
一种适用滴注式气体渗碳炉的渗碳方法.pdf

小长****6淑

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种适用滴注式气体渗碳炉的渗碳方法.pdf
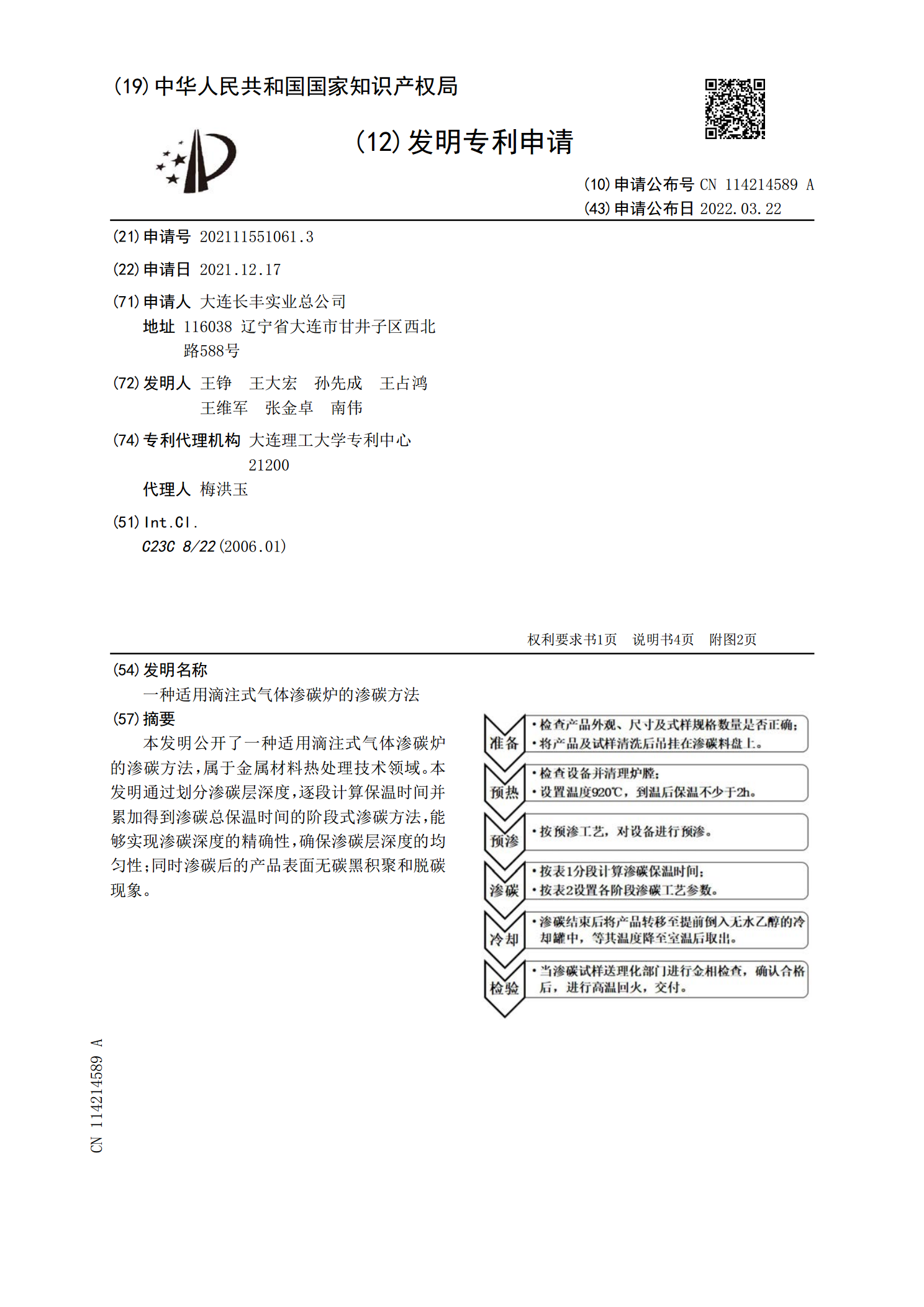
本发明公开了一种适用滴注式气体渗碳炉的渗碳方法,属于金属材料热处理技术领域。本发明通过划分渗碳层深度,逐段计算保温时间并累加得到渗碳总保温时间的阶段式渗碳方法,能够实现渗碳深度的精确性,确保渗碳层深度的均匀性;同时渗碳后的产品表面无碳黑积聚和脱碳现象。
一种滴注式气体渗碳工艺.pdf
本发明公开了一种滴注式气体渗碳工艺,排气阶段:开始时用甲醇(加2%CCl4)以220d/min渗剂滴量排气1h,后来采用随炉