
一种低硬度无取向硅钢冷轧钢带及其制造方法.pdf

绮兰****文章


1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低硬度无取向硅钢冷轧钢带及其制造方法.pdf
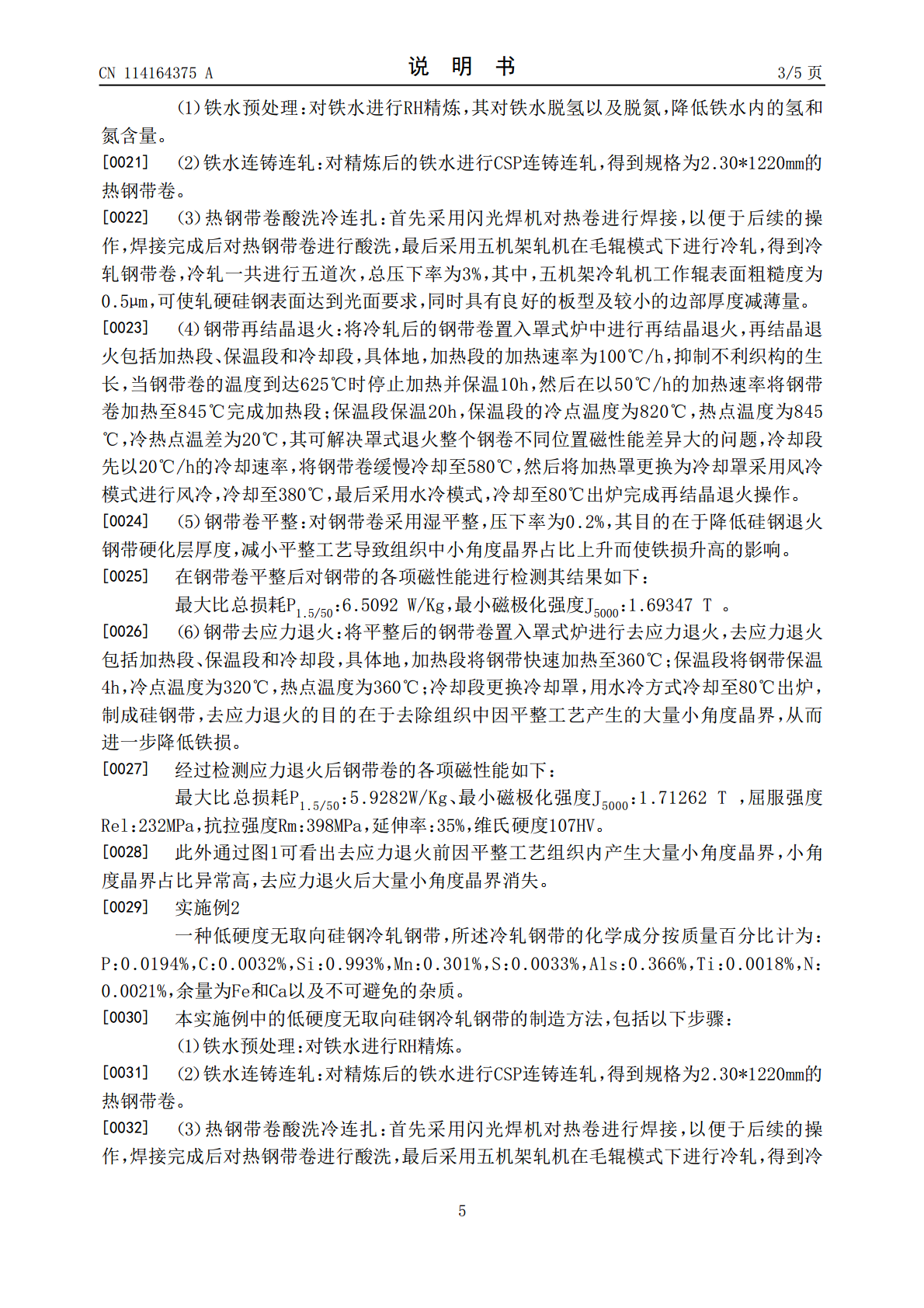
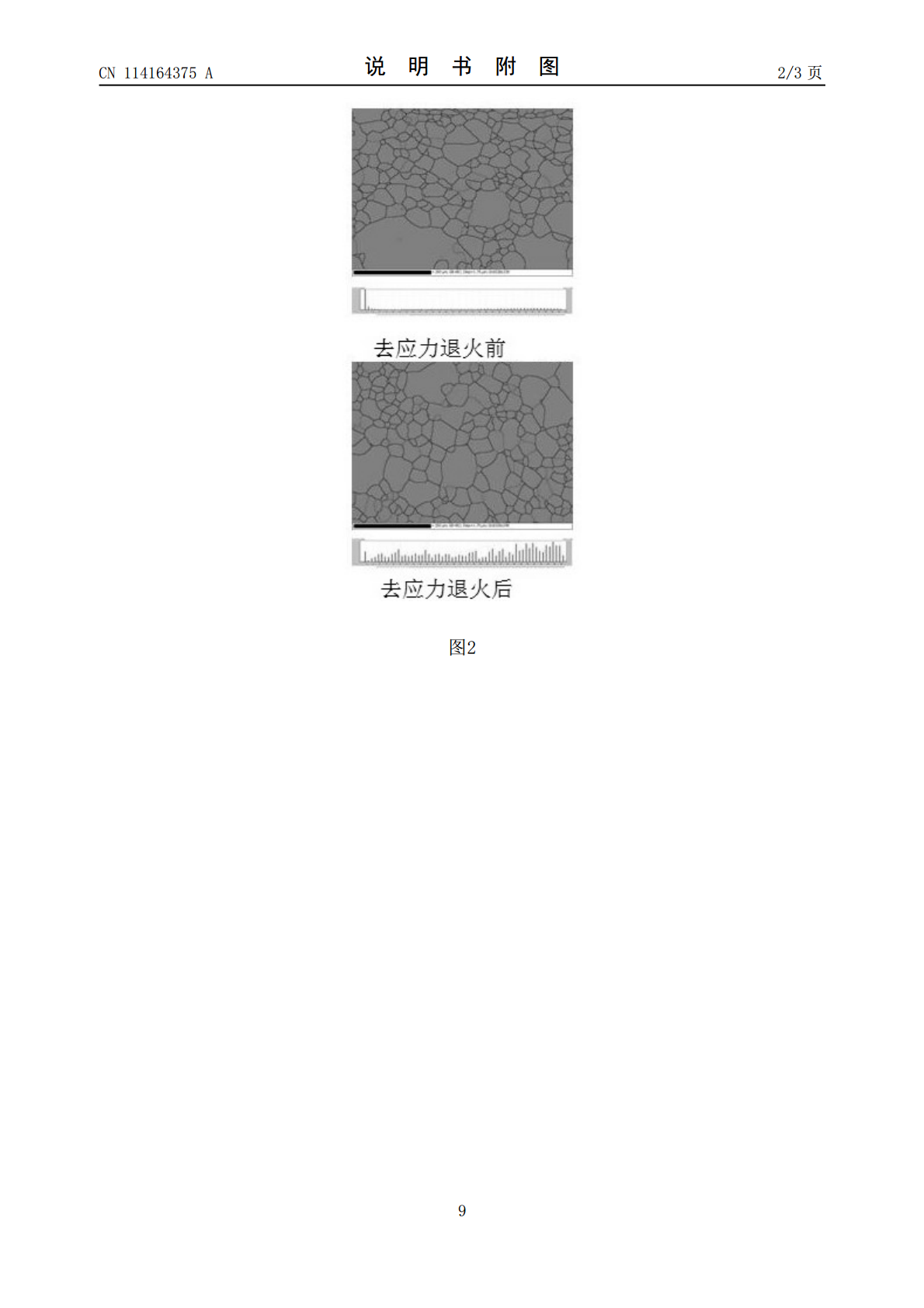
本发明提供了一种低硬度无取向硅钢冷轧钢带及其制造方法,本发明中的冷轧钢带含磷量低并利用同一罩式炉设备进行了高温再结晶退火及去应力退火,实现了低铁损、高磁感、低硬度无取向硅钢冷轧钢带的生产,实现了利用低的设备投资,生产更高牌号的无取向硅钢冷轧钢带。

