
轧机辊端轴套内孔的激光熔覆修复方法及激光熔覆用复合装置.pdf

猫巷****晓容

1/10
2/10
3/10
4/10
5/10
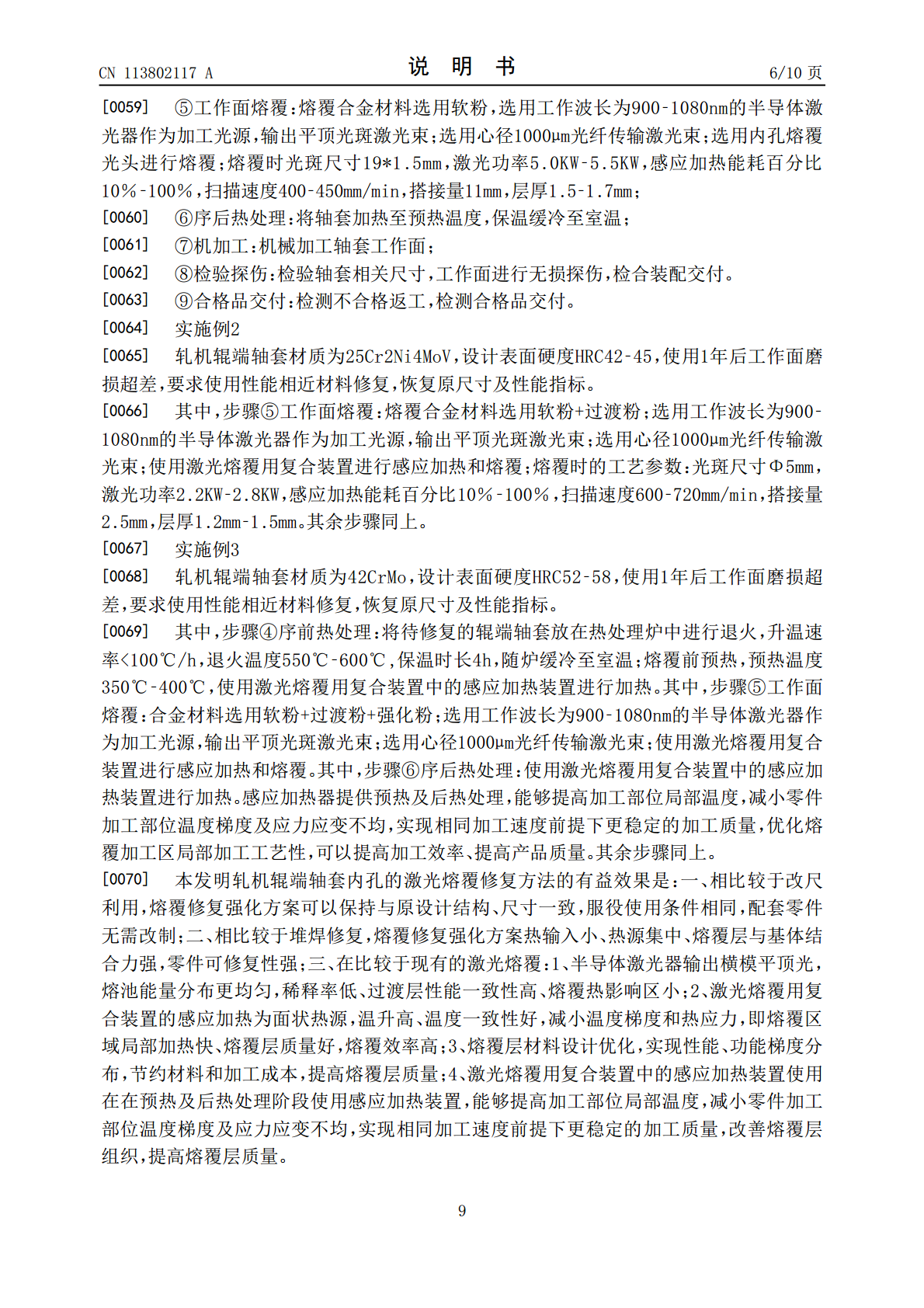
6/10
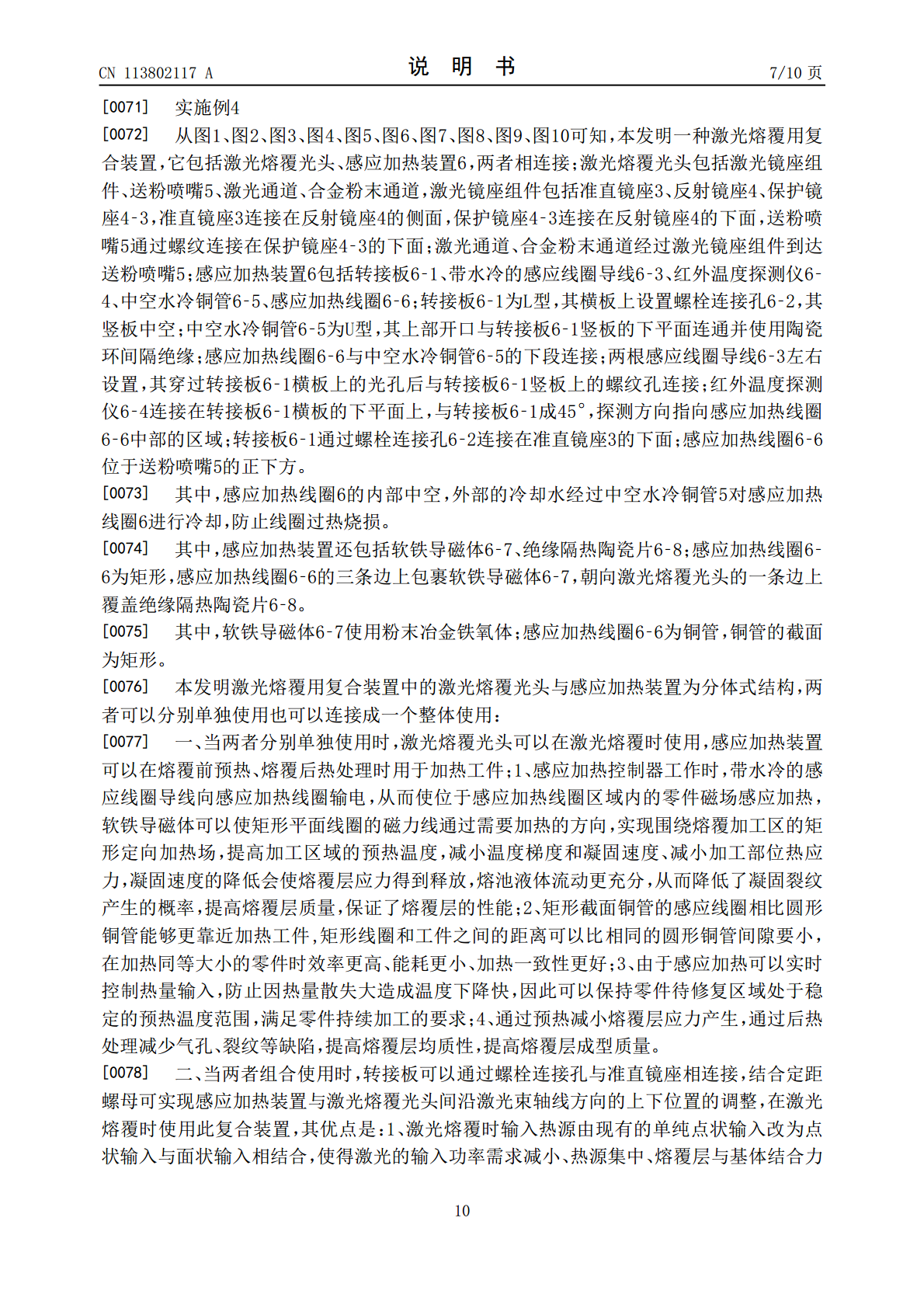
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轧机辊端轴套内孔的激光熔覆修复方法及激光熔覆用复合装置.pdf
