
一种背压式高真空压力铸造压射装置及铸造方法.pdf

一条****88


1/9
2/9

3/9

4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种背压式高真空压力铸造压射装置及铸造方法.pdf
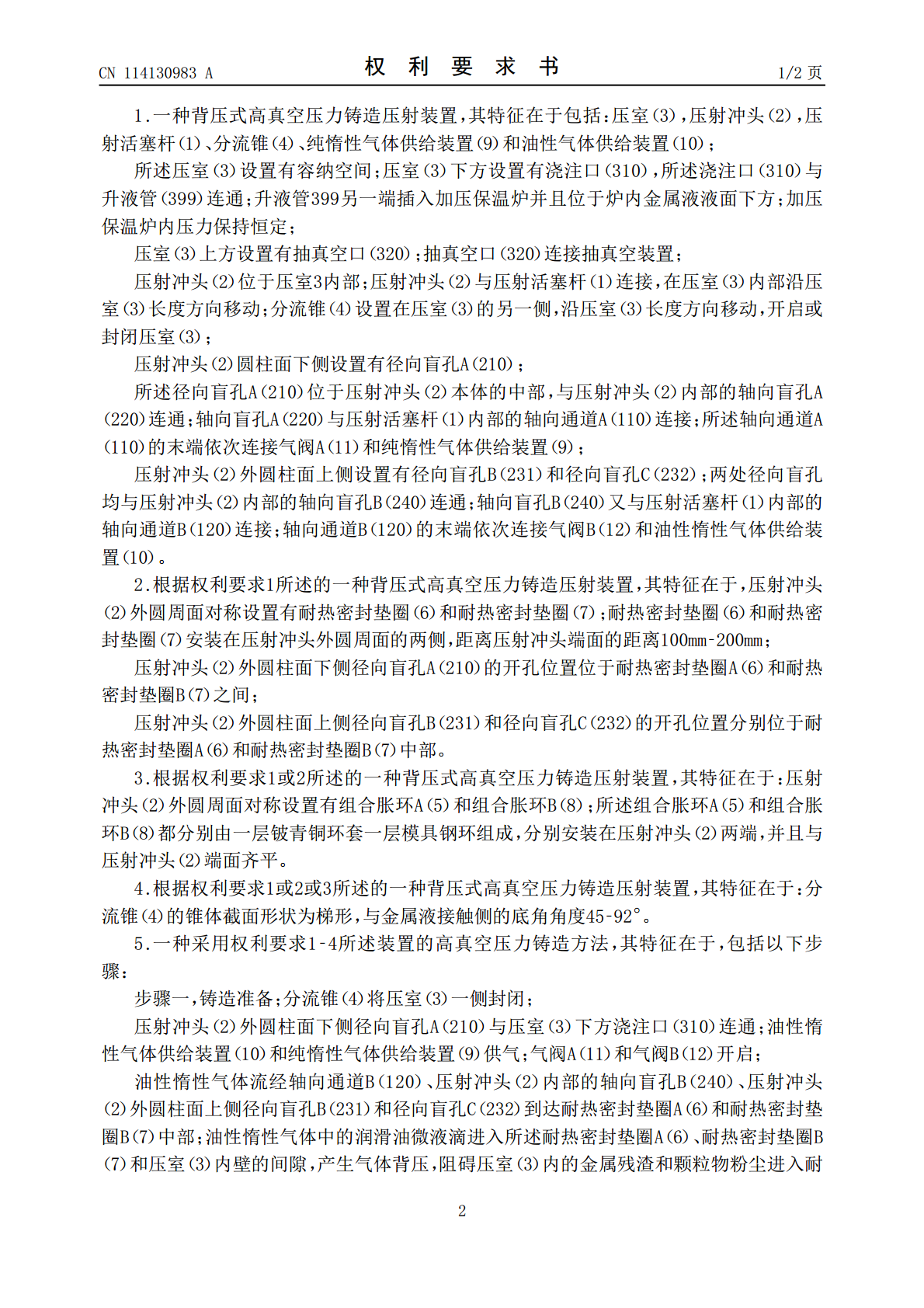
本发明公开了一种背压式高真空压力铸造压射装置及铸造方法,其特征在于包括:压室,压射冲头,压射活塞杆、分流锥、纯惰性气体供给装置和油性气体供给装置;通过产生气体背压,一方面阻止金属液进入压射冲头和压室内壁的间隙中;另一方面形成背压气室,将升液管中的金属液与压室和压射冲头分隔,避免高温金属液与压室和压射冲头长时间直接接触。本发明旨在高真空压力铸造过程中,同时实现压室内部良好密封性和压射冲头的灵活通过性,延长密封元件寿命;并且,在连续铸造过程中,加压保温炉内压力保持恒定,无需频繁增压和泄压。

