
钎焊铝蜂窝成型与焊接方法.pdf

Wi****m7


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钎焊铝蜂窝成型与焊接方法.pdf
本发明公开了一种钎焊铝蜂窝成型与焊接方法,包括:(1)将上、下蜂窝板体分别成型,上蜂窝板体的成型圆角为R45‑60,下蜂窝板体的成型圆角根据整个蜂窝板的厚度而定,下蜂窝板体的圆角度数减去上蜂窝板体的圆角度数即为整个蜂窝板的厚度数值;(2)将蜂窝芯按尺寸规格进行钎焊;(3)根据钎焊组件结构和焊缝形式及形位公差,设计相应的工装夹具;(4)使用工装夹具将上述成型好的上、下蜂窝板体与蜂窝芯固定,放入钎焊炉进行钎焊。本发明解决了曲面蜂窝板成型变形、扭曲和开裂等不良现象;实现厚度12mm、内R60、弯曲直角90°的曲

一种蜂窝板成型用的卧式氮气保护钎焊炉及焊接方法.pdf
本发明涉及蜂窝板成型用的卧式氮气保护钎焊炉及焊接方法,该钎焊炉包括底座、炉胆、炉门、加热系统、气流循环系统,其中炉胆呈卧式设置,钎焊炉还包括沿着炉胆长度方向移动地设置在底座上的炉壳、设置在炉壳内壁的炉衬、用于将炉胆内抽真