
一种用于热压烧结的碳碳复合材料圈及其制备方法.pdf

小琛****82

1/9

2/9
3/9
4/9
5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于热压烧结的碳碳复合材料圈及其制备方法.pdf
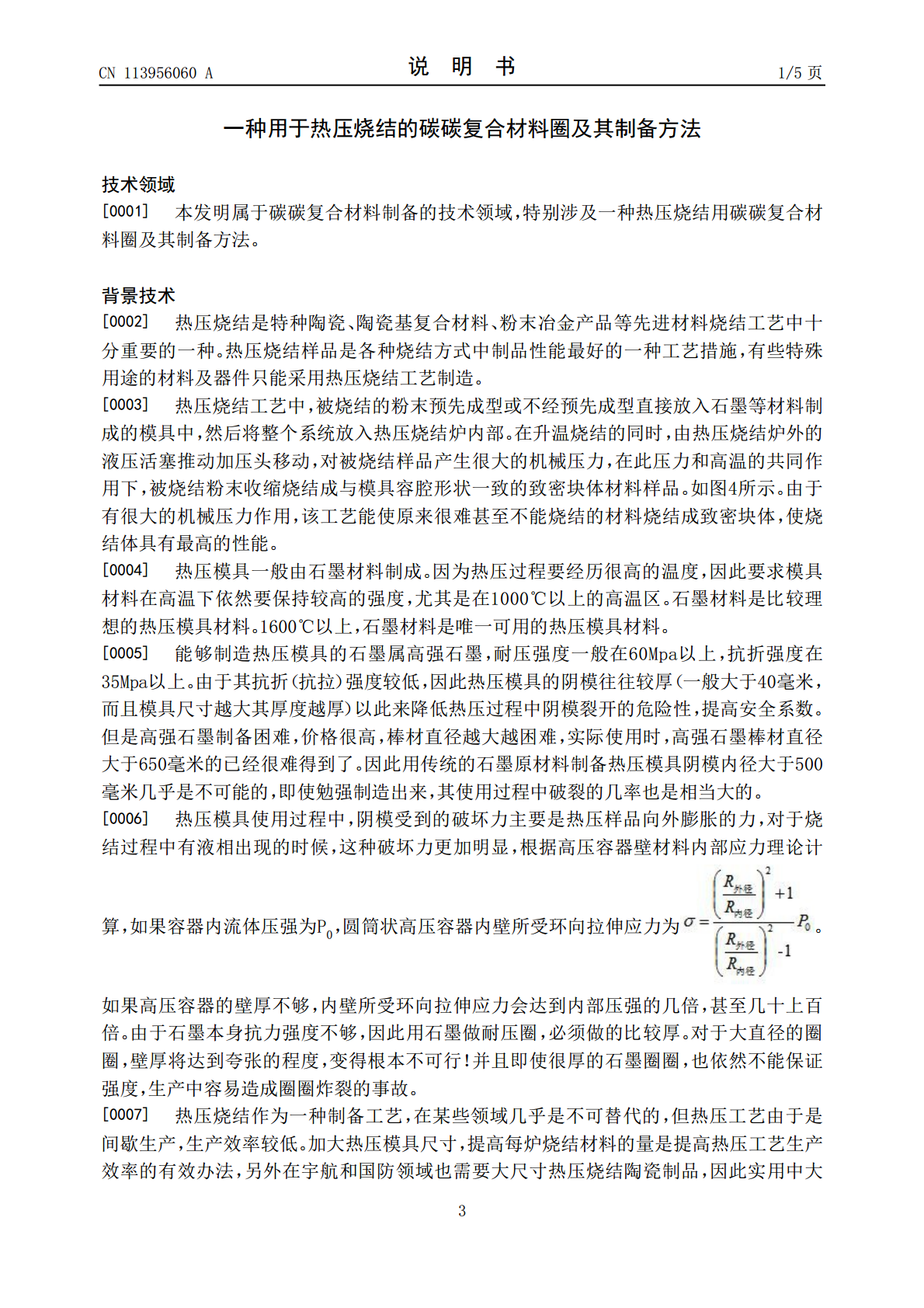
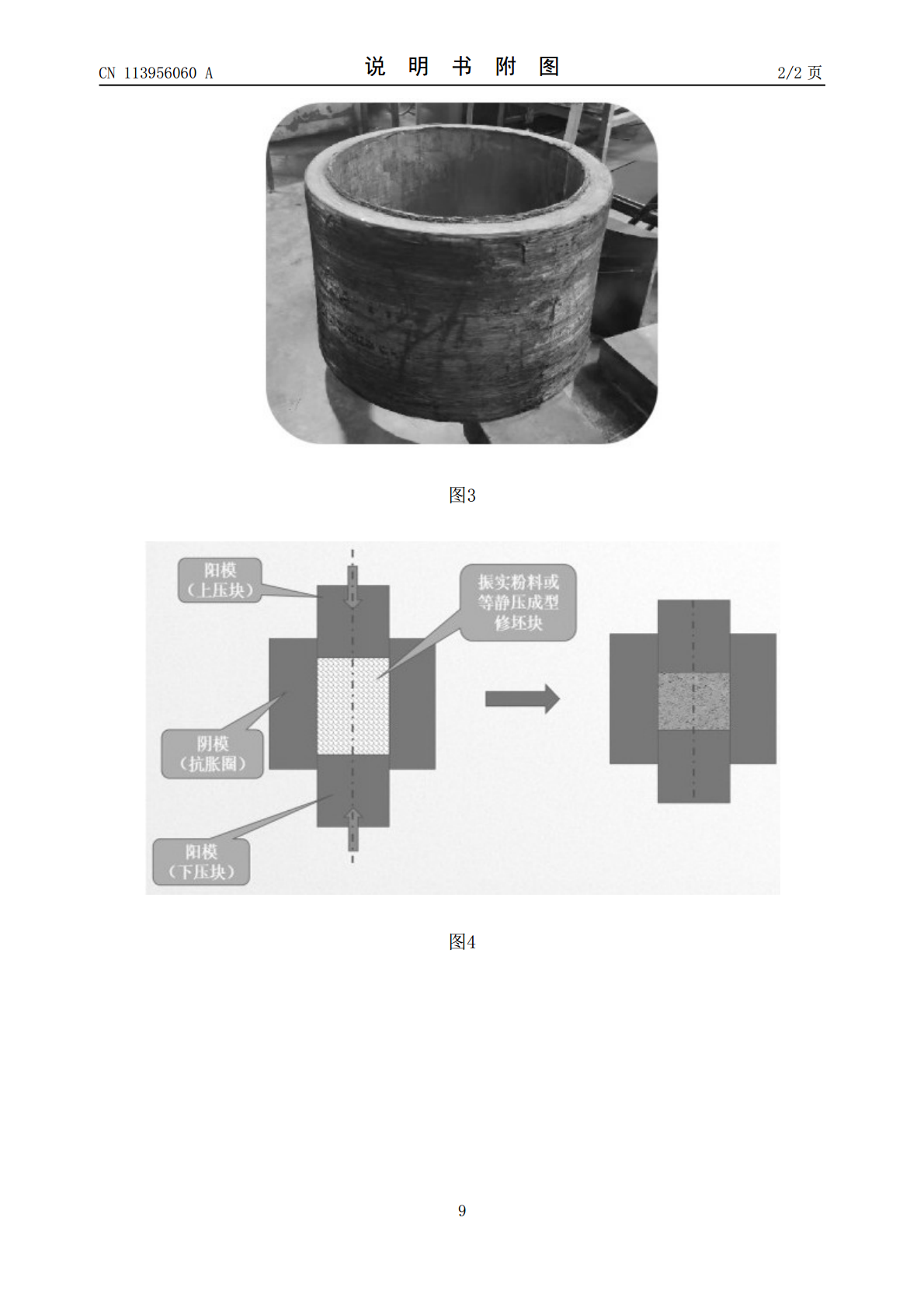
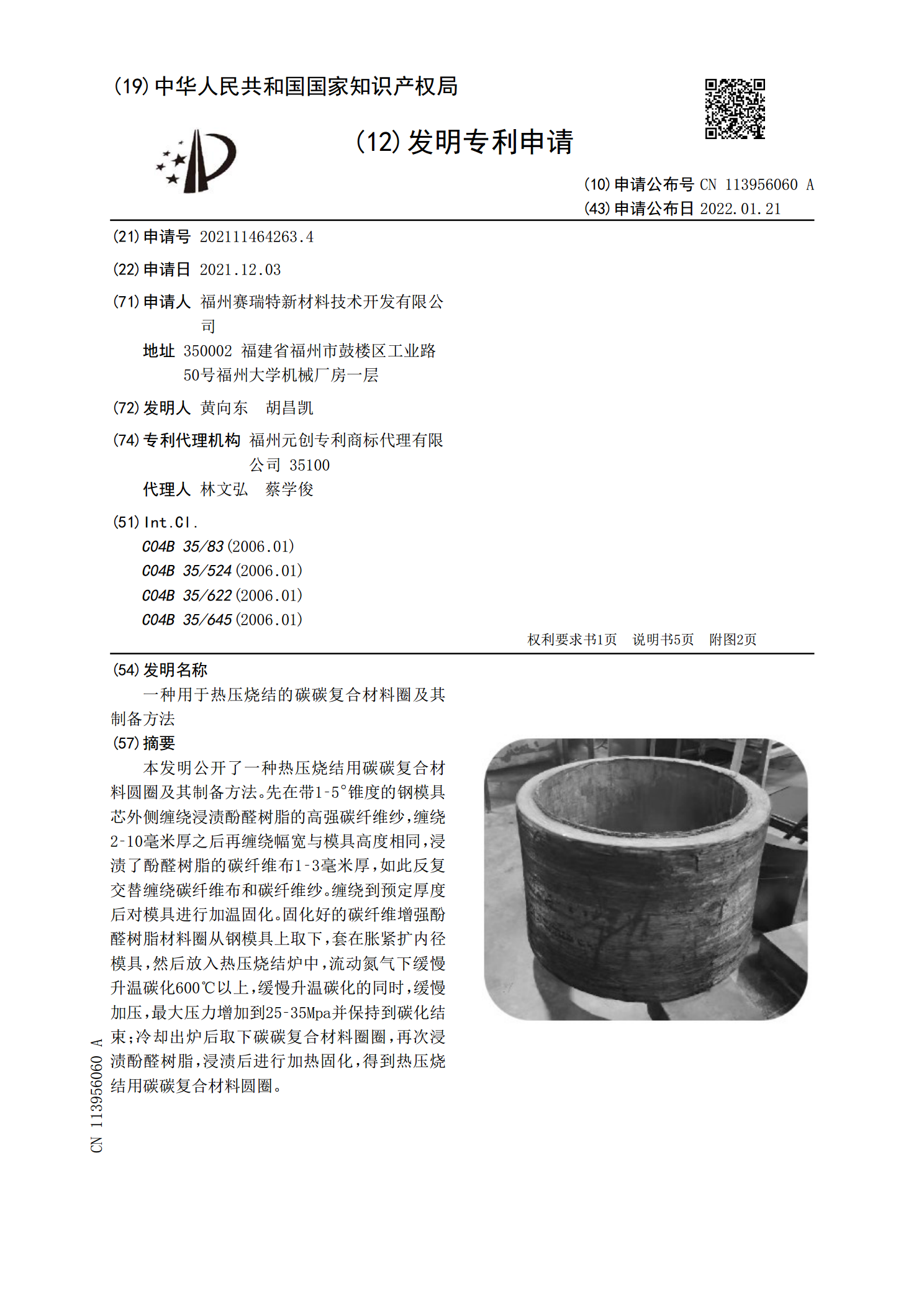