压模铸造设备和压模铸造方法.pdf
公开了压模铸造设备和压模铸造方法。在压模铸造设备(30)中,在电磁泵(40)馈送熔融金属(5)期间,熔融金属料位传感器(51)反复检测存储在熔融金属保持炉(50)中的熔融金属(5)的馈送期间的料位;控制单元(31)基于反复检测的熔融金属的馈送期间的料位将熔融金属馈送电压校正成馈送期间的电压,使得由电磁泵(40)馈送的熔融金属的量与规定量一致;控制单元(31)将馈送期间的电压施加于电磁泵(40),以使电磁泵(40)将熔融金属从熔融金属保持炉(50)馈送到柱塞套(2)中;并且通过注入操作执行铸造,在注入操作中
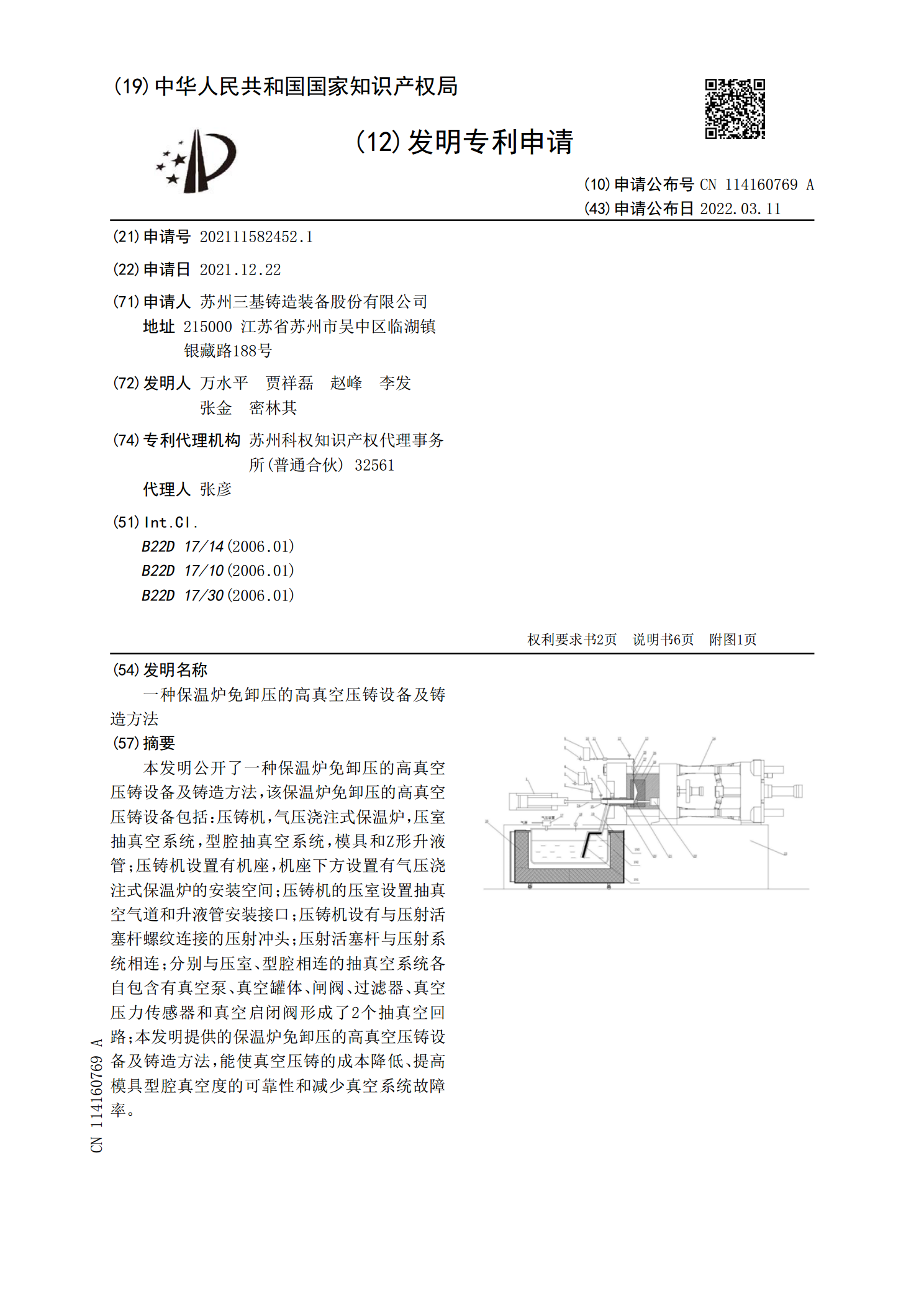
一种保温炉免卸压的高真空压铸设备及铸造方法.pdf
