
一种浸渍管整体成型生产方法以及整体成型浸渍管.pdf

白凡****12


1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种浸渍管整体成型生产方法以及整体成型浸渍管.pdf
一种浸渍管整体成型生产方法以及整体成型浸渍管,属于RH精炼钢水使用的浸渍管生产技术领域。所述浸渍管整体成型生产方法包括如下步骤:S1、采用组合模具分别成型上升管和下降管;S2、在上升管的外部安装钢壳一;在下降管的外部安装钢壳二;S3、在上升管与钢壳一之间、以及钢壳一的外部浇注浇注料;在下降管与钢壳二之间、以及钢壳二的外部浇注浇注料;所述整体成型浸渍管采用浸渍管整体成型生产方法加工而成。所述浸渍管整体成型生产方法以及整体成型浸渍管通过整体成型或部分整体成型的方式生产的RH真空精炼炉整体成型浸渍管,能有效避免

一种整体结构稳定的RH炉浸渍管.pdf
一种整体结构稳定的RH炉浸渍管,包括RH环砖、钢结构件、浇注料层、自流料层,RH环砖、自流料层、钢结构件与浇注料层从内至外依次设置。本发明在RH环砖表面设置了凹槽,在RH环砖的下端打孔穿进金属钢锚固件,最大程度地增强了RH炉浸渍管底部的整体性,实现了底部浇注料与环砖的一体性,有效地避免了底部浇注料脱落,提高RH炉浸渍管的使用寿命;通过加大浇注料临界颗粒尺寸,并同时引进多晶氧化锆纤维、热震稳定剂及水泥高效增强剂,有效改善了浇注料的热震稳定性和高温机械强度,大大减少了浇注料在高温使用时出现的脱落。在钢结构件上
浸渍技术 液态浸渍成型法.pdf
浸渍技术液态浸渍成型法这种方法适用于长纤维尤其是玻璃或玻璃陶瓷基复合材料,因为它的热压温度低于这些晶体基体材料的熔点。陶瓷熔体的温度要比聚合物和金属的温度要高得多,这使得浸渍预制件相当困难。陶瓷基体和增强材料之间在高温下发生反应,陶瓷集体与增强材料的热膨胀失配,室温与加工温度相当大的温度区间以及陶瓷的应变失效都会增加陶瓷复合材料产生裂纹。因此,用液态浸渍法制备陶瓷基复合材料,化学反应性、熔体粘度、熔体对增强材料的浸润性是首先要考虑的问题,这些问题直接影响陶瓷基复合材料的性能。由于任何形式的增强材料制成的预
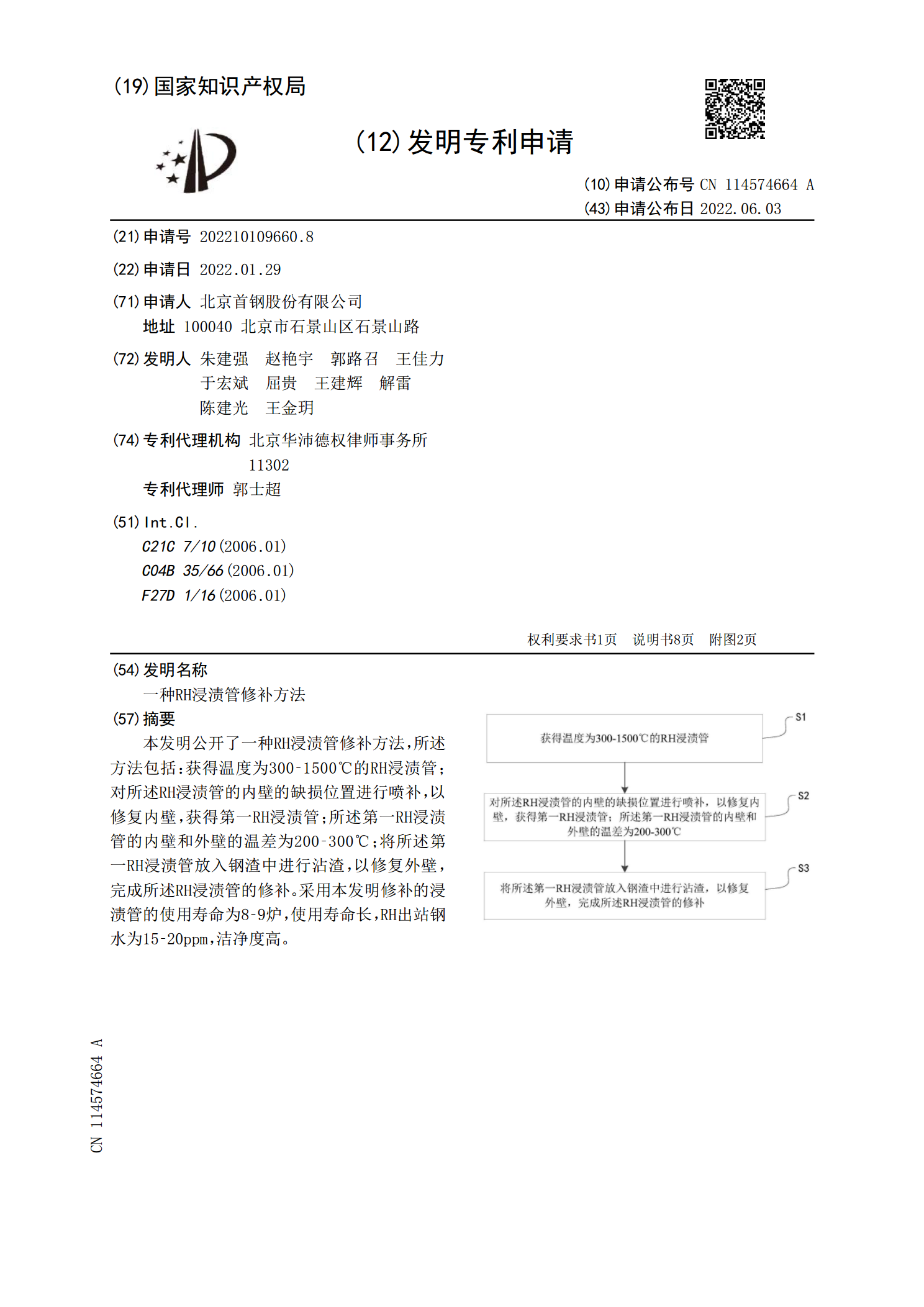
一种RH浸渍管修补方法.pdf