本发明公开了一种热压烧结用碳碳复合材料圆圈及其制备方法。先在带1‑5°锥度的钢模具芯外侧缠绕浸渍酚醛树脂的高强碳纤维纱,缠绕2‑10毫米厚之后再缠绕幅宽与模具高度相同,浸渍了酚醛树脂的碳纤维布1‑3毫米厚,如此反复交替缠绕碳纤维布和碳纤维纱。缠绕到预定厚度后对模具进行加温固化。固化好的碳纤维增强酚醛树脂材料圈从钢模具上取下,套在胀紧扩内径模具,然后放入热压烧结炉中,流动氮气下缓慢升温碳化600℃以上,缓慢升温碳化的同时,缓慢加压,最大压力增加到25‑35Mpa并保持到碳化结束;冷却出炉后取下碳碳复合材料圈
一种碳/碳复合材料蜂窝及其制备方法.pdf
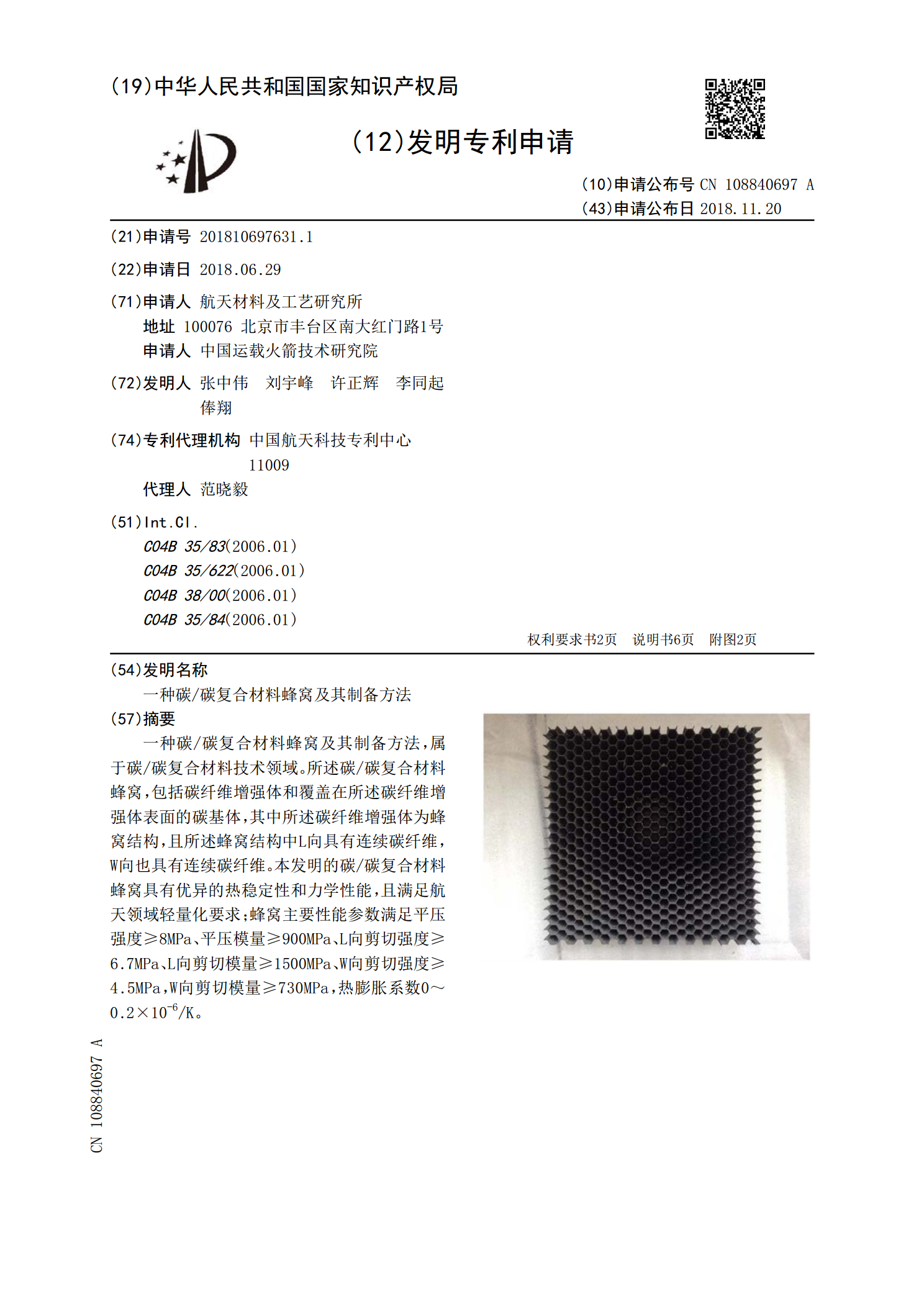
