
具有多色透光立体效果陶瓷岩板及其制造方法.pdf

Ma****57


1/9
2/9

3/9

4/9
5/9

6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
具有多色透光立体效果陶瓷岩板及其制造方法.pdf
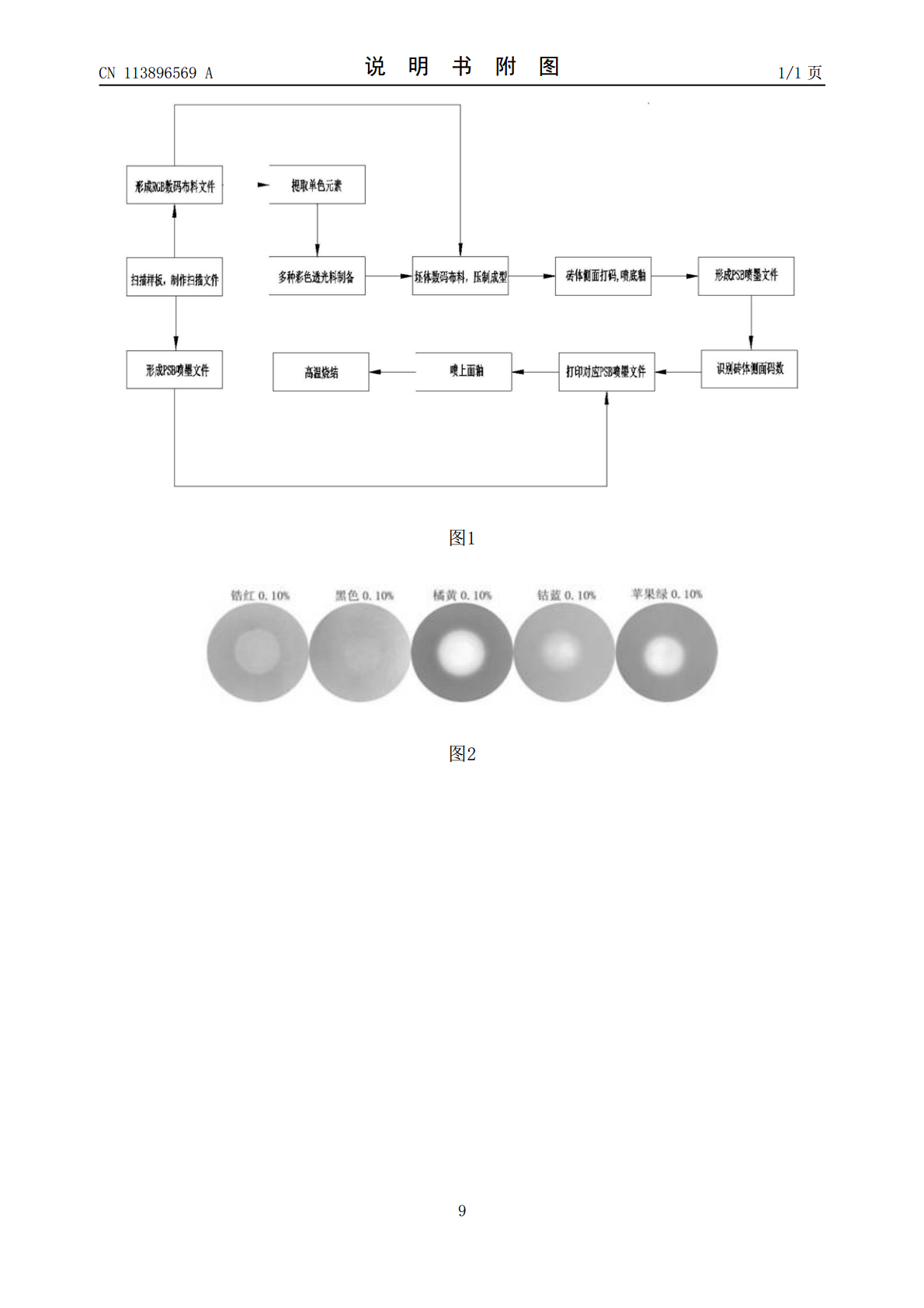
本发明涉及一种具有多色透光立体效果陶瓷岩板及其制造方法。制造方法:⑴多种彩色透光配方制备;⑵坯体根据设置图案布料,并压制成型;⑶在砖坯侧面打码,并抛平砖坯表层;⑷砖坯输送至底釉房喷上底釉;⑸识别砖坯侧面码数,并打印对应表面数码装饰图案;⑹图案装饰砖坯输送至面釉房喷上面釉;⑺砖坯进窑炉烧成,烧结温度为1150~1250℃。