本发明公开了一种RH浸渍管修补方法,所述方法包括:获得温度为300‑1500℃的RH浸渍管;对所述RH浸渍管的内壁的缺损位置进行喷补,以修复内壁,获得第一RH浸渍管;所述第一RH浸渍管的内壁和外壁的温差为200‑300℃;将所述第一RH浸渍管放入钢渣中进行沾渣,以修复外壁,完成所述RH浸渍管的修补。采用本发明修补的浸渍管的使用寿命为8‑9炉,使用寿命长,RH出站钢水为15‑20ppm,洁净度高。
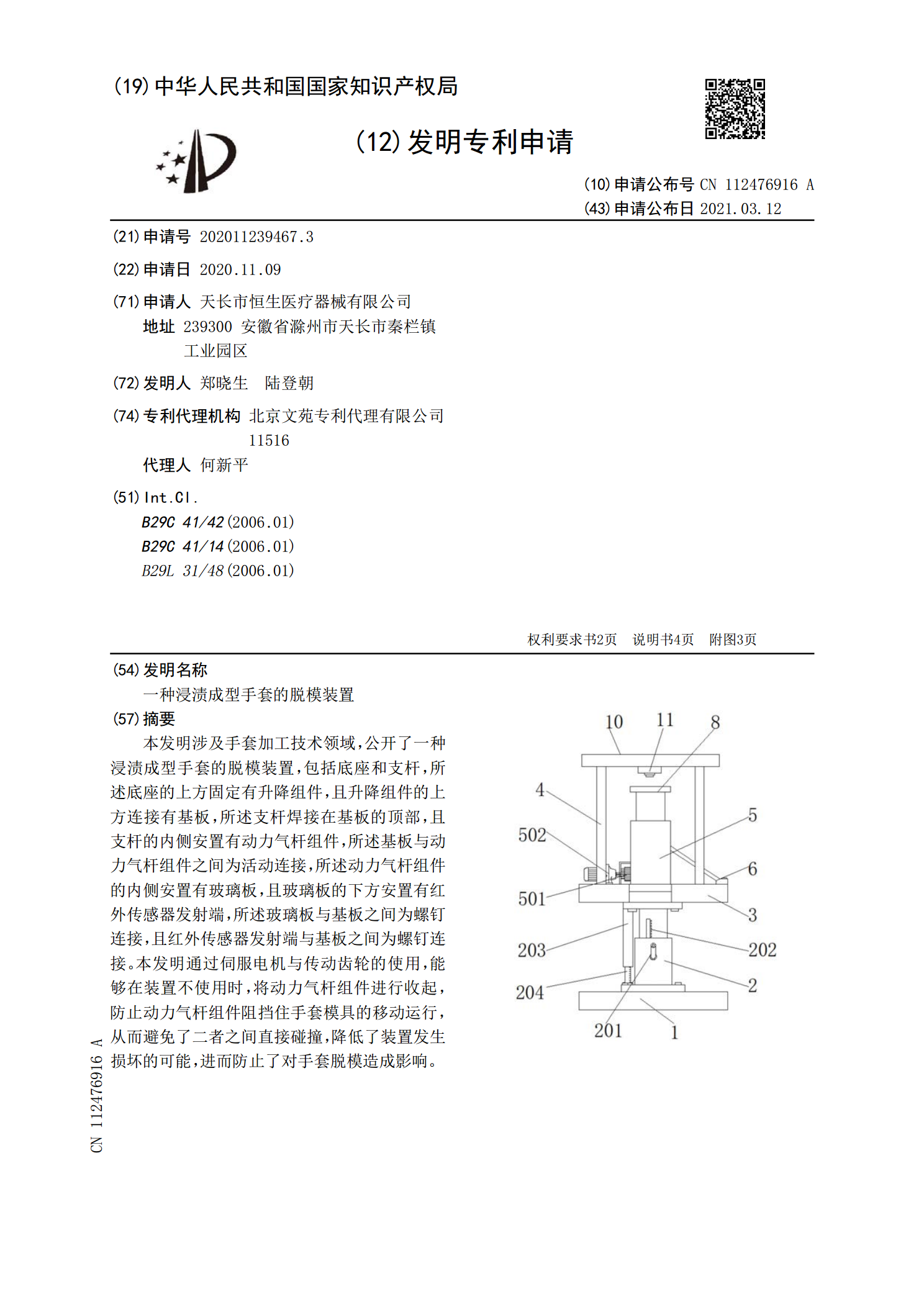
一种浸渍成型手套的脱模装置.pdf
本发明涉及手套加工技术领域,公开了一种浸渍成型手套的脱模装置,包括底座和支杆,所述底座的上方固定有升降组件,且升降组件的上方连接有基板,所述支杆焊接在基板的顶部,且支杆的内侧安置有动力气杆组件,所述基板与动力气杆组件之间为活动连接,所述动力气杆组件的内侧安置有玻璃板,且玻璃板的下方安置有红外传感器发射端,所述玻璃板与基板之间为螺钉连接,且红外传感器发射端与基板之间为螺钉连接。本发明通过伺服电机与传动齿轮的使用,能够在装置不使用时,将动力气杆组件进行收起,防止动力气杆组件阻挡住手套模具的移动运行,从而避免了