
一种中碳低合金钢轴锻件的热处理方法.pdf

傲丝****账号


1/8

2/8

3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中碳低合金钢轴锻件的热处理方法.pdf
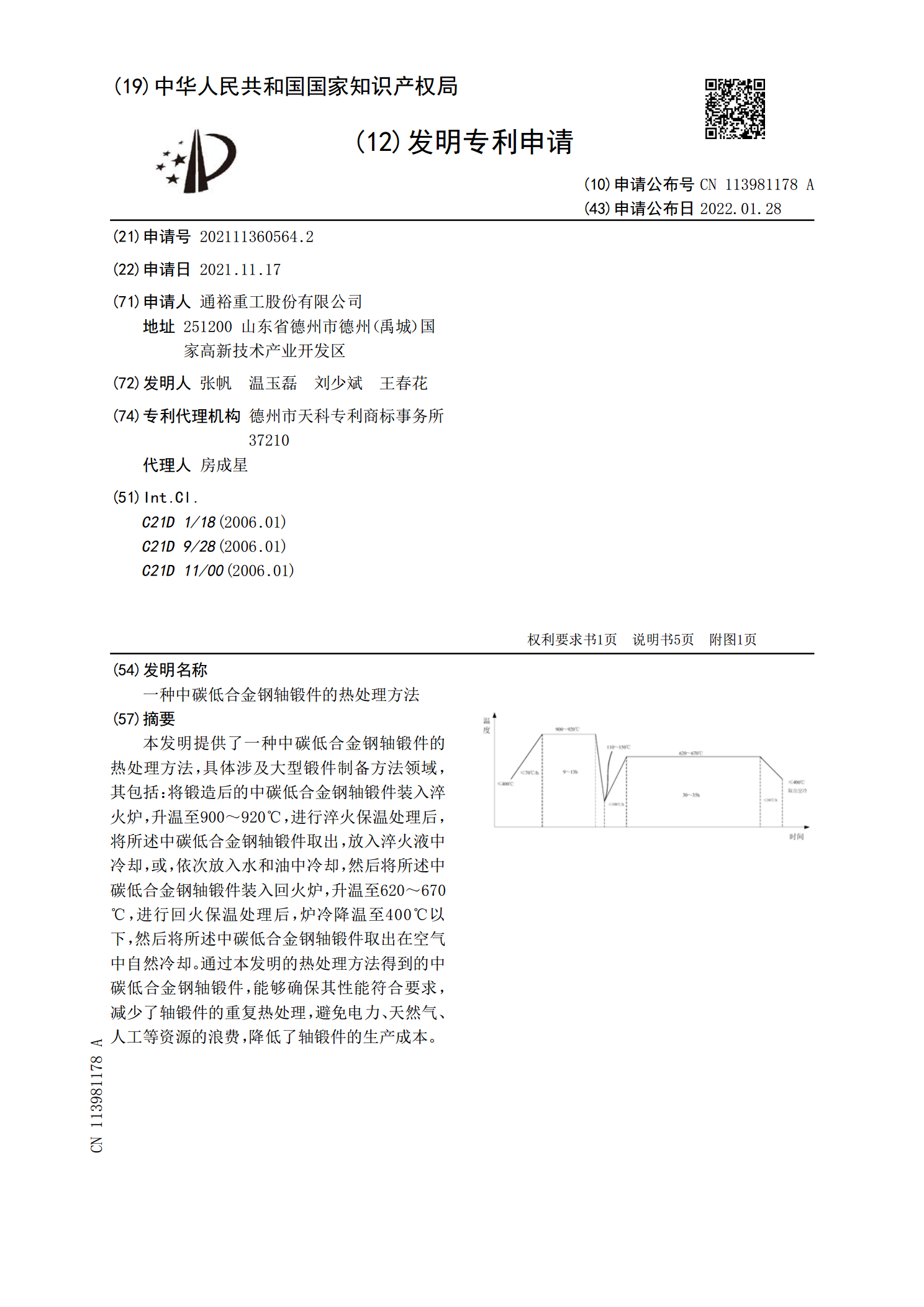
本发明提供了一种中碳低合金钢轴锻件的热处理方法,具体涉及大型锻件制备方法领域,其包括:将锻造后的中碳低合金钢轴锻件装入淬火炉,升温至900~920℃,进行淬火保温处理后,将所述中碳低合金钢轴锻件取出,放入淬火液中冷却,或,依次放入水和油中冷却,然后将所述中碳低合金钢轴锻件装入回火炉,升温至620~670℃,进行回火保温处理后,炉冷降温至400℃以下,然后将所述中碳低合金钢轴锻件取出在空气中自然冷却。通过本发明的热处理方法得到的中碳低合金钢轴锻件,能够确保其性能符合要求,减少了轴锻件的重复热处理,避免电力、
一种能提高碳锰钢螺旋桨轴锻件机械性能的热处理方法.pdf
本发明涉及一种能提高碳锰钢螺旋桨轴锻件机械性能的热处理方法,先将熔炼分析化学成分符合要求的碳锰钢螺旋桨轴锻件加热到600~650℃保温,再升温至840~860℃均温后保温,出炉用水冷、空气冷、再水冷、油冷的冷却方式淬火冷却;回火,先加热到300~350℃保温,再升温至550~570℃均温后保温;保温结束后随炉冷却至400℃后,出炉空气冷得高机械性能的碳锰钢螺旋桨轴锻件。本发明采用加热、淬火冷却、回火的热处理方式,经本发明热处理的碳锰钢螺旋桨轴锻件抗拉强度751~817MPa,‑10℃低温冲击韧性27~62