具有立体效果的外壳及其制造方法.pdf
本发明涉及外壳制作的技术领域,提供了一种具有立体效果的外壳及其制造方法,包括有色不透明的第一基层、无色透明的第二基层和装饰膜。第一基层具有相对的第一表面和第二表面,第一表面上设置有用以构成图案的设定区域,设定区域为凹凸不平状结构。第二基层覆盖第一基层的第一表面,第二基层具有与第一表面接合的第三表面和与第三表面相对的第四表面,第四表面上设置有结合区域。装饰膜包括印刷在第四表面的结合区域内的图形层和复合在图形层上的硬化层。与现有技术对比,本发明提供的具有立体效果的外壳,可以实现第二基层表面图案的多样化,外壳具
一种透光铝蜂窝板及其制造方法.pdf
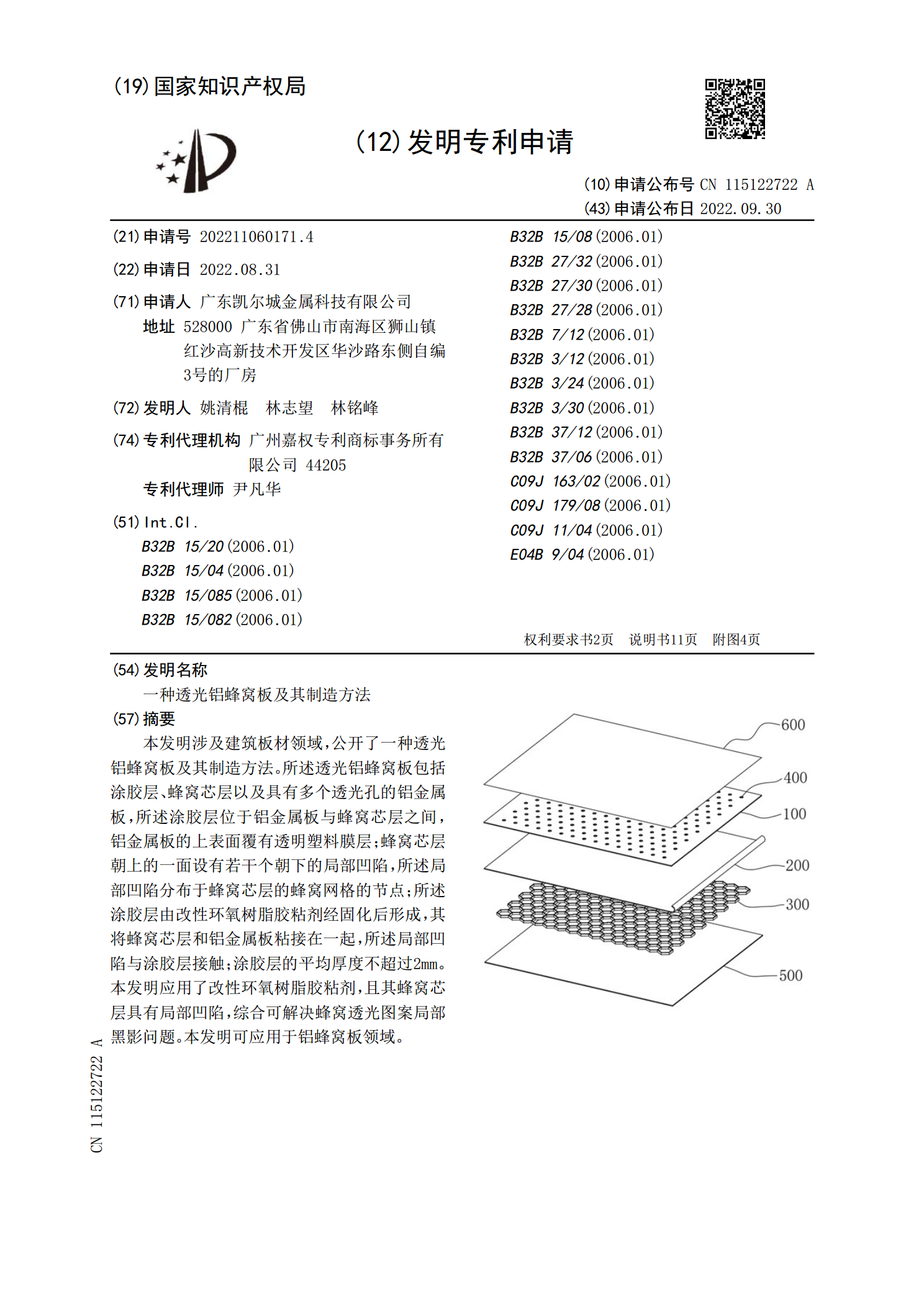
本发明涉及建筑板材领域,公开了一种透光铝蜂窝板及其制造方法。所述透光铝蜂窝板包括涂胶层、蜂窝芯层以及具有多个透光孔的铝金属板,所述涂胶层位于铝金属板与蜂窝芯层之间,铝金属板的上表面覆有透明塑料膜层;蜂窝芯层朝上的一面设有若干个朝下的局部凹陷,所述局部凹陷分布于蜂窝芯层的蜂窝网格的节点;所述涂胶层由改性环氧树脂胶粘剂经固化后形成,其将蜂窝芯层和铝金属板粘接在一起,所述局部凹陷与涂胶层接触;涂胶层的平均厚度不超过2mm。本发明应用了改性环氧树脂胶粘剂,且其蜂窝芯层具有局部凹陷,综合可解决蜂窝透光图案局部黑影问