冷轧晶粒取向、无取向硅钢钢带标准.docx
冷轧晶粒取向、无取向磁性钢带1、范围本标准规定了晶粒取向、无取向磁性钢带(片)的牌号、磁特性、尺寸、外形、力学性能、工艺特性和检验方法等。本标准适用于磁路结构中使用的、带有绝缘涂层的全工艺冷轧取向和无取向磁性钢带(片)。2、引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均为有效。所有标准都会修订,使用本标准和各方应探讨使用下列标准最新版本的可能性。GB/T228-87金属拉伸试验方法GB/T235-88金属反复弯曲试验方法(厚度等于或小于3mm薄板及带材)GB/

冷轧晶粒取向、无取向硅钢钢带标准.docx
冷轧晶粒取向、无取向磁性钢带1、范围本标准规定了晶粒取向、无取向磁性钢带(片)的牌号、磁特性、尺寸、外形、力学性能、工艺特性和检验方法等。本标准适用于磁路结构中使用的、带有绝缘涂层的全工艺冷轧取向和无取向磁性钢带(片)。2、引用标准下列标准包含的条文通过在本标准中引用而构成为本标准的条文。在标准出版时所示版本均为有效。所有标准都会修订使用本标准和各方应探讨使用下列标准最新版本的可能性。GB/T228-87金属拉伸试验方法GB/T235-88金属反复弯曲试验方法(厚度等于或小于3mm薄板及带材)GB/

低铁损单取向硅钢带的制造方法.docx
低铁损单取向硅钢带的制造方法低铁损单取向硅钢带(LowIronLossGrainOrientedSiliconSteel)是一种高性能冷轧电工钢,具有极低的磁滞损耗和铁损耗,因此已经成为电力变压器、电机和发电机等高效能电器的主要材料。针对该材料的制备方法,本文将进行详细的讨论。1.低铁损单取向硅钢带的制备工艺低铁损单取向硅钢带的制备工艺可以分为以下步骤:(1)准备原料:在原材料中加入适量的硼、钴和其他合金元素,以改善其磁学性能。(2)熔炼和浇铸:将原材料熔化后浇入连铸机中,进行快速凝固。(3)热轧:将经过

低铁损单取向硅钢带的制造方法.docx
低铁损单取向硅钢带的制造方法低铁损单取向硅钢带的制造方法摘要:低铁损单取向硅钢带是电力变压器和发电机的核心材料,其制造方法对于电力设备的性能和效率起着至关重要的作用。本文主要探讨了低铁损单取向硅钢带的制造方法,包括原料选择、材料制备、热处理工艺以及表面处理等方面。通过合理的制造方法,可以获得低铁损和高磁导率的单取向硅钢带,提高电力设备的效率和可靠性。关键词:低铁损,单取向硅钢带,制造方法,热处理,表面处理引言:低铁损单取向硅钢带是一种具有低能耗、高效率和低导磁性能的特殊硅钢材料。它是由高纯硅钢带通过一系列