一种中碳低合金钢铁路车轮的热处理方法.pdf
本发明提供了一种中碳低合金钢铁路车轮的热处理方法,包括将轧制、缓冷后的铁路车轮840~860℃淬火加热、出炉喷水冷却、500±10℃回火、890~910℃工频感应加热、压缩空气冷却工序,其目的是使车轮在保持原有力学性能的基础上,显著降低踏面近表层异常组织区深度,或完全消除异常组织层,以改善车轮的使用性能,降低切削加工成本。

一种大型中、低碳钢轴锻件表面淬火热处理的方法.pdf
本发明公开了一种大型中、低碳钢轴锻件表面淬火热处理的方法,属于锻件表面热处理技术领域,包括如下步骤:工件预热:在装炉前工件表面敷热电偶,冷装预热炉,随炉升温至预热温度,然后保温;转炉:预热结束后,将工件吊转至另一已经升温至预定温度的热处理炉继续加热;奥氏体化处理:翻炉至热处理炉后,控制工件表面偶温快速升温至淬火温度,略作保温处理,使得工件表面奥氏体化即可;冷却:工件吊出,迅速转移至淬火槽冷却;回火:工件在喷水结束后装炉进行回火处理。本发明,可在表面感应加热设备承载能力不足时,利用常规的热处理加热、冷却设备
高长径比轴类锻件批量热处理方法.pdf
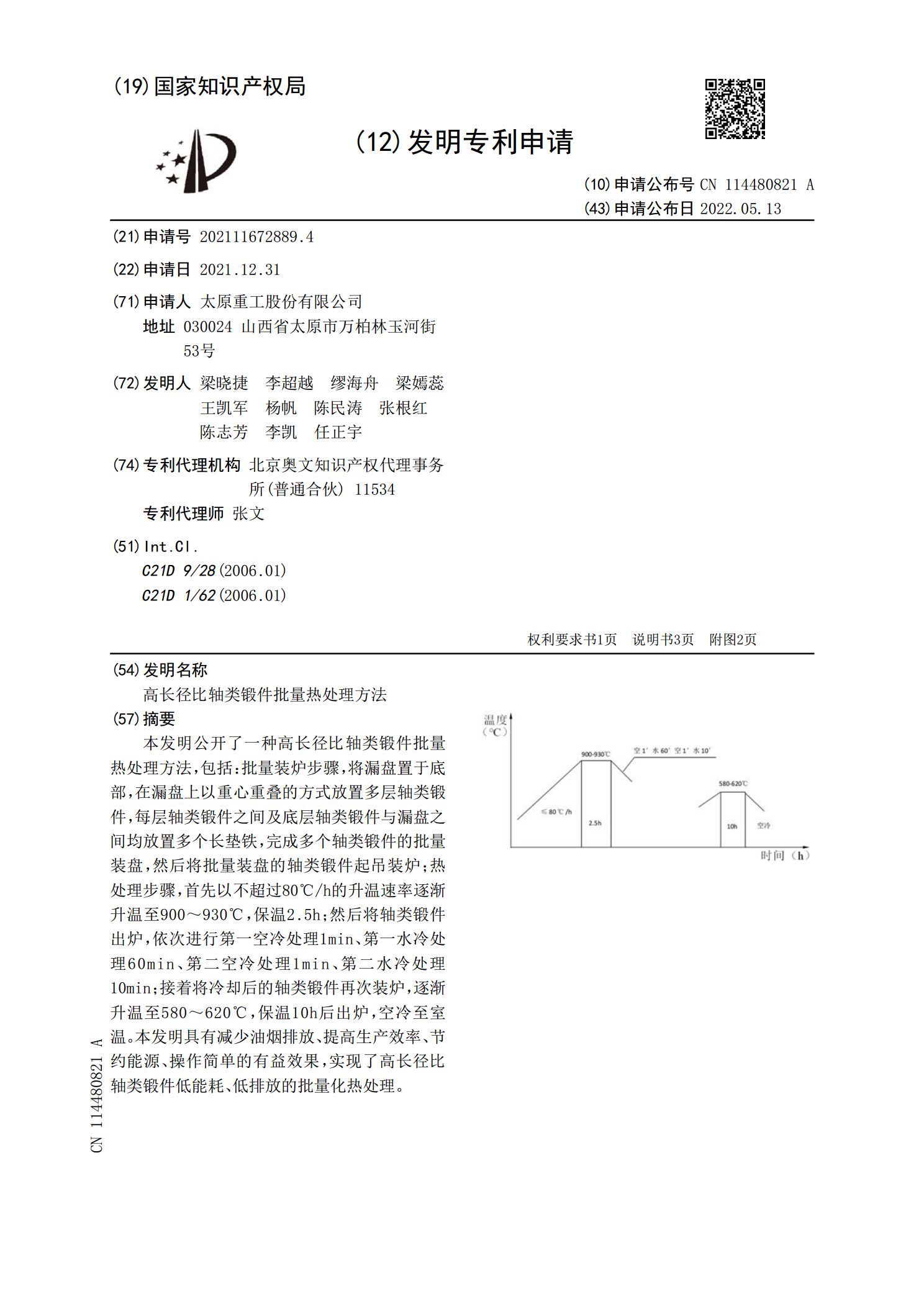
本发明公开了一种高长径比轴类锻件批量热处理方法,包括:批量装炉步骤,将漏盘置于底部,在漏盘上以重心重叠的方式放置多层轴类锻件,每层轴类锻件之间及底层轴类锻件与漏盘之间均放置多个长垫铁,完成多个轴类锻件的批量装盘,然后将批量装盘的轴类锻件起吊装炉;热处理步骤,首先以不超过80℃/h的升温速率逐渐升温至900~930℃,保温2.5h;然后将轴类锻件出炉,依次进行第一空冷处理1min、第一水冷处理60min、第二空冷处理1min、第二水冷处理10min;接着将冷却后的轴类锻件再次装炉,逐渐升温至580~620℃