一种碳/碳复合材料蜂窝及其制备方法,属于碳/碳复合材料技术领域。所述碳/碳复合材料蜂窝,包括碳纤维增强体和覆盖在所述碳纤维增强体表面的碳基体,其中所述碳纤维增强体为蜂窝结构,且所述蜂窝结构中L向具有连续碳纤维,W向也具有连续碳纤维。本发明的碳/碳复合材料蜂窝具有优异的热稳定性和力学性能,且满足航天领域轻量化要求;蜂窝主要性能参数满足平压强度≥8MPa、平压模量≥900MPa、L向剪切强度≥6.7MPa、L向剪切模量≥1500MPa、W向剪切强度≥4.5MPa,W向剪切模量≥730MPa,热膨胀系数0~0.

碳-碳复合材料导轨及其制备方法.pdf
一种用于飞机刹车机轮的碳-碳复合材料导轨及其制备方法。所述导轨用碳-碳复合材料制成,其横截面为U形或V直槽形或V形。本发明通过浸渍和化学气相沉积的复合工艺,或者通过化学气相沉积法制备所述碳-碳复合材料导轨。本发明具有重量轻、高温不软化变形等优点,作为机轮导轨使用,既可避免钢导轨腐蚀、变形、裂纹以及导轨变形带来的动盘卡滞问题,又能够使动盘键槽不用装钢夹子,消除了铆钉断裂、钢夹子脱落的不安全隐患。本发明用于刹车壳体,取代刹车壳体上的凸键与静盘键槽配合,从根本上解决静盘键槽侧面异常磨损问题。
一种用于制作摩擦材料的新型碳碳复合材料及其制备方法.pdf
