
一种马氏体耐热不锈钢异型锻件锻造及热处理方法.pdf

桂香****盟主


1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种马氏体耐热不锈钢异型锻件锻造及热处理方法.pdf
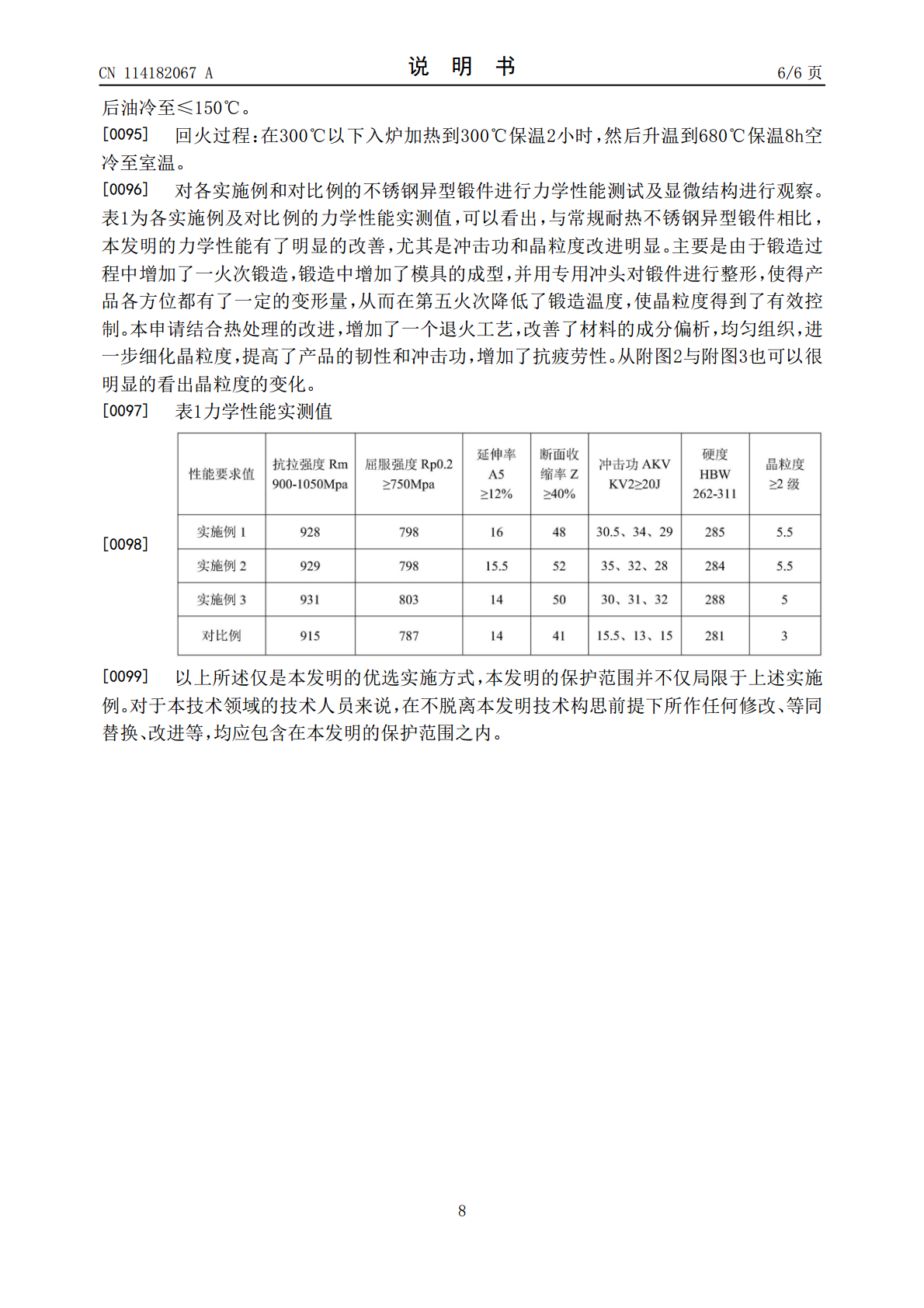
本发明提供一种马氏体耐热不锈钢异型锻件锻造及热处理方法,包括如下步骤:将原材料于天然气炉中加热后进行第一火次、第二火次、第三火次、第四火次四个火次锻造,第四火次结束后将坯料放入天然气炉中进行保温;然后进行第五火次锻造,将坯料放入模具内墩粗,用专用冲头进行整形至产品工艺尺寸,产品锻造完毕;锻造后对产品进行热处理。本发明通过对化学成分的调整、工艺优化,最终改善该马氏体不锈钢异型锻件冲击功与晶粒度细化方法,从而满足性能要求。
一种马氏体不锈钢锻件锻造方法.pdf
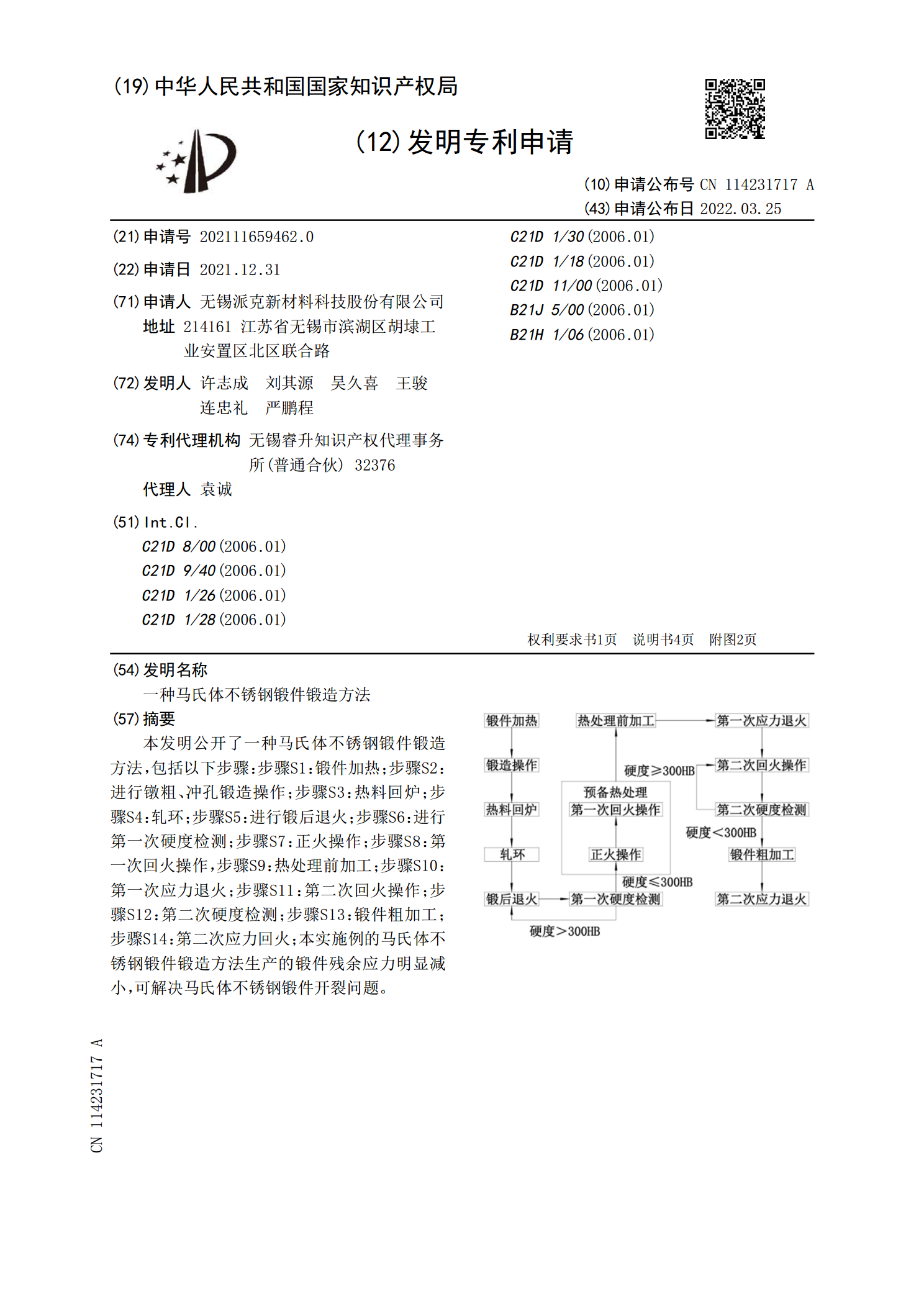
