
一种燃气轮机旋流器的制备方法.pdf

静芙****可爱


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种燃气轮机旋流器的制备方法.pdf
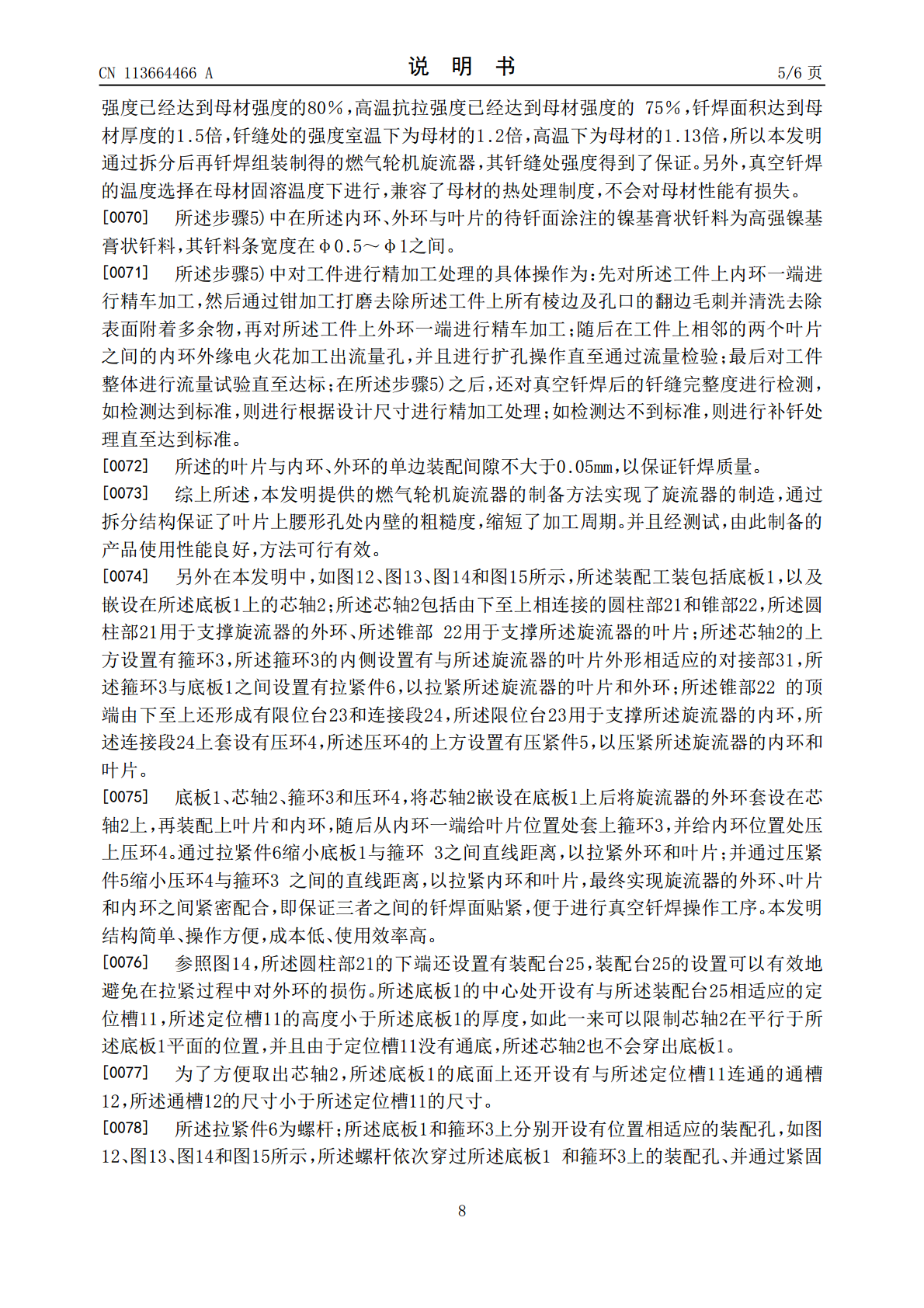
本发明属于精密加工技术领域,公开了一种燃气轮机旋流器的制备方法,本发明将燃气轮机旋流器分解为内环、外环和叶片三部分,然后分别采用机加方法使每部分单独成型,再采用钎焊的方法将三者连接。为了保证钎焊质量,给叶片头部上加工出安装头,相应地给内环上加工出叶形槽、给外环上加工出卡口,然后利用装配工装将外环、叶片和内环之间拉紧,以保证钎焊面贴紧,再使用点焊定位,完成后送炉进行真空钎焊。通过拆分旋流器结构结合单独加工的形式来保证空心叶片内壁的粗糙度,叶片与内环、外环之间的钎缝在室温以及高温环境下抗拉强度性能优良、强度性