本发明涉及一种用于制作摩擦材料的新型碳碳复合材料及其制备方法,属于材料技术领域,尤其是属于碳素材料技术领域。本发明采用多孔活性炭和石墨粉为原料,其中石墨粉要求将其碾磨成粒度极细粉末。将原料倒入混捏锅中预热一段时间以后向其中加入中温沥青或液体沥青作为粘结剂,在60~90℃下混捏一段时间后导入模具中成型,送入石墨化炉进行石墨化处理,制得新型碳碳复合材料。这种新型复合材料在一定压力条件下压缩后可回弹,反弹率随压力大小而变化。由于其内部存在大量空隙,可用于制作摩擦材料,使其具备弹性,提升了可压缩性,减少损耗和噪音
用于碳/碳复合材料的超高温抗氧化涂层及其制备方法.pdf
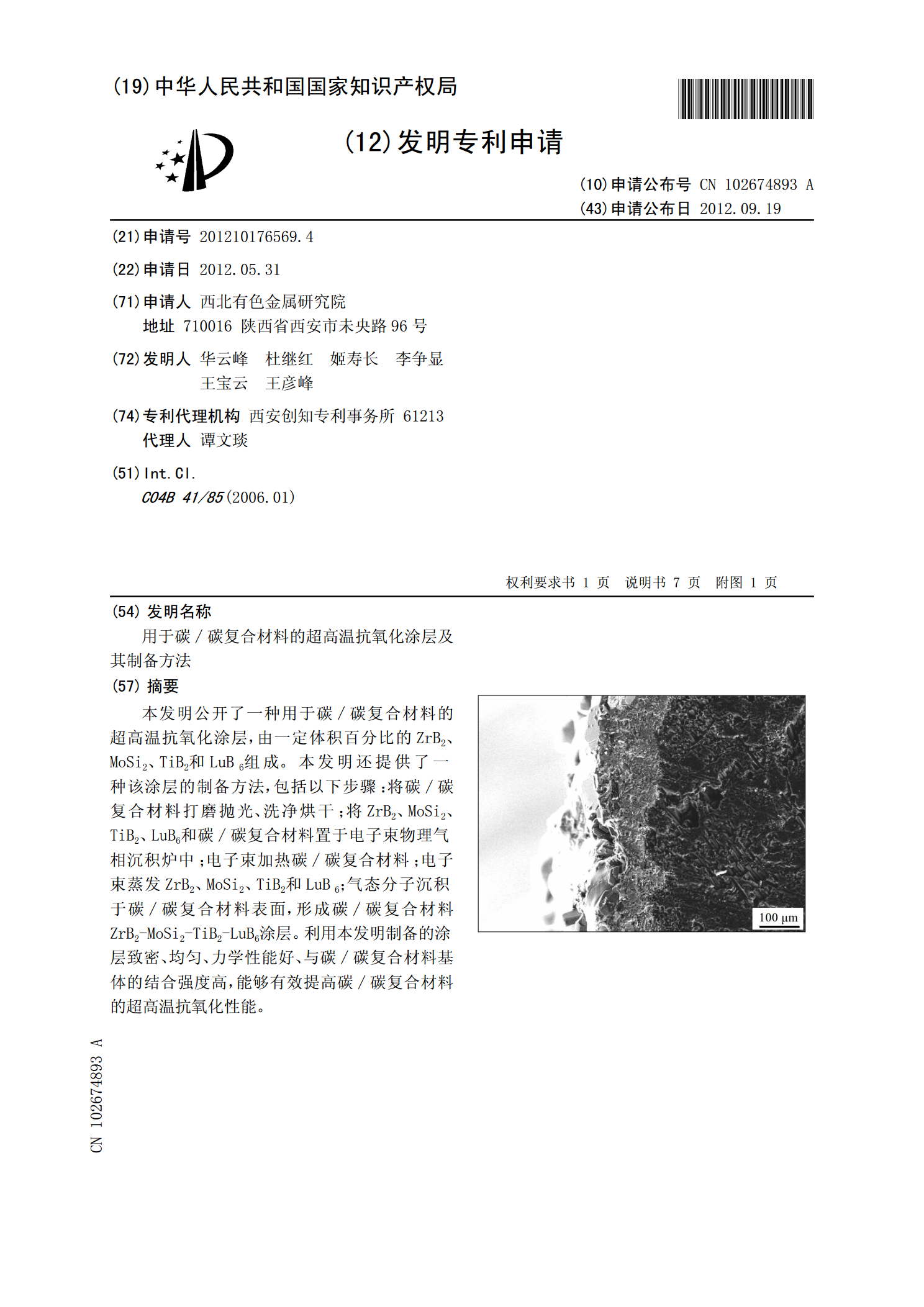
本发明公开了一种用于碳/碳复合材料的超高温抗氧化涂层,由一定体积百分比的ZrB2、MoSi2、TiB2和LuB6组成。本发明还提供了一种该涂层的制备方法,包括以下步骤:将碳/碳复合材料打磨抛光、洗净烘干;将ZrB2、MoSi2、TiB2、LuB6和碳/碳复合材料置于电子束物理气相沉积炉中;电子束加热碳/碳复合材料;电子束蒸发ZrB2、MoSi2、TiB2和LuB6;气态分子沉积于碳/碳复合材料表面,形成碳/碳复合材料ZrB2-MoSi2-TiB2-LuB6涂层。利用本发明制备的涂层致密、均匀、力学性能好、