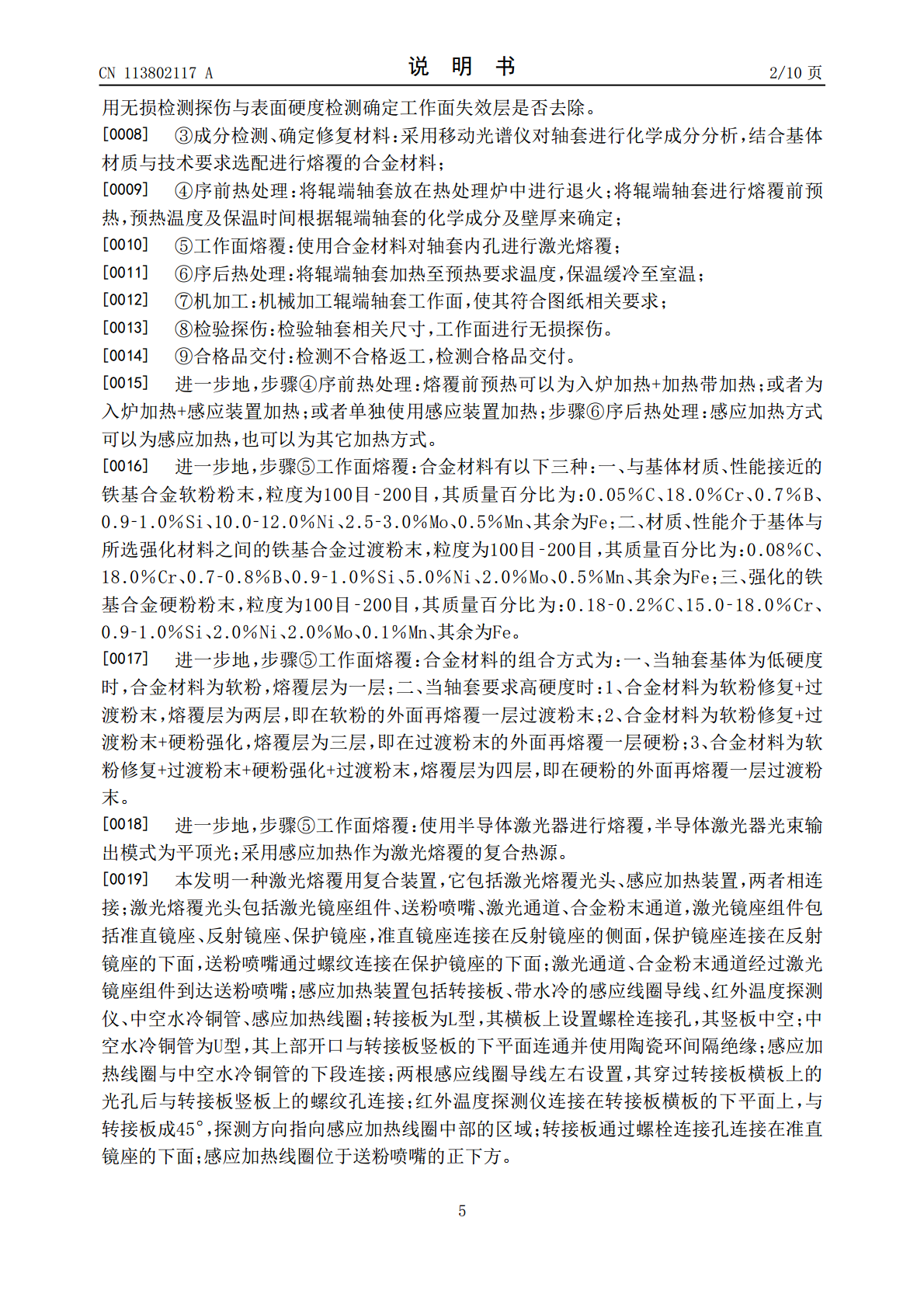
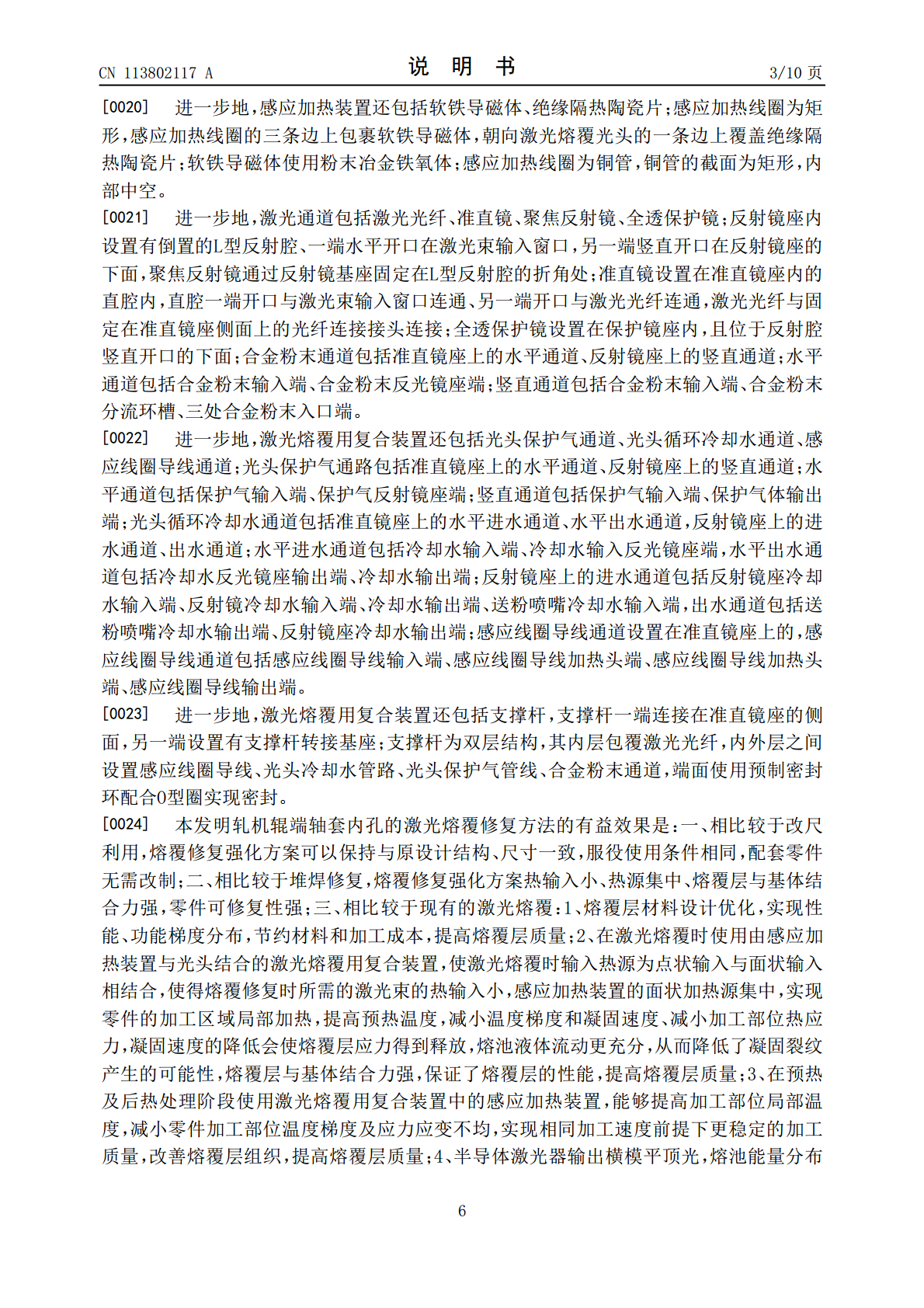
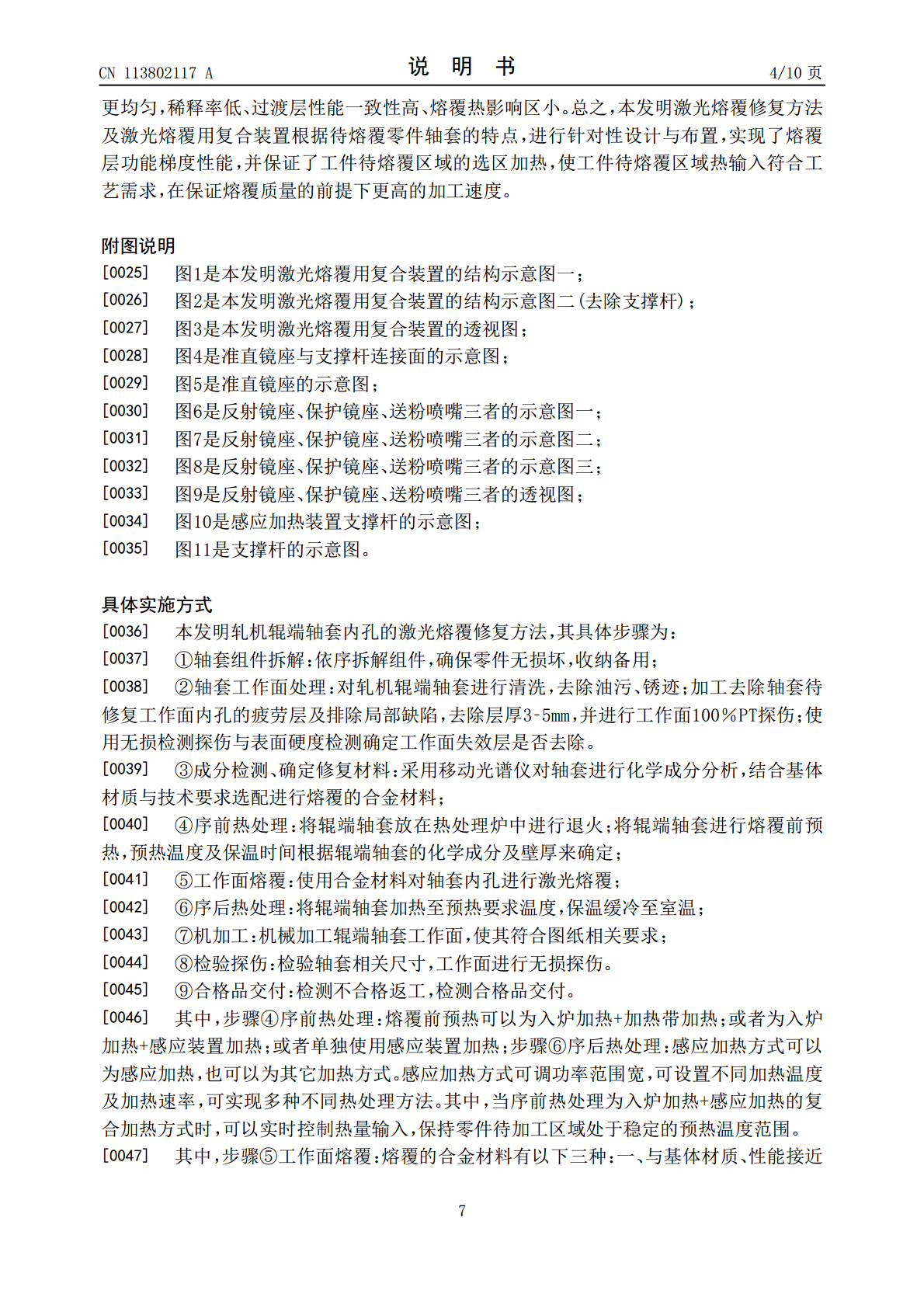
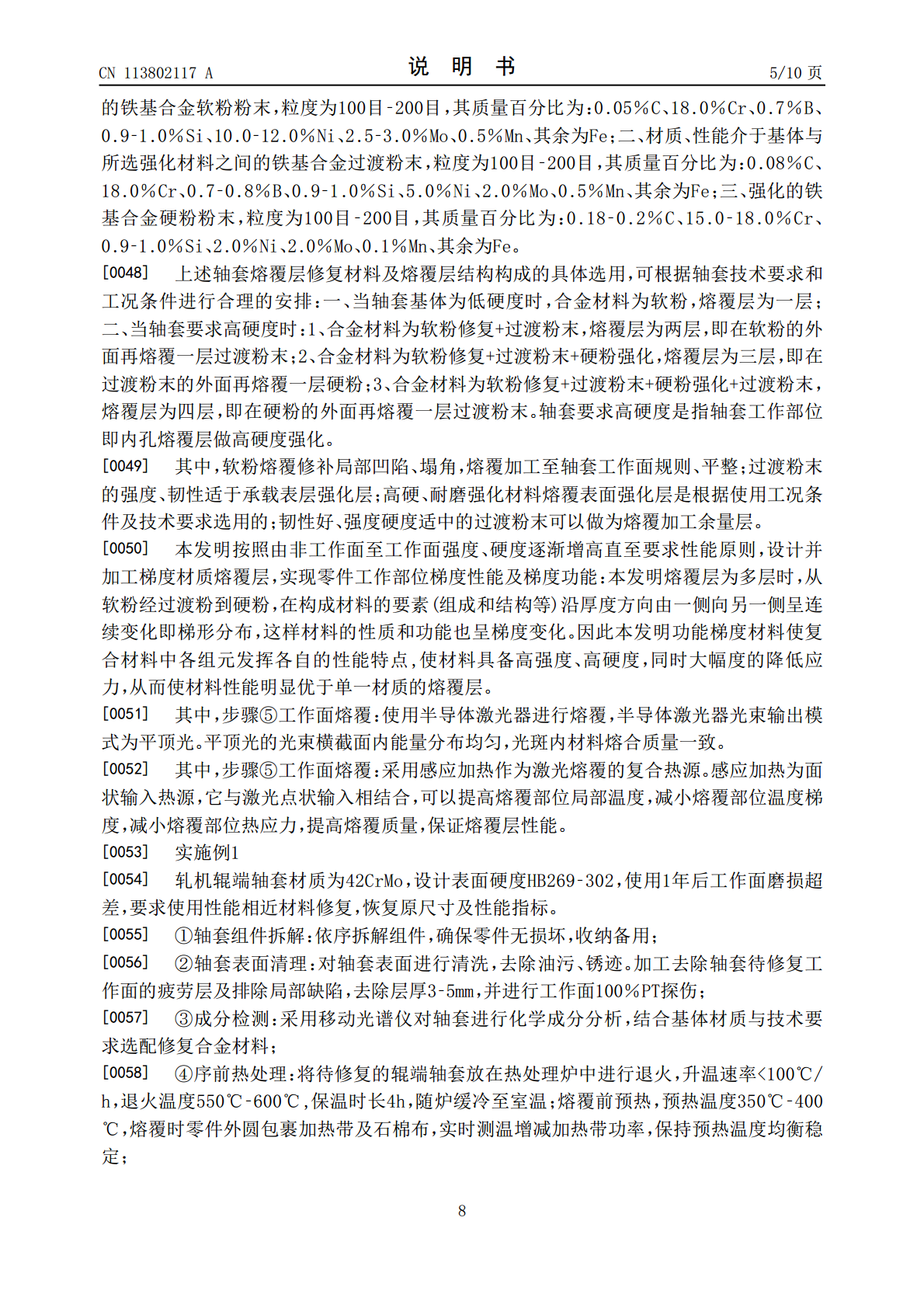
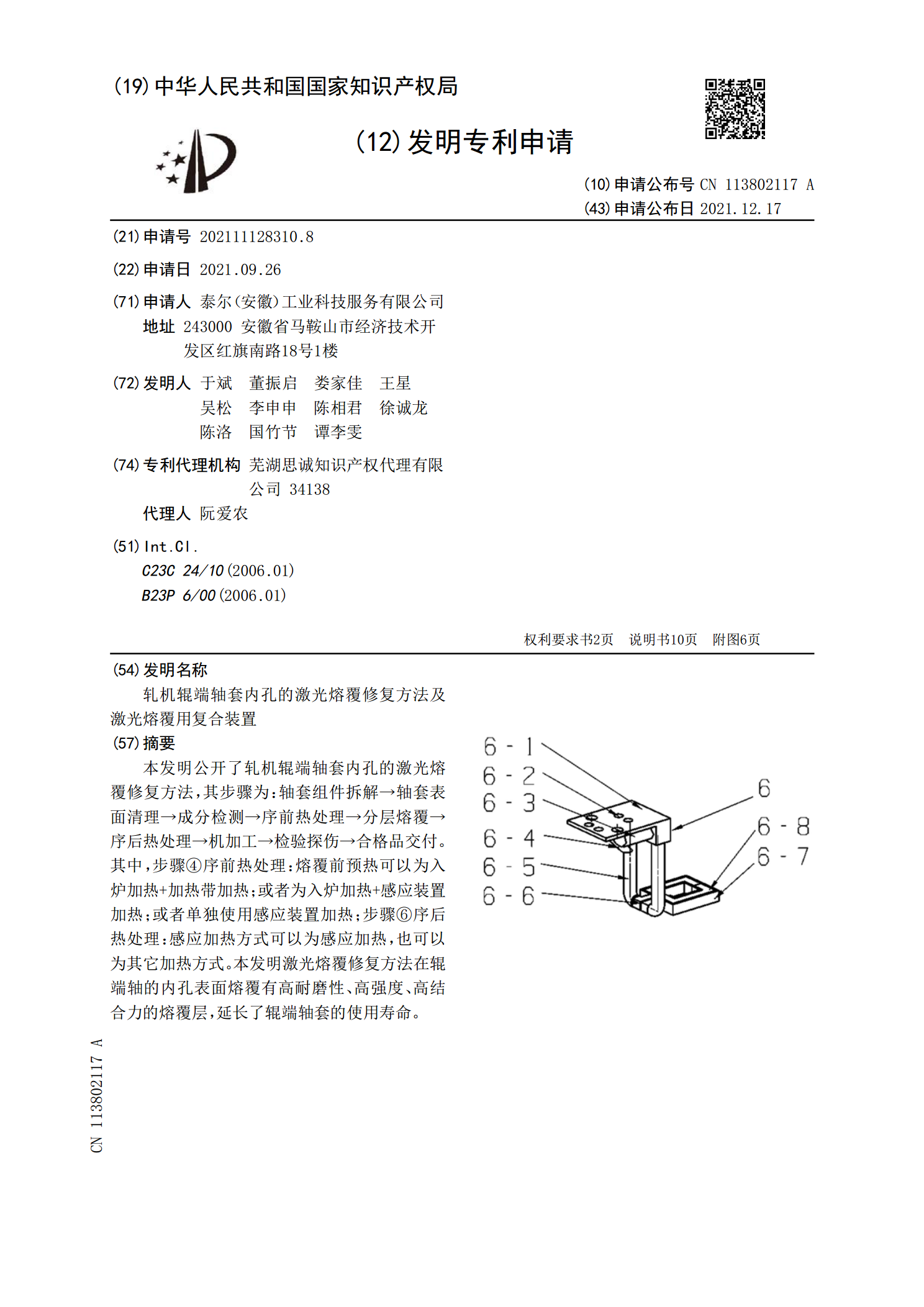