一种重型燃气轮机旋流器安装结构.pdf
本发明公开了一种重型燃气轮机旋流器安装结构,其包括旋流器外壁,所述旋流器外壁的左端固定在火焰筒壁上,所述旋流器外壁的左端设置有若干个豁口;旋流器自右向左沿所述旋流器外壁穿入,并与所述旋流器外壁的右端搭接;每个所述豁口内均配合安装有方座,所述方座的下端固定在所述旋流器的左端上。本发明提供的重型燃气轮机旋流器安装结构,经济、实用,极大的节约了成本,有效解决了重型燃气轮机气缸安装大直径、大面积接触面上的密封问题,提高了重型燃气轮机的经济性;本发明利用多面定位原理,在旋流器周向设置三处方座安装结构,使得旋流器与外

一种中锰球墨铸铁旋流器及其制备方法.pdf
本发明公开了一种中锰球墨铸铁旋流器及其制备方法,所述的中锰球墨铸铁旋流器其成分的重量百分比为:C3.3~3.8%、Si4.0~5.0%、Mn7.5~9.5%、P﹤0.15%、S≤0.02%、Re0.025~0.05%、Mg0.025~0.06%、余量为Fe。所述的制备方法包括配料、预热、熔炼、炉前分析、终脱氧、球墨处理和孕育处理、浇注。该方法铸造工艺简单,通过严格控制锰和硅的加入量,铸造出髙性能抗磨合金铸铁,特别适合铸造选煤机的旋流器。