空的抽真空系统、用于向炉胆内充入氮气的供氮气保护系统,其中炉壳与炉门匹配并将炉胆包覆,加热系统设置在炉衬上,当形成空腔时,加热系统处于炉衬与炉胆之间,且能够对通入炉胆内的氮气进行预热。本发明一方面通过氮气对钎料保护和加热使其熔化,从而确保焊接后品质;另一方面通过加热系统的外置及炉胆的移动对

铝蜂窝板中温自反应钎焊方法.pdf
本发明公开了一种铝蜂窝板的中温自反应钎焊方法,该钎焊方法不使用合金钎料且不采用气体保护或真空保护,利用自制夹具将喷涂了自反应钎剂的铝蜂窝芯条及铝合金面板装配固定为铝蜂窝板结构,然后在已加热至570℃的箱式气氛炉中保温30min进行钎焊,获得连接良好的铝蜂窝板。有益效果是该方法成功地在中温段实现了铝蜂窝板的冶金连接,避免了钎焊温度过高造成的母材过烧及钎料溶蚀等问题,且摆脱了胶粘剂性能对铝蜂窝板的限制,为日后中温钎焊铝蜂窝板工艺的广泛应用奠定了基础。
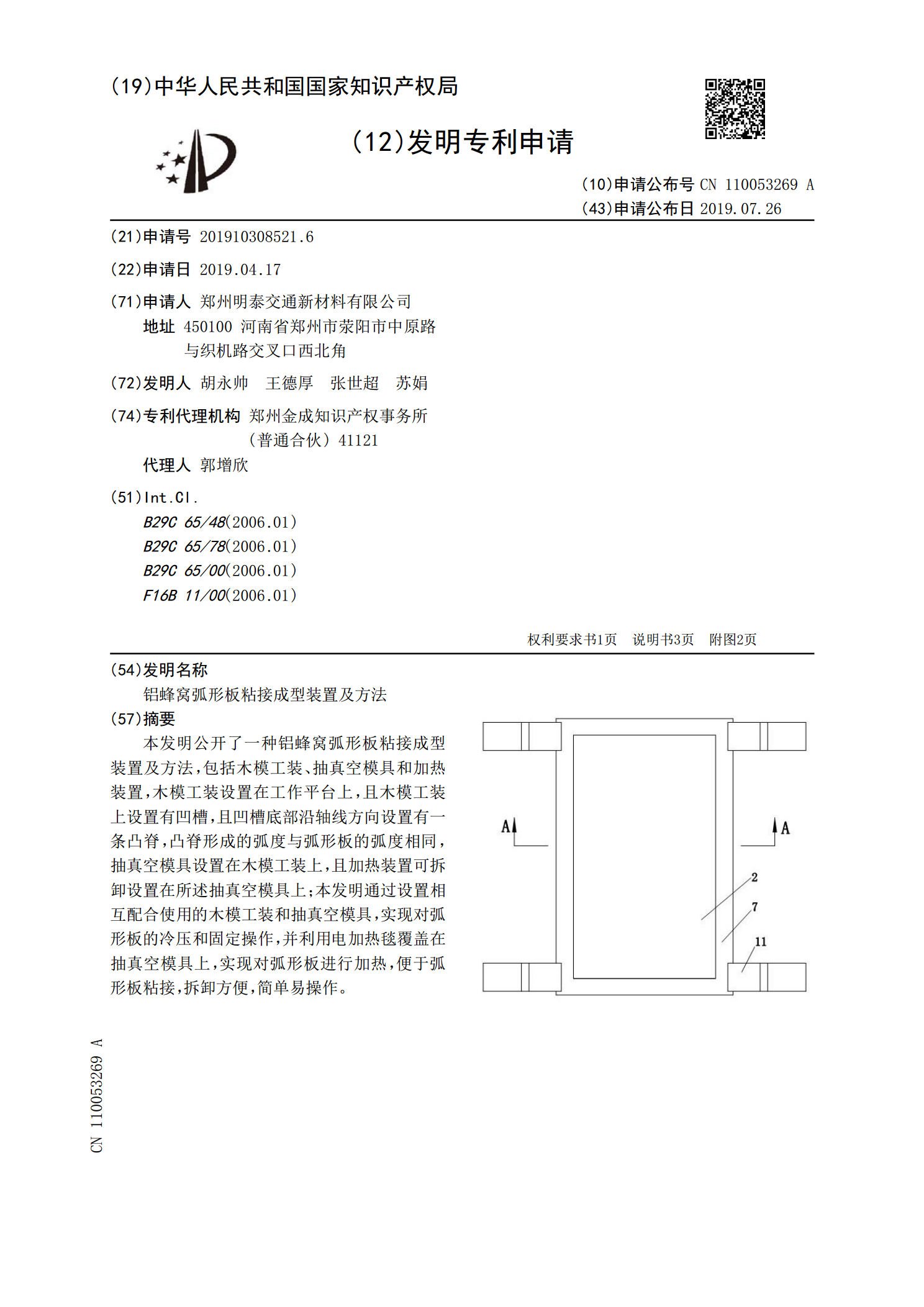
铝蜂窝弧形板粘接成型装置及方法.pdf
