
一种7050铝合金锻环热处理工艺.pdf

曾琪****是我

1/7
2/7

3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种7050铝合金锻环热处理工艺.pdf
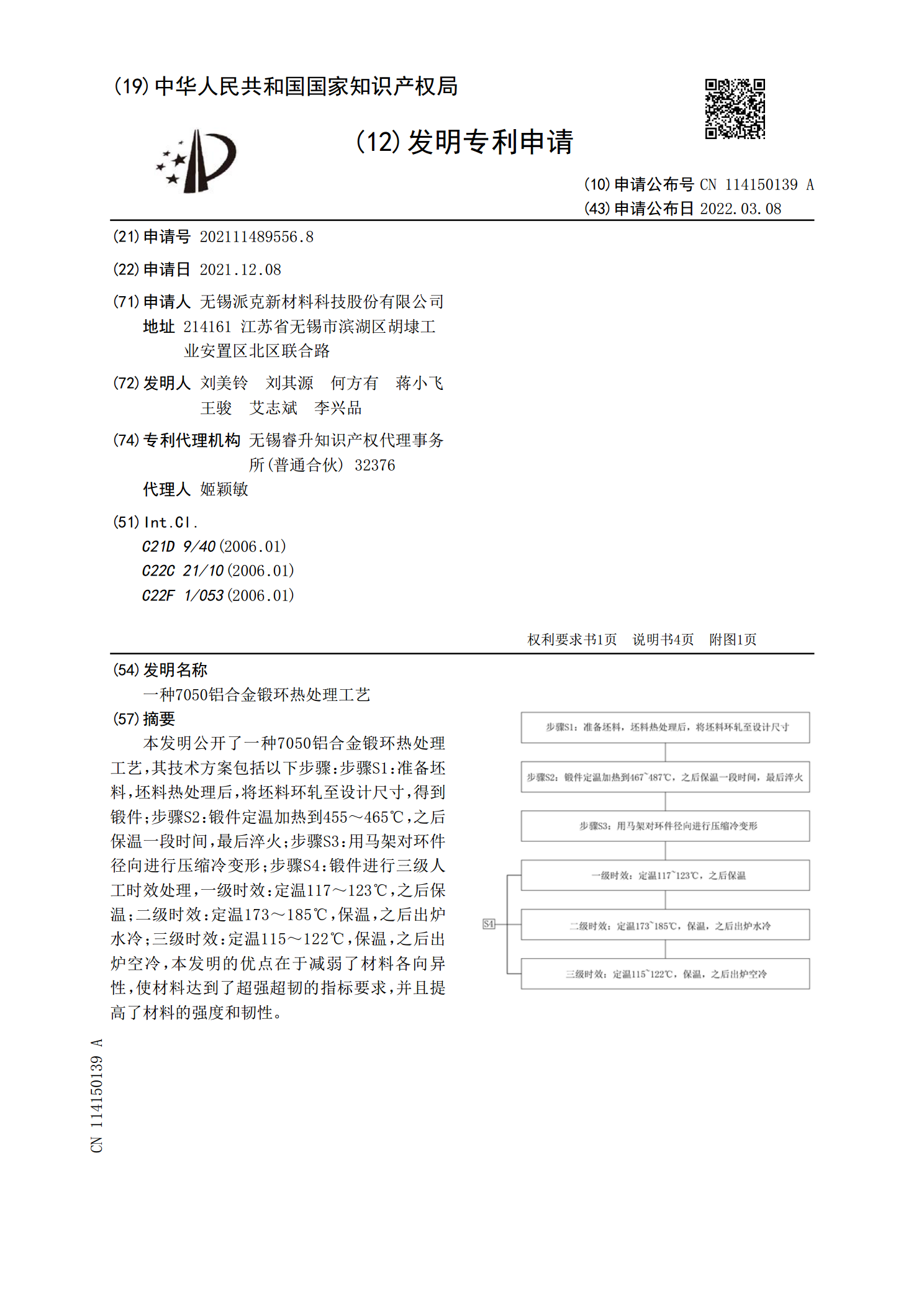
本发明公开了一种7050铝合金锻环热处理工艺,其技术方案包括以下步骤:步骤S1:准备坯料,坯料热处理后,将坯料环轧至设计尺寸,得到锻件;步骤S2:锻件定温加热到455~465℃,之后保温一段时间,最后淬火;步骤S3:用马架对环件径向进行压缩冷变形;步骤S4:锻件进行三级人工时效处理,一级时效:定温117~123℃,之后保温;二级时效:定温173~185℃,保温,之后出炉水冷;三级时效:定温115~122℃,保温,之后出炉空冷,本发明的优点在于减弱了材料各向异性,使材料达到了超强超韧的指标要求,并且提高了材

7050铝合金的热处理工艺.docx
7050铝合金的热处理工艺7050铝合金的热处理工艺摘要:7050铝合金是一种高强度铝合金,在航空航天和汽车工业中具有广泛应用。热处理是改变铝合金组织和性能的关键工艺之一。本文综述了7050铝合金的热处理工艺,包括固溶处理、时效处理和组织调控等。结合以往研究和实践经验,总结了7050铝合金热处理中的关键因素和影响因素,以及合理的热处理工艺参数。最后,展望了7050铝合金热处理工艺的研究方向和应用前景。关键词:7050铝合金;热处理工艺;固溶处理;时效处理;组织调控引言7050铝合金是一种强度高、可焊性好的

一种7050铝合金的锻造及热处理工艺方法.pdf
本发明提供了一种7050铝合金的锻造及热处理工艺方法,其能有效获得优良的力学性能。其包括以下工艺流程:(1)锻造成形:将原材料放于加热炉内加热至380℃~420℃,保温,然后进行锻造成形得到锻坯,锻造变形量控制在30%~50%,锻后所述锻坯进行空冷;(2)淬火处理:将锻坯放入已加热的热处理炉中,保温3小时,热处理炉的加热温度为470℃~480℃,出炉油冷;(3)时效处理:采用两级时效工艺,首先进行第一级时效处理,将淬火处理后的锻坯,放入加热到121℃的热处理炉中,保温3小时~6小时,然后进行第二级时效处理

再生7050铝合金热处理工艺研究.docx
再生7050铝合金热处理工艺研究摘要本文研究了再生7050铝合金的热处理工艺。通过不同的热处理工艺,包括时效处理、淬火和回火处理,探讨了再生7050铝合金的性能变化规律。结果表明,再生7050铝合金热处理能够明显提高材料的强度和硬度,同时也会带来一定的塑性损失。因此,对于不同的应用场合需要综合考虑材料的强度、硬度和塑性等因素。这项研究可为再生7050铝合金的应用提供指导。关键词:再生7050铝合金;热处理工艺;时效处理;淬火;回火。1.引言随着工业技术的不断发展,新材料的应用越来越广泛。铝合金作为一种轻质

7050高强铝合金锻件的热处理工艺.pdf
本发明公开了一种7050高强铝合金锻件的热处理工艺,固溶过程能有效去除锻件成形过程中的残余应力,但淬火过程又会在锻件表面形成较大的拉应力,这与淬火过程中较大的锻件内外温度梯度有关。按照工艺要求,在随后对锻件进行的不同变形程度的冷压缩后发现,3%的压缩量不但能消除锻件表面的应力,还能使锻件残留有非常有益的压应力,从而能够有效地抑制后续处理过程中的裂纹产生。通过研究验证了7050高强铝合金锻件热处理工艺设计的合理性,具有一定的工程参考价值。