本发明公开了轧机辊端轴套内孔的激光熔覆修复方法,其步骤为:轴套组件拆解→轴套表面清理→成分检测→序前热处理→分层熔覆→序后热处理→机加工→检验探伤→合格品交付。其中,步骤④序前热处理:熔覆前预热可以为入炉加热+加热带加热;或者为入炉加热+感应装置加热;或者单独使用感应装置加热;步骤⑥序后热处理:感应加热方式可以为感应加热,也可以为其它加热方式。本发明激光熔覆修复方法在辊端轴的内孔表面熔覆有高耐磨性、高强度、高结合力的熔覆层,延长了辊端轴套的使用寿命。
激光熔覆装置.pdf
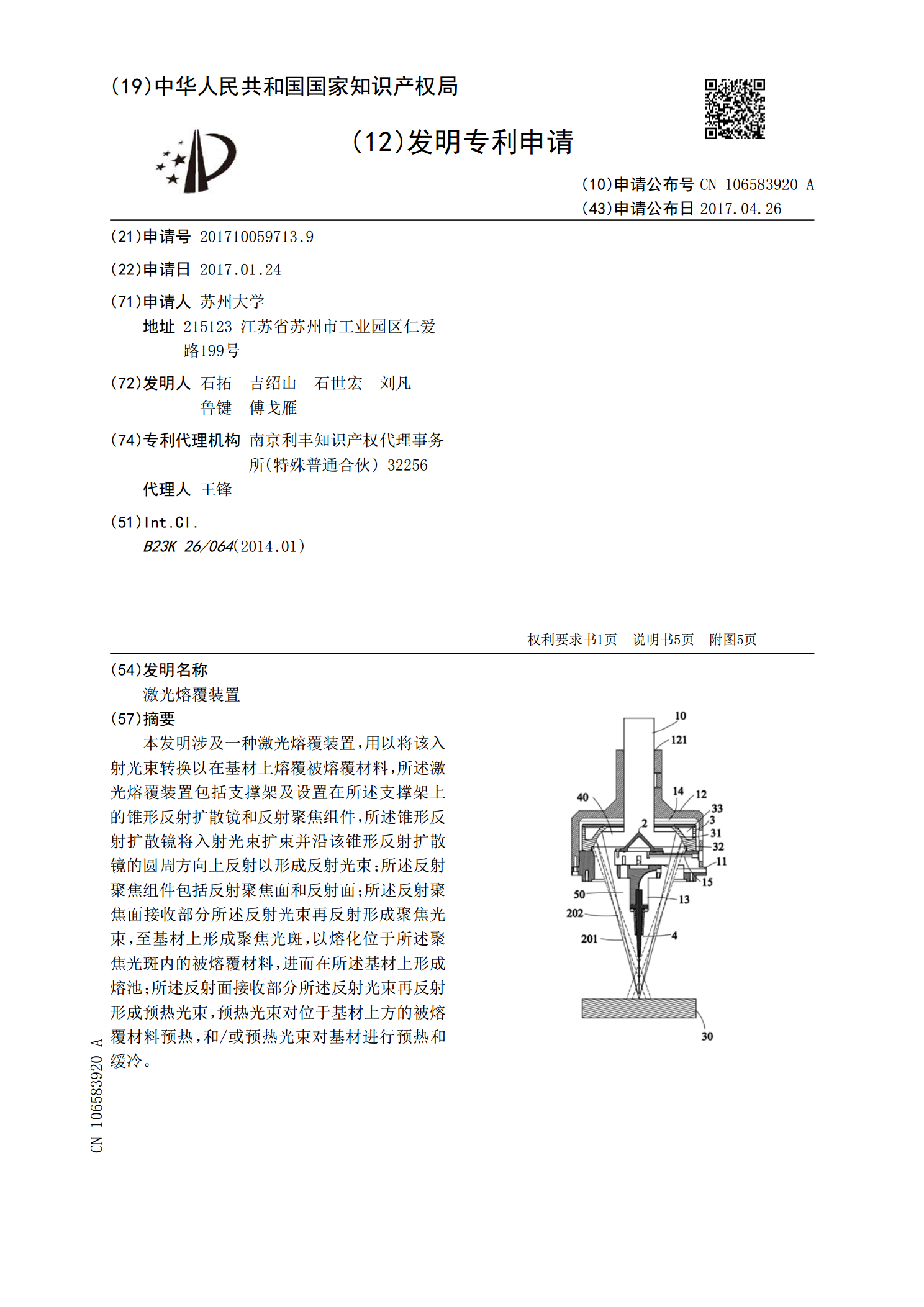
本发明涉及一种激光熔覆装置,用以将该入射光束转换以在基材上熔覆被熔覆材料,所述激光熔覆装置包括支撑架及设置在所述支撑架上的锥形反射扩散镜和反射聚焦组件,所述锥形反射扩散镜将入射光束扩束并沿该锥形反射扩散镜的圆周方向上反射以形成反射光束;所述反射聚焦组件包括反射聚焦面和反射面;所述反射聚焦面接收部分所述反射光束再反射形成聚焦光束,至基材上形成聚焦光斑,以熔化位于所述聚焦光斑内的被熔覆材料,进而在所述基材上形成熔池;所述反射