本发明公开了一种铝蜂窝弧形板粘接成型装置及方法,包括木模工装、抽真空模具和加热装置,木模工装设置在工作平台上,且木模工装上设置有凹槽,且凹槽底部沿轴线方向设置有一条凸脊,凸脊形成的弧度与弧形板的弧度相同,抽真空模具设置在木模工装上,且加热装置可拆卸设置在所述抽真空模具上;本发明通过设置相互配合使用的木模工装和抽真空模具,实现对弧形板的冷压和固定操作,并利用电加热毯覆盖在抽真空模具上,实现对弧形板进行加热,便于弧形板粘接,拆卸方便,简单易操作。
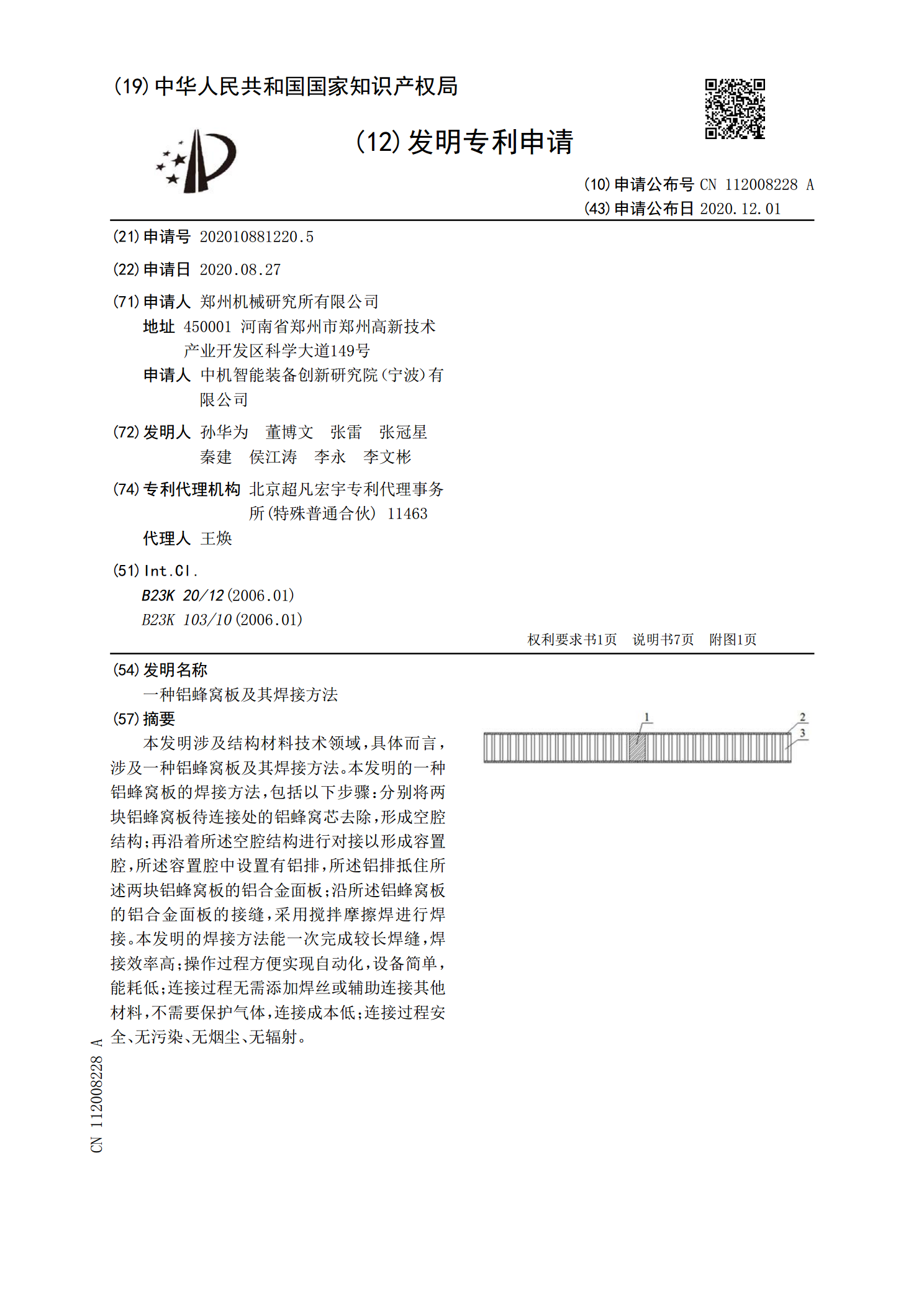
一种铝蜂窝板及其焊接方法.pdf
本发明涉及结构材料技术领域,具体而言,涉及一种铝蜂窝板及其焊接方法。本发明的一种铝蜂窝板的焊接方法,包括以下步骤:分别将两块铝蜂窝板待连接处的铝蜂窝芯去除,形成空腔结构;再沿着所述空腔结构进行对接以形成容置腔,所述容置腔中设置有铝排,所述铝排抵住所述两块铝蜂窝板的铝合金面板;沿所述铝蜂窝板的铝合金面板的接缝,采用搅拌摩擦焊进行焊接。本发明的焊接方法能一次完成较长焊缝,焊接效率高;操作过程方便实现自动化,设备简单,能耗低;连接过程无需添加焊丝或辅助连接其他材料,不需要保护气体,连接成本低;连接过程安全、无污