一种增强型蜂窝结构陶瓷岩板及其制造方法.pdf
本发明提供了一种增强型蜂窝结构陶瓷岩板,包括由下往上依次层叠的第一玻璃纤维树脂层、蜂窝芯层、第二玻璃纤维树脂层和陶瓷岩板层;所述第一玻璃纤维树脂层与蜂窝芯层通过胶粘剂连接,所述第二玻璃纤维树脂层与蜂窝芯层通过胶粘剂连接,所述第二玻璃纤维树脂层与陶瓷岩板层通过胶粘剂连接。本发明增强型蜂窝结构陶瓷岩板通过在陶瓷岩板层和蜂窝芯层之间增加玻璃纤维树脂层,由于玻璃纤维树脂层与胶粘剂线膨胀系数接近,通过玻璃纤维树脂层作为陶瓷岩板层与蜂窝芯层的过渡层,减小层间热胀冷缩变化带来的对陶瓷岩板复合板整体的影响,减少层间开胶、

一种水晶勾勒效果装饰陶瓷岩板及制备方法.pdf
本发明公开一种水晶勾勒效果装饰陶瓷岩板及制备方法。所述制备方法包括以下步骤:在砖坯表面施第一面釉;在施第一面釉后的砖坯表面喷墨打印油性拨开墨水;在喷墨打印油性拨开墨水后的砖坯表面施第二面釉;第二面釉被油性拨开墨水拨开形成具有凹槽的起伏纹理;在施第二面釉后的砖坯表面喷墨打印图案;在喷墨打印图案后的砖坯表面定位布撒颜色透明熔块以使得所述颜色透明熔块填充在凹槽处;在定位布撒颜色透明熔块后的砖坯表面施透明釉并烧成,烧成后颜色透明熔块形成的带色玻璃相层与凹槽周围的不透明面釉层以及位于釉面表面的由透明釉烧成得到的透明