本发明公开了一种马氏体不锈钢锻件锻造方法,包括以下步骤:步骤S1:锻件加热;步骤S2:进行镦粗、冲孔锻造操作;步骤S3:热料回炉;步骤S4:轧环;步骤S5:进行锻后退火;步骤S6:进行第一次硬度检测;步骤S7:正火操作;步骤S8:第一次回火操作,步骤S9:热处理前加工;步骤S10:第一次应力退火;步骤S11:第二次回火操作;步骤S12:第二次硬度检测;步骤S13:锻件粗加工;步骤S14:第二次应力回火;本实施例的马氏体不锈钢锻件锻造方法生产的锻件残余应力明显减小,可解决马氏体不锈钢锻件开裂问题。

不锈钢耐热钢锻件热处理方法.pdf
本发明涉及金属热处理技术领域,尤其涉及不锈钢耐热钢锻件热处理方法,可提高所加工的工件的高温持久性能,特别适用于600MW汽轮机的高温部件喷嘴加强环的热处理加工,本发明的方法在调质处理前增加一道退火步骤,所述退火步骤中,将不锈钢耐热钢锻件以30-80℃/h的速度加热到900-940℃并保温7-9小时,然后随炉冷却到450-550℃后出炉空冷。本发明的方法可改善不锈钢耐热钢锻件的原始组织细化晶粒度,为后续的调质步骤作准备,在后续调质过程中,通过工艺曲线控制,在保证产品强度的条件下,把晶粒度控制在2-4级,可以
核电压紧弹性环用马氏体不锈钢锻件的热处理方法.pdf
