
碳-碳复合材料导轨及其制备方法.pdf

如灵****姐姐


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

碳-碳复合材料导轨及其制备方法.pdf
一种用于飞机刹车机轮的碳-碳复合材料导轨及其制备方法。所述导轨用碳-碳复合材料制成,其横截面为U形或V直槽形或V形。本发明通过浸渍和化学气相沉积的复合工艺,或者通过化学气相沉积法制备所述碳-碳复合材料导轨。本发明具有重量轻、高温不软化变形等优点,作为机轮导轨使用,既可避免钢导轨腐蚀、变形、裂纹以及导轨变形带来的动盘卡滞问题,又能够使动盘键槽不用装钢夹子,消除了铆钉断裂、钢夹子脱落的不安全隐患。本发明用于刹车壳体,取代刹车壳体上的凸键与静盘键槽配合,从根本上解决静盘键槽侧面异常磨损问题。
一种碳/碳复合材料蜂窝及其制备方法.pdf
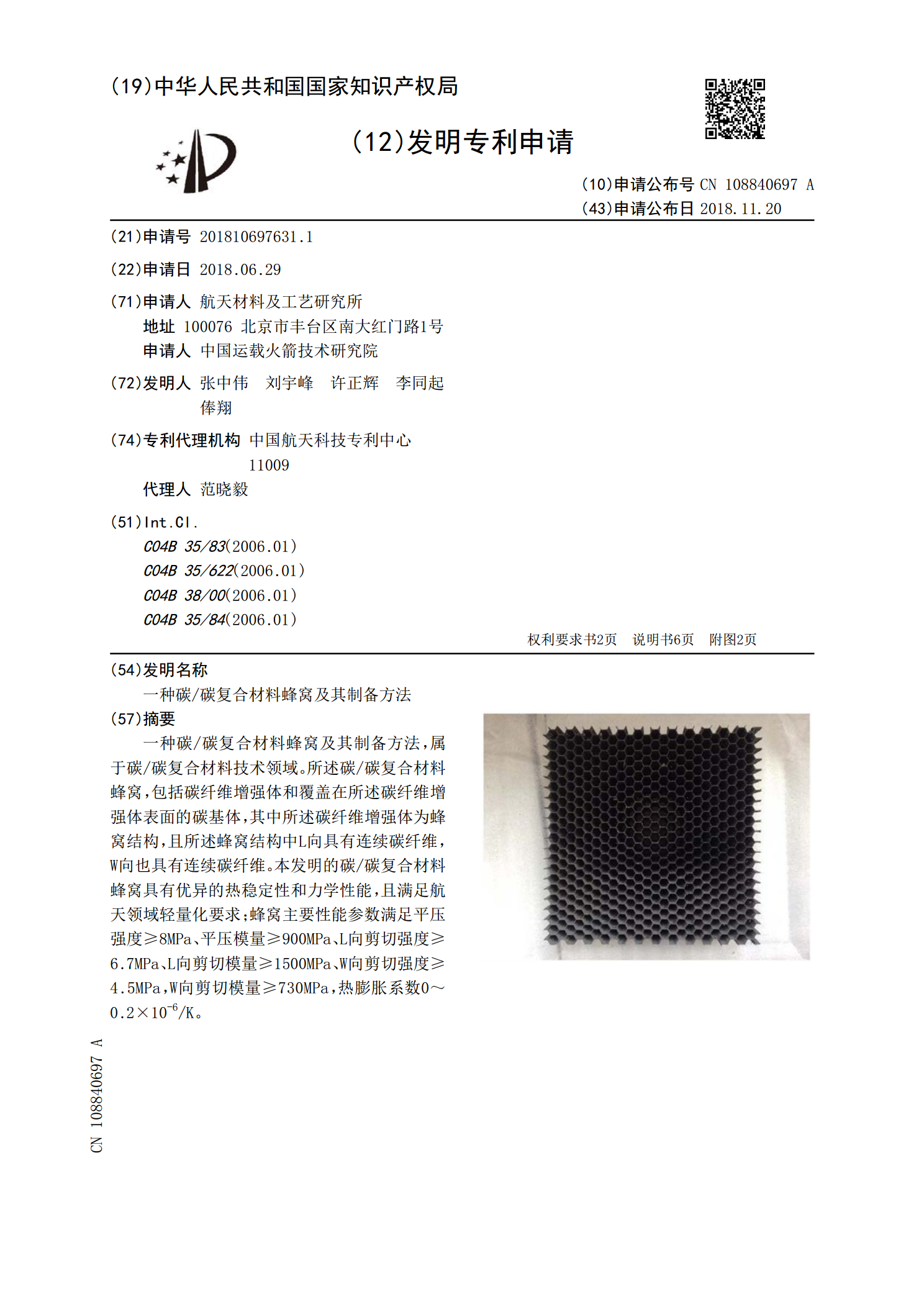
一种碳/碳复合材料蜂窝及其制备方法,属于碳/碳复合材料技术领域。所述碳/碳复合材料蜂窝,包括碳纤维增强体和覆盖在所述碳纤维增强体表面的碳基体,其中所述碳纤维增强体为蜂窝结构,且所述蜂窝结构中L向具有连续碳纤维,W向也具有连续碳纤维。本发明的碳/碳复合材料蜂窝具有优异的热稳定性和力学性能,且满足航天领域轻量化要求;蜂窝主要性能参数满足平压强度≥8MPa、平压模量≥900MPa、L向剪切强度≥6.7MPa、L向剪切模量≥1500MPa、W向剪切强度≥4.5MPa,W向剪切模量≥730MPa,热膨胀系数0~0.

