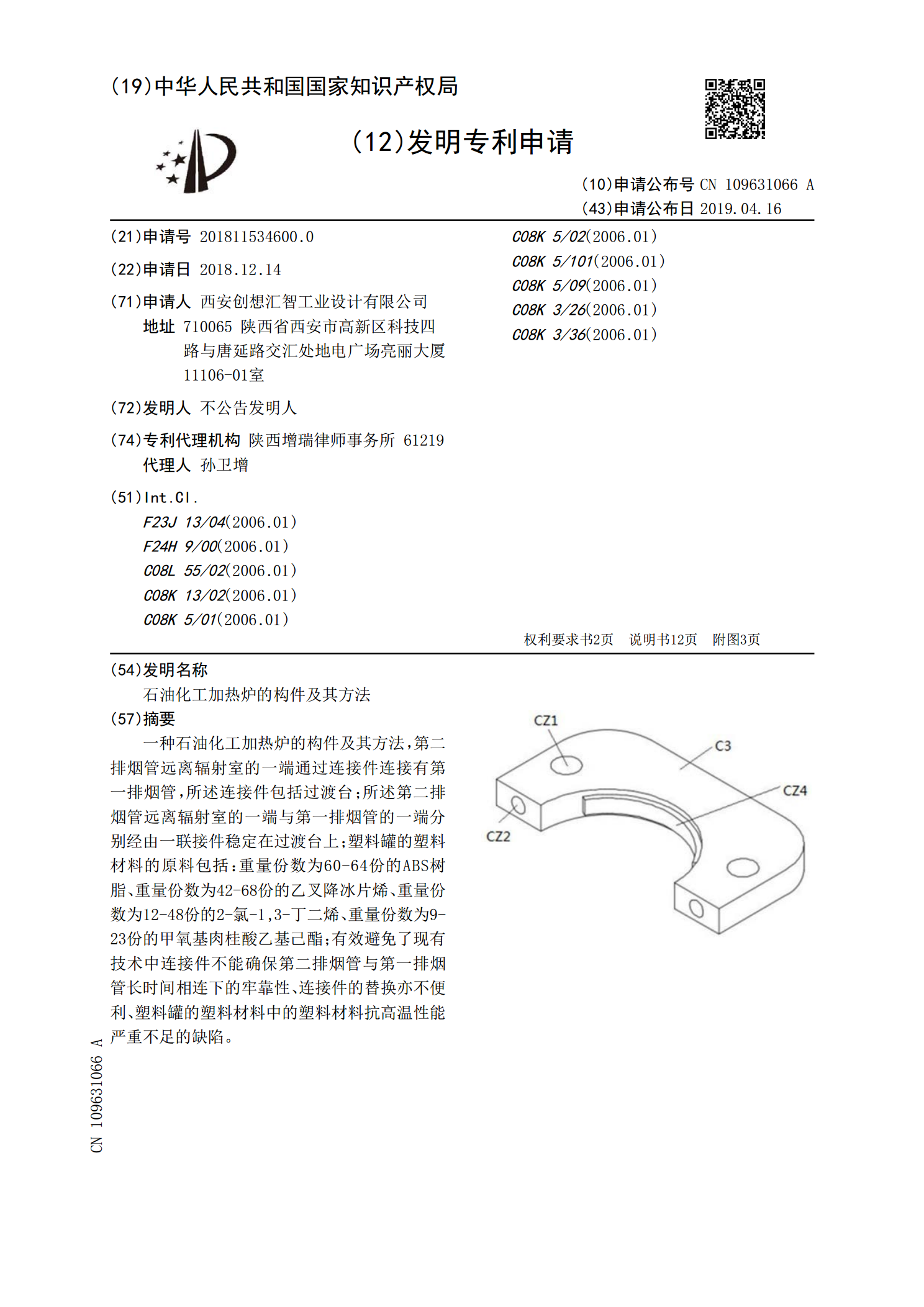
石油化工加热炉的构件及其方法.pdf
一种石油化工加热炉的构件及其方法,第二排烟管远离辐射室的一端通过连接件连接有第一排烟管,所述连接件包括过渡台;所述第二排烟管远离辐射室的一端与第一排烟管的一端分别经由一联接件稳定在过渡台上;塑料罐的塑料材料的原料包括:重量份数为60‑64份的ABS树脂、重量份数为42‑68份的乙叉降冰片烯、重量份数为12‑48份的2‑氯‑1,3‑丁二烯、重量份数为9‑23份的甲氧基肉桂酸乙基己酯;有效避免了现有技术中连接件不能确保第二排烟管与第一排烟管长时间相连下的牢靠性、连接件的替换亦不便利、塑料罐的塑料材料中的塑料材