面接收部分所述反射光束再反射形成预热光束,预热光束对位于基材上方的被熔覆材料预热,和/
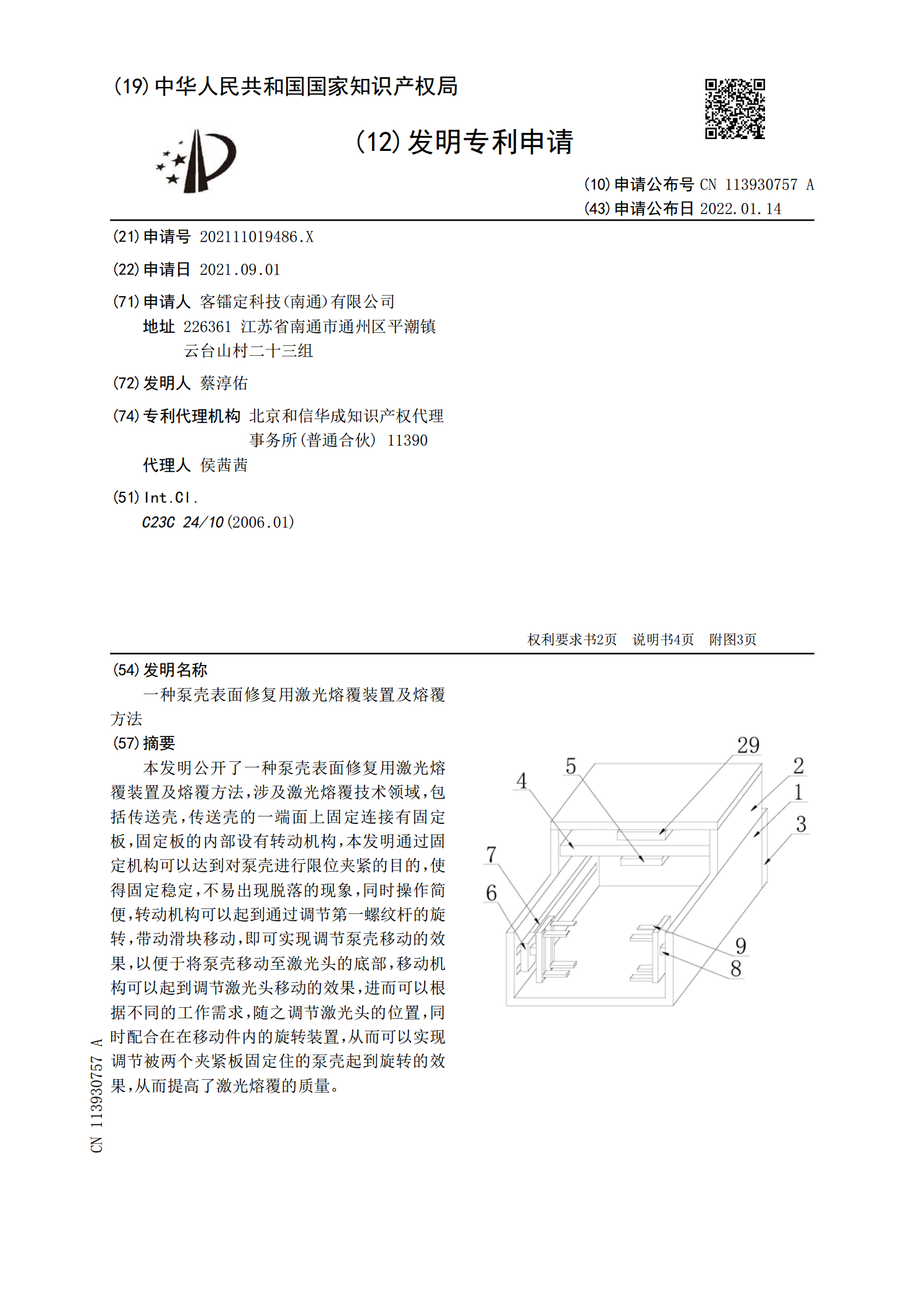
一种泵壳表面修复用激光熔覆装置及熔覆方法.pdf
本发明公开了一种泵壳表面修复用激光熔覆装置及熔覆方法,涉及激光熔覆技术领域,包括传送壳,传送壳的一端面上固定连接有固定板,固定板的内部设有转动机构,本发明通过固定机构可以达到对泵壳进行限位夹紧的目的,使得固定稳定,不易出现脱落的现象,同时操作简便,