碳碳复合材料的制备方法.ppt
碳碳复合材料的制备4.1复合材料的基本概念和性能4.2树脂基复合材料的制备方法4.3金属基复合材料的制备方法4.4陶瓷基复合材料的制备方法4.5碳/碳复合材料的制备方法碳/碳复合材料是由碳纤维或各种碳织物增强碳,或石墨化的脂碳(沥青)以及化学气相沉积(CVD)碳所形成的复合材料,是具有特殊性能的新型工程材料。碳/碳复合材料由三种不同组分构成,即树脂碳、碳纤维和热解碳。由于它几乎完全是由元素碳组成,故能承受极高的温度和极大的加热速率。2.碳/碳复合材料的发展碳/碳复合材料还具有优异的耐磨擦性能和高的热导率,

45 碳碳复合材料的制备方法.ppt
第四章复合材料的制备4.1复合材料的基本概念和性能4.2树脂基复合材料的制备方法4.3金属基复合材料的制备方法4.4陶瓷基复合材料的制备方法4.5碳/碳复合材料的制备方法碳/碳复合材料是由碳纤维或各种碳织物增强碳,或石墨化的脂碳(沥青)以及化学气相沉积(CVD)碳所形成的复合材料,是具有特殊性能的新型工程材料。碳/碳复合材料由三种不同组分构成,即树脂碳、碳纤维和热解碳。由于它几乎完全是由元素碳组成,故能承受极高的温度和极大的加热速率。2.碳/碳复合材料的发展碳/碳复合材料还具有优异的耐磨擦性能和高的热导率
碳/碳复合材料坩埚及其制备方法、晶体生长设备.pdf
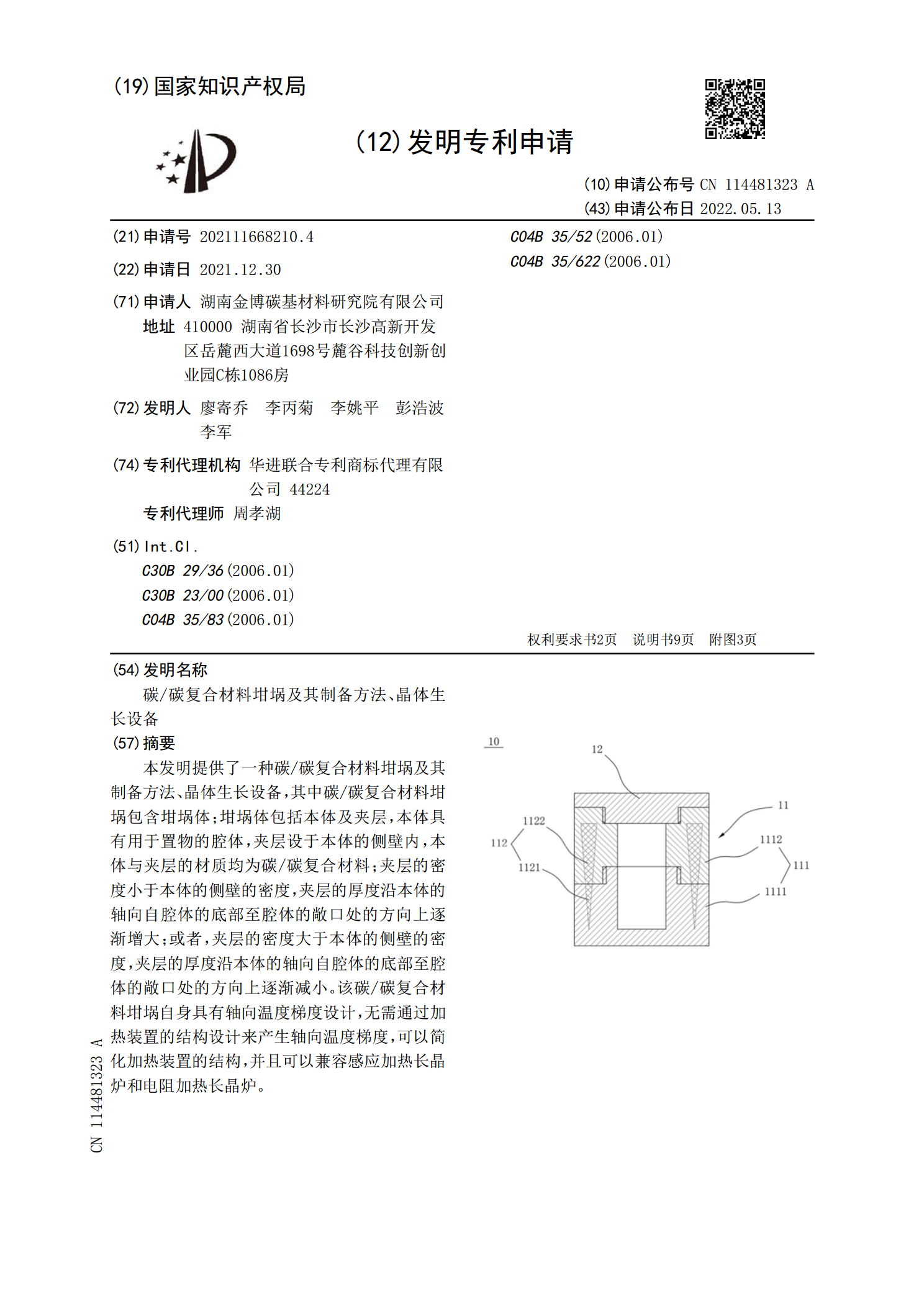
本发明提供了一种碳/碳复合材料坩埚及其制备方法、晶体生长设备,其中碳/碳复合材料坩埚包含坩埚体;坩埚体包括本体及夹层,本体具有用于置物的腔体,夹层设于本体的侧壁内,本体与夹层的材质均为碳/碳复合材料;夹层的密度小于本体的侧壁的密度,夹层的厚度沿本体的轴向自腔体的底部至腔体的敞口处的方向上逐渐增大;或者,夹层的密度大于本体的侧壁的密度,夹层的厚度沿本体的轴向自腔体的底部至腔体的敞口处的方向上逐渐减小。该碳/碳复合材料坩埚自身具有轴向温度梯度设计,无需通过加热装置的结构设计来产生轴向温度梯度,可以简化加热装置