温升高,最后用甲醇(加2%CCl4)220d/min,煤油220d/min排气1h;强渗阶段,甲醇(加2%CCl4)60d/min,煤油以170d/min。本发明所述的新的渗碳工艺,以75kg计算,每炉比过去节电225kW·h,仅以30炉计算,就节电6750kW·h,工时费用3000元左右,还节省了大量的化工原料。这对生产安排、效率提高、节约能源意义重大。
连续式气体渗碳炉.pdf
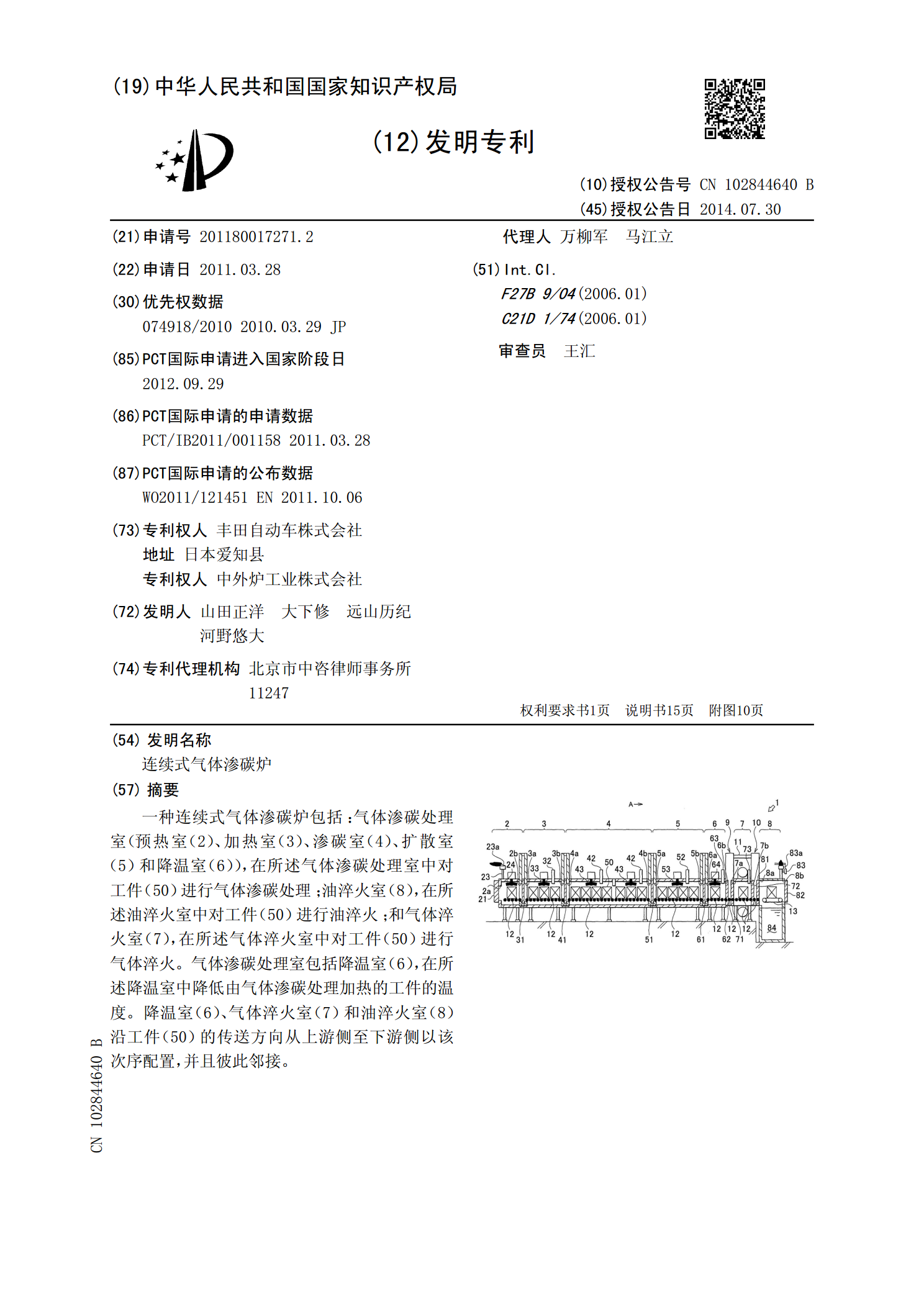
一种连续式气体渗碳炉包括:气体渗碳处理室(预热室(2)、加热室(3)、渗碳室(4)、扩散室(5)和降温室(6)),在所述气体渗碳处理室中对工件(50)进行气体渗碳处理;油淬火室(8),在所述油淬火室中对工件(50)进行油淬火;和气体淬火室(7),在所述气体淬火室中对工件(50)进行气体淬火。