转动机构可以起到通过调节第一螺纹杆的旋转,带动滑块移动,即可实现调节泵壳移动的效果,以便于将泵壳移动至激光头的底部,移动机构可以起到调节激光头移动的效果,进而可以根据不同的工作需求,随之调节激光头的位置,同时配合在在移动件内的旋转装置,从而可以实现调节被两个夹紧
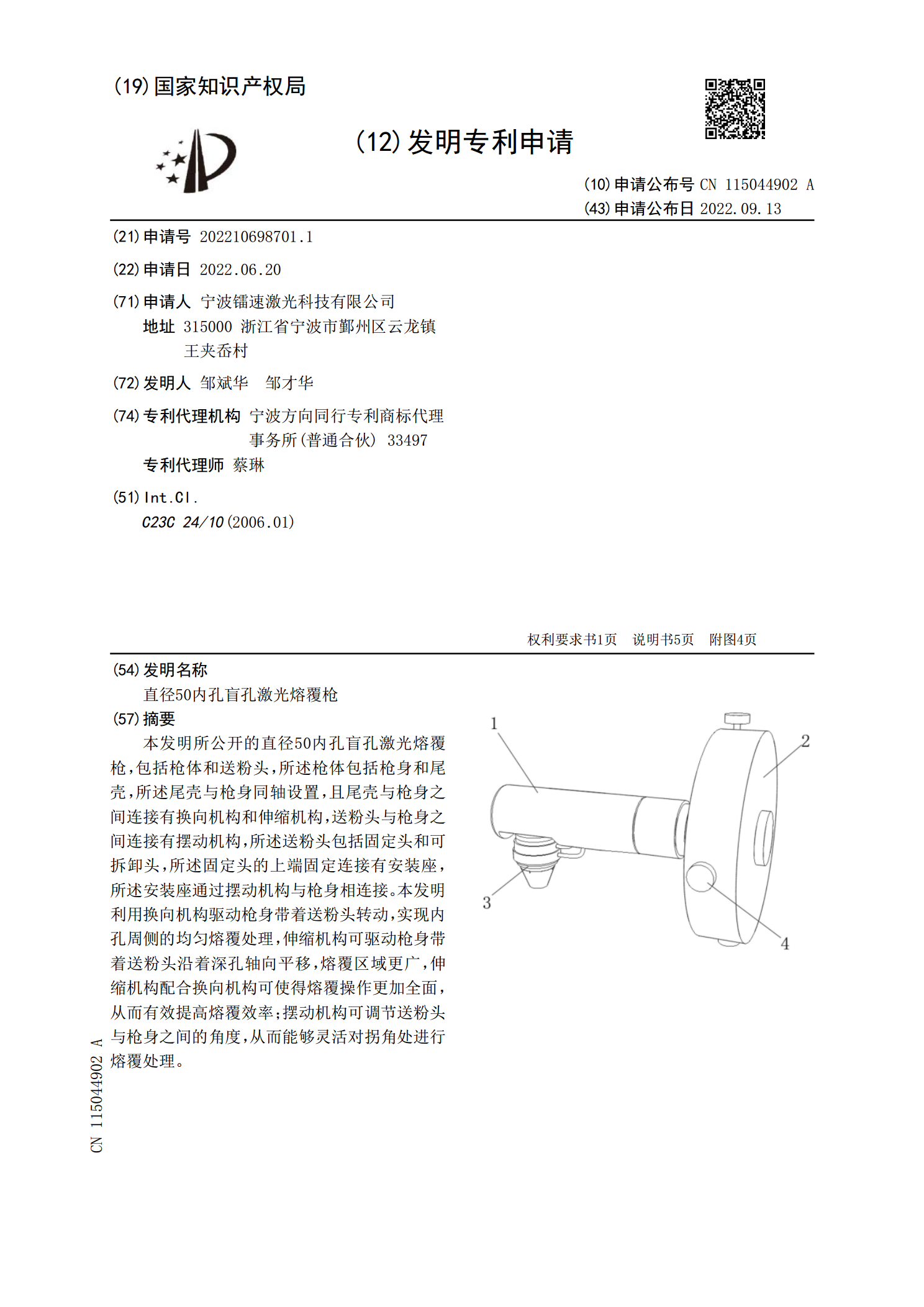
直径50内孔盲孔激光熔覆枪.pdf
本发明所公开的直径50内孔盲孔激光熔覆枪,包括枪体和送粉头,所述枪体包括枪身和尾壳,所述