本发明公开了一种保温炉免卸压的高真空压铸设备及铸造方法,该保温炉免卸压的高真空压铸设备包括:压铸机,气压浇注式保温炉,压室抽真空系统,型腔抽真空系统,模具和Z形升液管;压铸机设置有机座,机座下方设置有气压浇注式保温炉的安装空间;压铸机的压室设置抽真空气道和升液管安装接口;压铸机设有与压射活塞杆螺纹连接的压射冲头;压射活塞杆与压射系统相连;分别与压室、型腔相连的抽真空系统各自包含有真空泵、真空罐体、闸阀、过滤器、真空压力传感器和真空启闭阀形成了2个抽真空回路;本发明提供的保温炉免卸压的高真空压铸设备及铸造方

翻砂铸造压模装置.pdf
本发明涉及一种翻砂铸造压模装置,其包括安装座、基板、上压模机构,上压模机构包括支架、上部气缸、压板。安装座包括下安装座和上安装座,两安装座之间形成安装振动机构和下压模机构的安装腔室,振动机构包括电机和至少两个转轴,电机固定于下安装座,并通过带轮、传动带传动连接各转轴,各转轴一端旋转定位于下安装座,另一端均设有连体的端部带有齿形面的齿盘A,基板位于上安装座上表面,且基板底部设有与各齿盘A齿形面啮合的齿盘B,齿盘A、齿盘B均活动置于上安装座设有的通孔内;下压模机构包括下部气缸、推板,下部气缸固定于下安装座并连
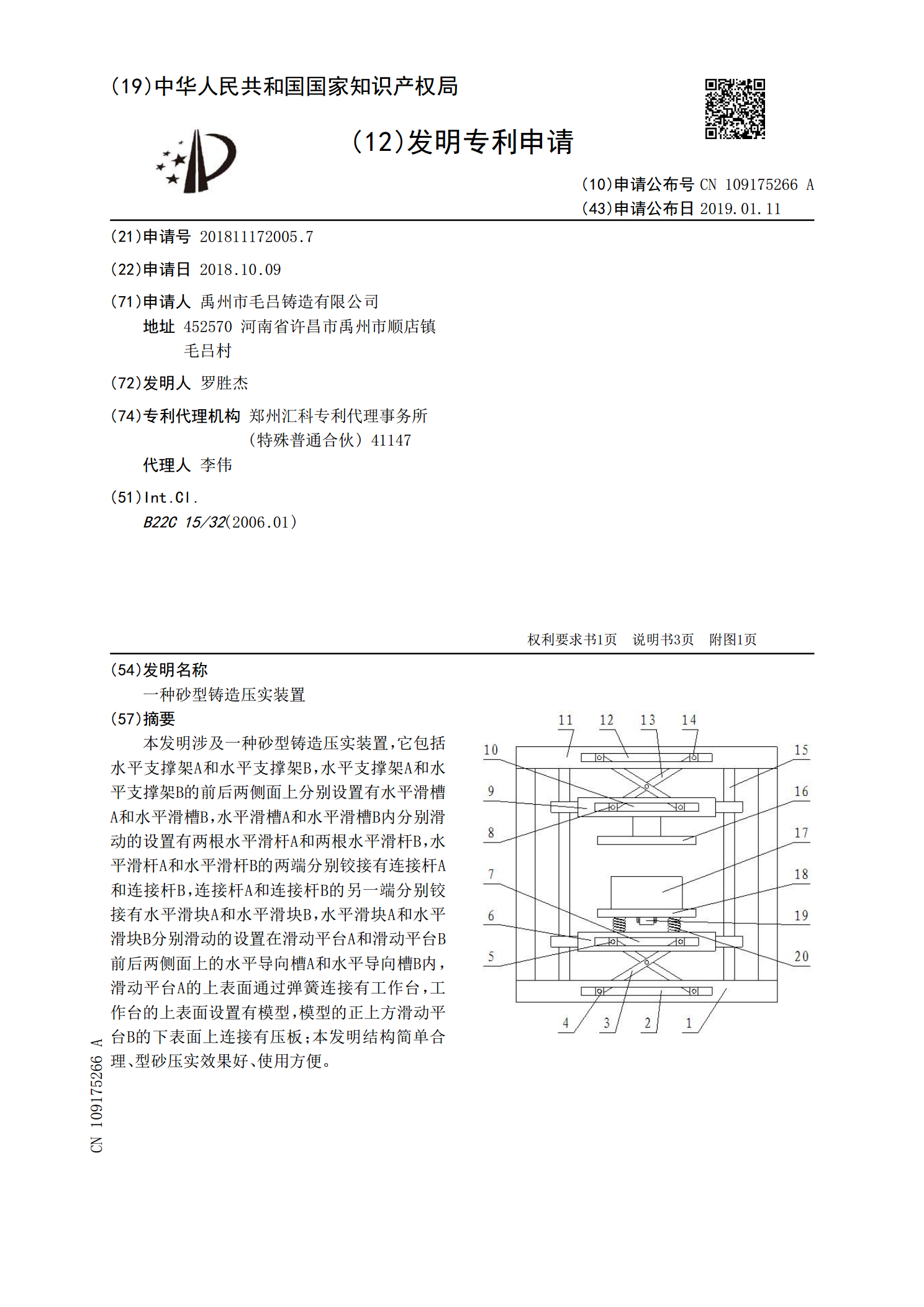
一种砂型铸造压实装置.pdf
本发明涉及一种砂型铸造压实装置,它包括水平支撑架A和水平支撑架B,水平支撑架A和水平支撑架B的前后两侧面上分别设置有水平滑槽A和水平滑槽B,水平滑槽A和水平滑槽B内分别滑动的设置有两根水平滑杆A和两根水平滑杆B,水平滑杆A和水平滑杆B的两端分别铰接有连接杆A和连接杆B,连接杆A和连接杆B的另一端分别铰接有水平滑块A和水平滑块B,水平滑块A和水平滑块B分别滑动的设置在滑动平台A和滑动平台B前后两侧面上的水平导向槽A和水平导向槽B内,滑动平台A的上表面通过弹簧连接有工作台,工作台的上表面设置有模型,模型的正上