本发明公开了一种核电压紧弹性环用马氏体不锈钢锻件的热处理方法,用于对AP1000核电堆内构件压紧弹性环用F6NM马氏体不锈钢锻件进行性能热处理,采用电加热环形炉,电加热环形炉的温度控制精度为±10℃;包括如下步骤:第一步,正火;第二步,第一次回火;第三步,第二次回火。本发明采用正火+两次回火的热处理工艺,能够获得回火马氏体+少量奥氏体的混合组织,从而获得良好的强度和韧性,所得到的F6NM压紧弹性环锻件能够符合AP1000核电堆内构件锻件规范的性能要求。
一种马氏体不锈钢环形锻件及其热处理工艺.pdf
一种马氏体不锈钢环形锻件及其热处理工艺,属于核电用大锻件制造技术领域。环坯的化学成分按重量百分比为:C:0.01~0.12%,Si:≤0.8%,Mn:0.20~1.40%,P:≤0.030%,S:≤0.030%,Cr:10.0~16.0%,Ni:4.0~7.0%,Mo:0.2~1.1%,V:0.10~0.30%,Co:≤0.08%,Cu:≤0.04%,余量为Fe。将锻造后的环形锻件表面覆盖石棉毡,保证环形锻件降温速度为5~30℃/分钟,保持红热状态装入退火炉,装炉时炉温为690~710℃。将环形锻件在炉中