尾壳与枪身同轴设置,且尾壳与枪身之间连接有换向机构和伸缩机构,送粉头与枪身之间连接有摆动机构,所述送粉头包括固定头和可拆卸头,所述固定头的上端固定连接有安装座,所述安装座通过摆动机构与枪身相连接。本发明利用换向机构驱动枪身带着送粉头转动,实现内孔周侧的均匀熔覆处理,伸缩机构可驱动枪身带着送粉头沿着深孔轴向平移,熔覆区域更广,伸缩机构配合换向机构可使得熔覆操作更加全面,从而有效提高熔覆效率;摆动机构可调节送粉头与枪身之间
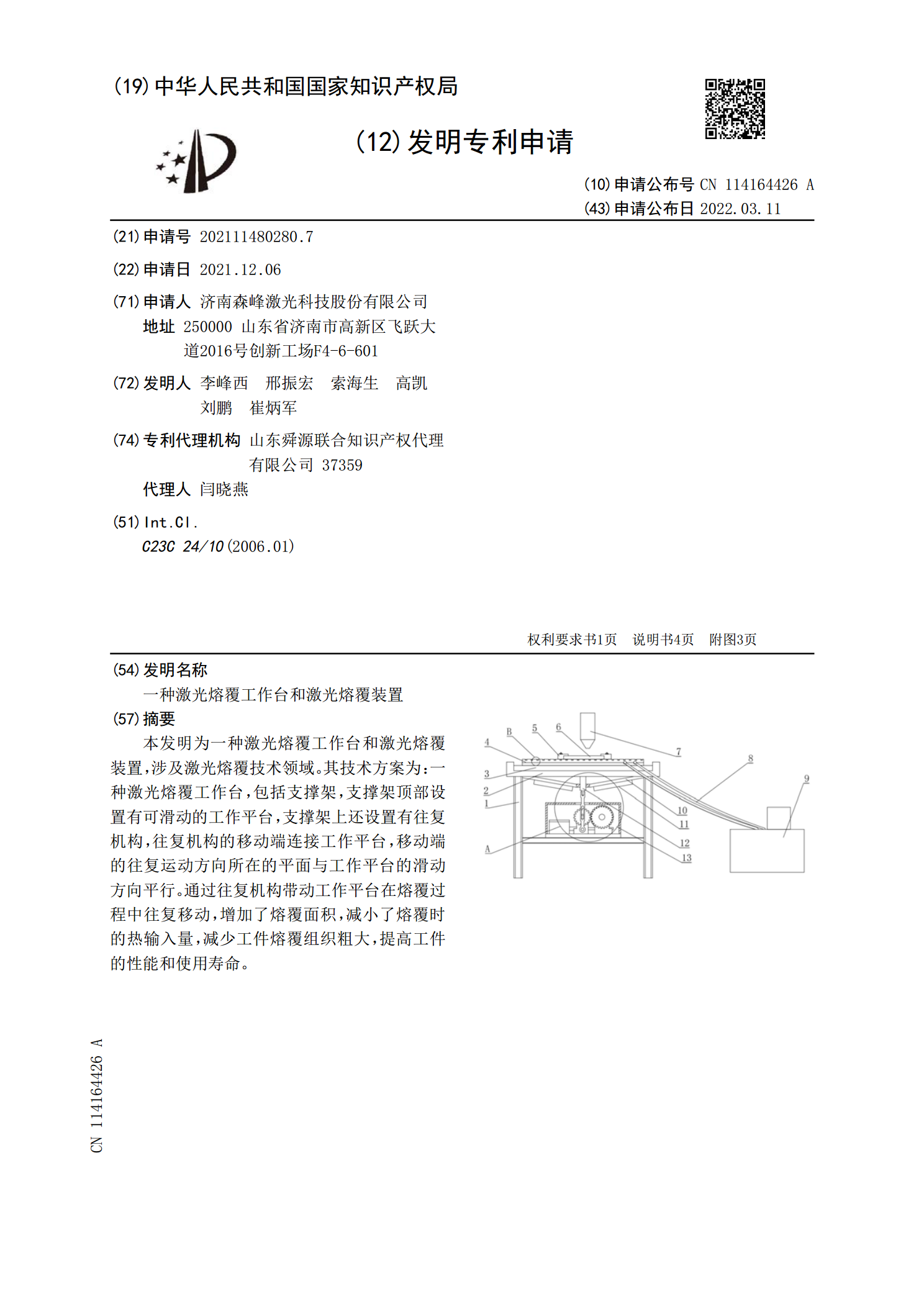
一种激光熔覆工作台和激光熔覆装置.pdf
本发明为一种激光熔覆工作台和激光熔覆装置,涉及激光熔覆技术领域。其技术方案为:一种激光熔覆工作台,包括支撑架,支撑架顶部设置有可滑动的工作平台,支撑架上还设置有往复机构,往复机构的移动端连接工作平台,移动端的往复运动方向所在的平面与工作平台的滑动方向平行。通过往复机构带动工作平台在熔覆过程中往复移动,增加了熔覆面积,减小了熔覆时的热输入量,减少工件熔覆组织粗大,提高工件的性能和使用寿命。