气体渗碳处理室包括降温室(6),在所述降温室中降低由气体渗碳处理加热的工件的温度。降温室(6)、气体淬火室(7)和油淬火室(8)沿工件(50)的传送方向从上游侧至下游侧以该次序配置,并且彼此邻接。
大型井式气体渗碳炉.pdf
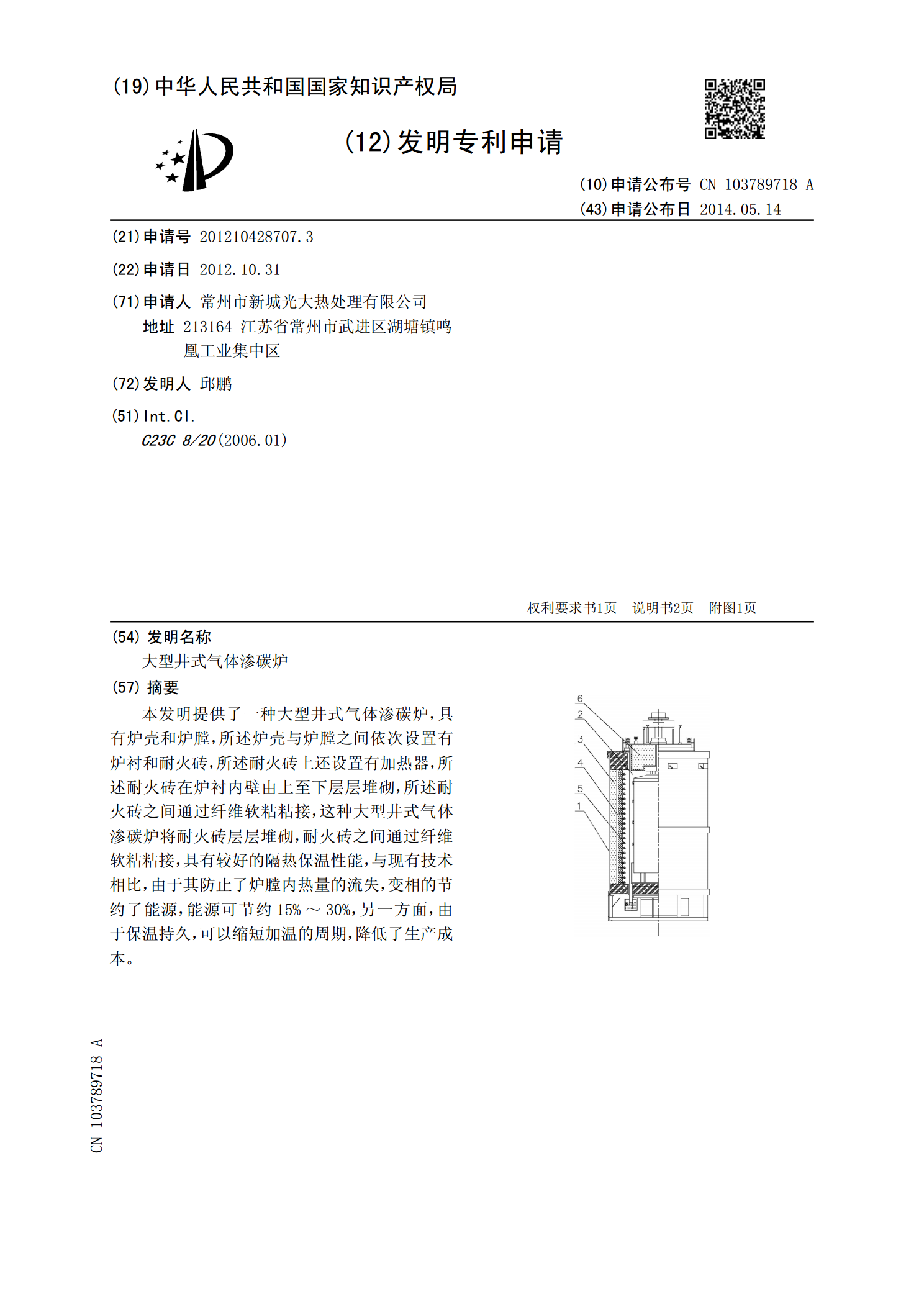
本发明提供了一种大型井式气体渗碳炉,具有炉壳和炉膛,所述炉壳与炉膛之间依次设置有炉衬和耐火砖,所述耐火砖上还设置有加热器,所述耐火砖在炉衬内壁由上至下层层堆砌,所述耐火砖之间通过纤维软粘粘接,这种大型井式气体渗碳炉将耐火砖层层堆砌,耐火砖之间通过纤维软粘粘接,具有较好的隔热保温性能,与现有技术相比,由于其防止了炉膛内热量的流失,变相的节约了能源,能源可节约15%~30%,另一方面,由于保温持久,可以缩短加温的周期,降低了生产成本。
