
一种镍基高温合金带材配方及其熔炼工艺.pdf

文阁****23


1/10
2/10
3/10
4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种镍基高温合金带材配方及其熔炼工艺.pdf
本发明公开了一种镍基高温合金配方及其熔炼工艺,该镍基高温合金配方包括以下组分及各组分的百分比为:金属铬,19.0~22.0%;结晶硅,0~0.80%;金属锰,0~0.70%;碳,0~0.12%;海绵钛,0.15~0.35%;余量为镍板;该镍基高温合金制作工艺包括以下步骤,首先进行配料的检验,再进行熔炼与锭模的准备,接着进行装料和合炉,再进行合金的熔炼与浇注,最后进行合金的脱模与标志;本发明制作的镍基合金具有抗高温氧化以及含硫或钒等气体的腐蚀能力,也具有较好的耐氢氧化物如NaOH、KOH的腐蚀和耐应力腐蚀的
一种镍基单晶高温合金熔炼工艺.pdf
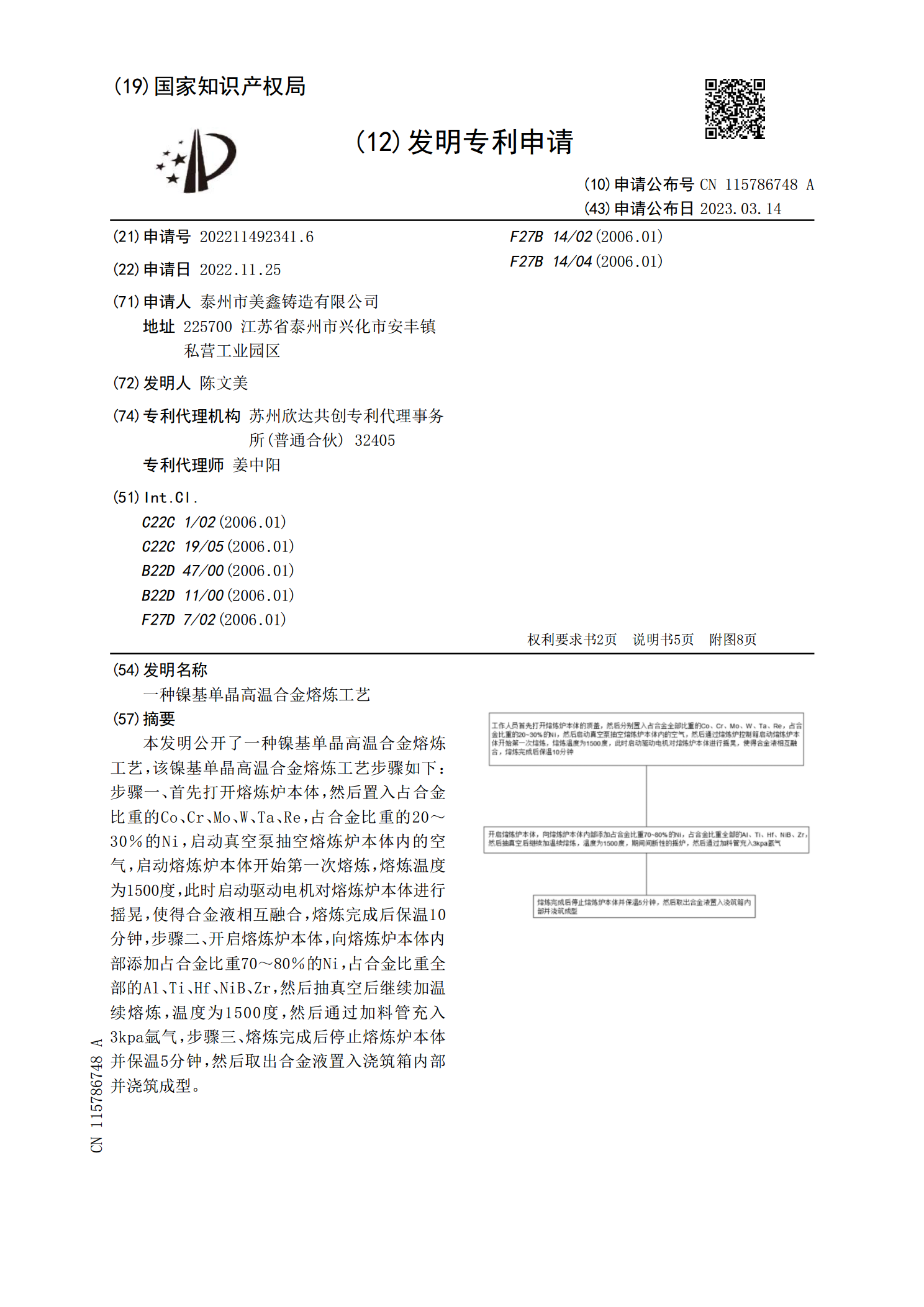
本发明公开了一种镍基单晶高温合金熔炼工艺,该镍基单晶高温合金熔炼工艺步骤如下:步骤一、首先打开熔炼炉本体,然后置入占合金比重的Co、Cr、Mo、W、Ta、Re,占合金比重的20~30%的Ni,启动真空泵抽空熔炼炉本体内的空气,启动熔炼炉本体开始第一次熔炼,熔炼温度为1500度,此时启动驱动电机对熔炼炉本体进行摇晃,使得合金液相互融合,熔炼完成后保温10分钟,步骤二、开启熔炼炉本体,向熔炼炉本体内部添加占合金比重70~80%的Ni,占合金比重全部的Al、Ti、Hf、NiB、Zr,然后抽真空后继续加温续熔炼,
一种镍基高温合金带材精炼方法.pdf
本发明公开了一种镍基高温合金带材精炼方法,首先对经过真空感应炉冶炼后的合金材料进行电渣精炼并产出钢锭,再对钢锭进行取样并进行化学分析判断是否合格,接着对合格的钢锭进行锻造作业并产出扁坯,再对扁坯进行热轧和冷轧处理并得到成品合金带材产品,随后对成品合金带材产品进行检测,完成了镍基高温合金带材的精炼;本发明实现了在整个镍基高温合金的生产过程过程中电渣精炼、化学分析、锻造、热轧、冷轧和成品检测工序中的合理性和精确性,保障了成品镍基高温合金的产品品质,提高了镍基高温合金的纯净度和组织均匀性,并改善钢锭的表面和内在