一种燃气轮机燃烧室旋流器及组件.pdf
本发明属于燃气轮机技术领域,公开了一种燃气轮机燃烧室旋流器及组件,包括旋流器、导流环和预混腔,旋流器与导流环连通,导流环与预混腔连通;旋流器为径向旋流器,包括布置成圈的多个旋流叶片,旋流叶片底部与燃烧器端盖螺栓连接,旋流叶片顶部与圆形端板固定连接,燃烧器端盖与圆形端板同心设置,圆形端板上设有同心的中心孔;旋流叶片沿径向延伸,相邻旋流叶片之间形成旋流槽道,旋流槽道上设有燃料喷管;导流环与圆形端板的中心孔固定连通,导流环呈喇叭口状;预混腔为筒体结构。本发明使空气和燃料充分混合均匀,降低污染排放,实现稳定燃烧,
一种燃气轮机燃烧器双级径向旋流器.pdf
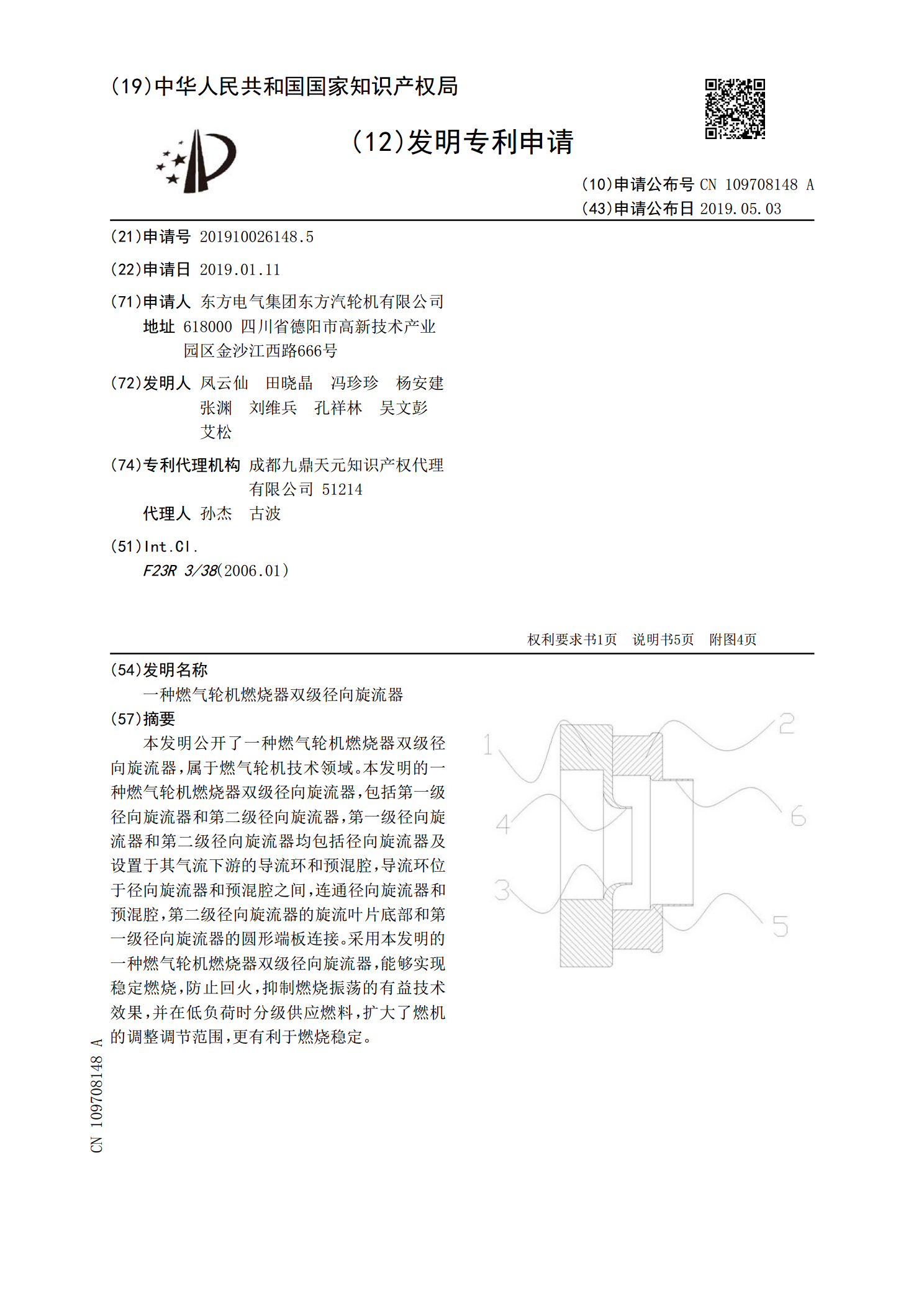
本发明公开了一种燃气轮机燃烧器双级径向旋流器,属于燃气轮机技术领域。本发明的一种燃气轮机燃烧器双级径向旋流器,包括第一级径向旋流器和第二级径向旋流器,第一级径向旋流器和第二级径向旋流器均包括径向旋流器及设置于其气流下游的导流环和预混腔,导流环位于径向旋流器和预混腔之间,连通径向旋流器和预混腔,第二级径向旋流器的旋流叶片底部和第一级径向旋流器的圆形端板连接。采用本发明的一种燃气轮机燃烧器双级径向旋流器,能够实现稳定燃烧,防止回火,抑制燃烧振荡的有益技术效果,并在低负荷时分级供应燃料,扩大了燃机的调整调节范围