一种低温气体渗碳炉.pdf
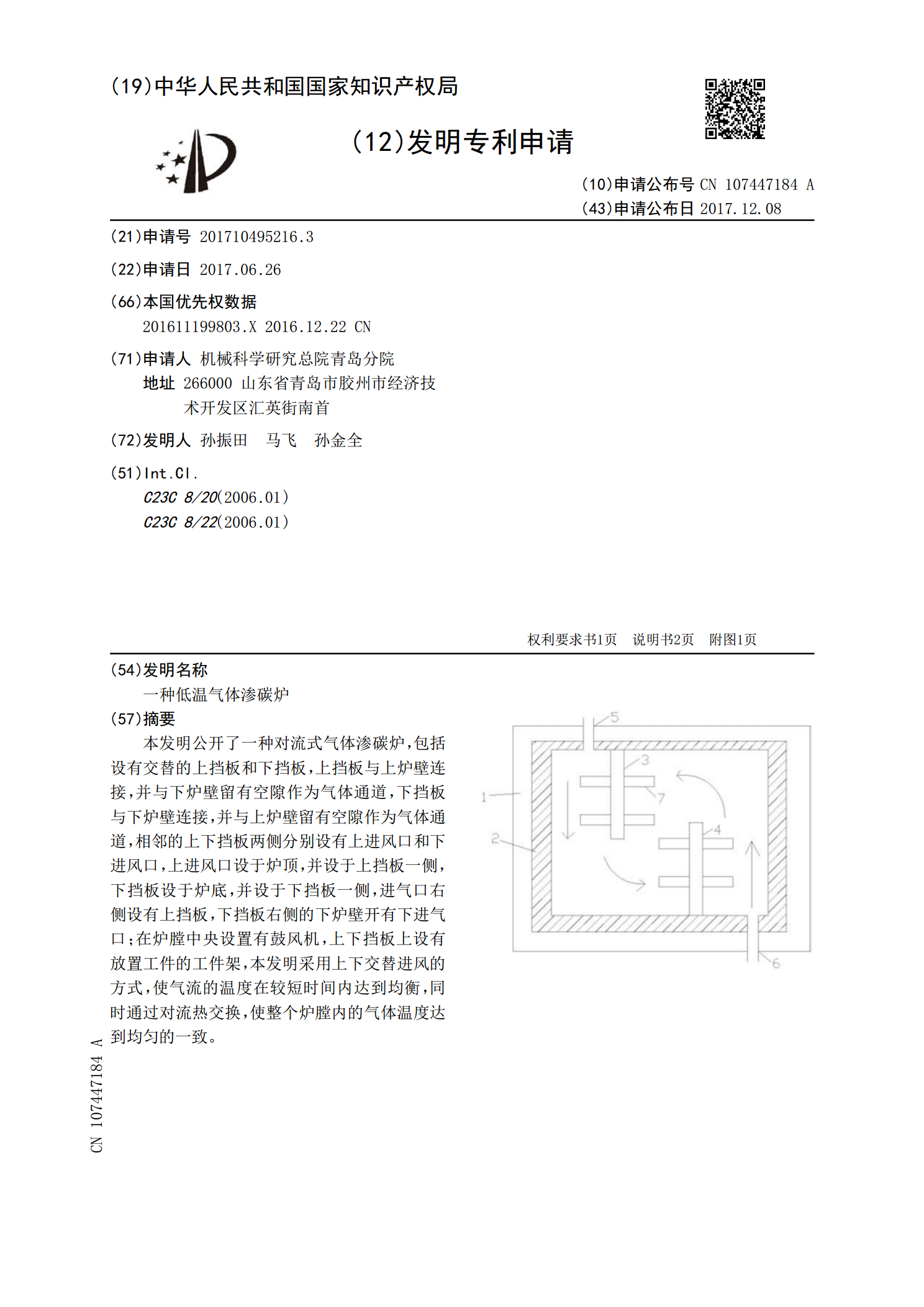
本发明公开了一种对流式气体渗碳炉,包括设有交替的上挡板和下挡板,上挡板与上炉壁连接,并与下炉壁留有空隙作为气体通道,下挡板与下炉壁连接,并与上炉壁留有空隙作为气体通道,相邻的上下挡板两侧分别设有上进风口和下进风口,上进风口设于炉顶,并设于上挡板一侧,下挡板设于炉底,并设于下挡板一侧,进气口右侧设有上挡板,下挡板右侧的下炉壁开有下进气口;在炉膛中央设置有鼓风机,上下挡板上设有放置工件的工件架,本发明采用上下交替进风的方式,使气流的温度在较短时间内达到均衡,同时通过对流热交换,使整个炉膛内的气体温度达到均匀的