一种镍基高温合金真空感应熔炼方法.pdf
本发明公开了一种镍基高温合金真空感应熔炼方法,首先按照Ni、Fe、C、Mo或MoFe、Ni的顺序依次将以上原料在坩埚中由下到上排布,进行熔化熔炼;待炉内物料全部化清,熔体表面平静后,进行初次精炼;然后在溶体中加入强氮化物形成元素进行二次精炼,最后加入微量和易挥发元素,搅拌至微量合金完全熔化后浇注,即完成合金熔炼。本发明熔炼方法具有优异的脱氮效果,采用本发明方法制备得到的镍基高温合金其氮含量相对与现有方法显著降低,大大扩展了镍基高温合金的应用领域。

一种镍基高温合金的制备工艺.pdf
本发明公开了一种镍基高温合金的制备方工艺,所述高温合金以重量百分数计由下列组份组成:Cr?22.5-24.5%,Co?7.0-8.0%,W?6.5-7.5%,Mo?3.0-4.0%,Al?1.2-1.8%,Ti?1.5-2.5%,Nb?2.0-3.0%,Mn?1.0-2.0%,Fe?2.0-4.0%,B?0.02-0.08%,Ce?0.5-1.5%,C≤0.1%,Si≤0.2%,P≤0.008%,S≤0.008%,Ni余量;所述制备工艺包括熔炼工艺和热处理工艺,熔炼工艺为采用真空感应炉熔炼母合金,在液态金