
一种非真空气雾化连续制粉设备及制粉方法.pdf

含秀****66


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种非真空气雾化连续制粉设备及制粉方法.pdf
本发明涉及非真空气雾化连续制粉设备及制粉方法,其中非真空气雾化连续制粉设备包括:熔炼炉,用于将原材料熔炼为钢水;中包底注炉,用于承接钢水并保温,包括底注炉体,盖体和塞杆;雾化塔,用于将雾化至其中的钢水液滴冷凝成金属粉末;中包炉体旋转移动车,其上设置支架,用于对称放置中包底注炉,其一端设置接料工位,另一端设置制粉工位。本发明非真空气雾化连续制粉设备在非真空条件下熔炼,其钢液面可增加保护渣,防止钢水氧化,同时还避免液面渣流入到漏包内的风险,可实现长时间连续制粉,产品性能更优,节约能源。

雾化制粉设备及雾化制粉方法.pdf
本发明提供一种雾化制粉设备,设计有分别用于熔炼钢水的开放式熔炼炉和承接钢水的中间包,开放式熔炼炉中的钢水含量保持充足,以使中间包可以从其中快速承接钢水,进而对喷包进行浇注。进一步地,一方面,可以设计多个中间包,如两个,使两个中间包可以交替从开放式熔炼炉中承接钢水,并对同一个喷包进行连续多包次的浇注;另一方面,可以设计多个喷包,以节省更换喷包所消耗的时间。如此,可以提高制粉的时间和作业率,以及节省喷包中的耐材。
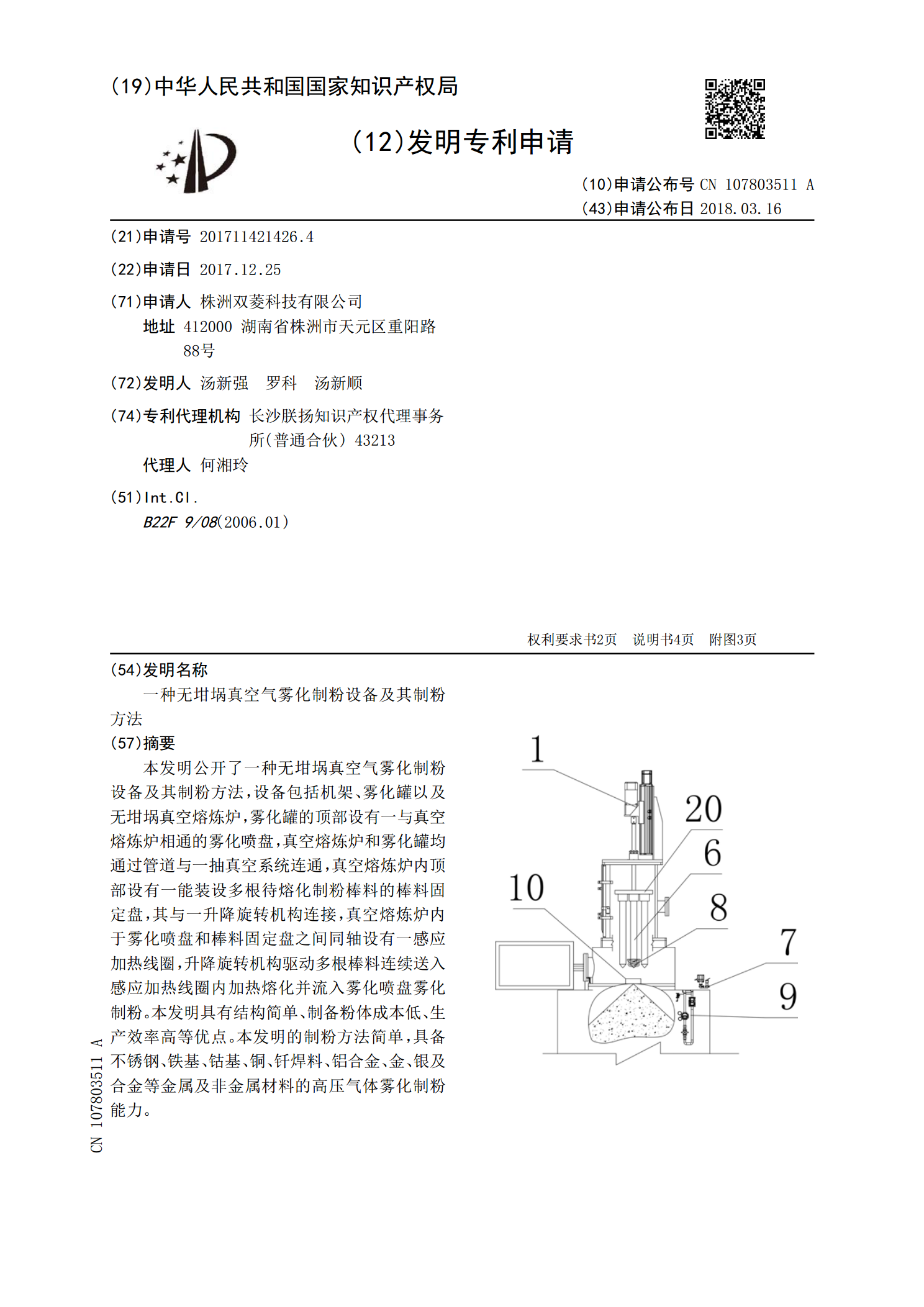
一种无坩埚真空气雾化制粉设备及其制粉方法.pdf
本发明公开了一种无坩埚真空气雾化制粉设备及其制粉方法,设备包括机架、雾化罐以及无坩埚真空熔炼炉,雾化罐的顶部设有一与真空熔炼炉相通的雾化喷盘,真空熔炼炉和雾化罐均通过管道与一抽真空系统连通,真空熔炼炉内顶部设有一能装设多根待熔化制粉棒料的棒料固定盘,其与一升降旋转机构连接,真空熔炼炉内于雾化喷盘和棒料固定盘之间同轴设有一感应加热线圈,升降旋转机构驱动多根棒料连续送入感应加热线圈内加热熔化并流入雾化喷盘雾化制粉。本发明具有结构简单、制备粉体成本低、生产效率高等优点。本发明的制粉方法简单,具备不锈钢、铁基、钴

一种气雾化制粉的温度控制设备及气雾化制粉方法.pdf
本发明公开了一种气雾化制粉的温度控制设备及气雾化制粉方法,包括气体输出控制装置、气体温度加热装置、金属液加热控制装置与气雾化制粉设备,所述气体输出控制装置与所述气雾化制粉设备连通,所述气体温度加热装置连接于所述气体输出控制装置与所述气雾化制粉设备之间,所述金属液加热控制装置与所述气雾化制粉设备连通,所述金属液加热控制装置包括感应炉、金属液喷嘴与感应炉温度控制器,所述气雾化制粉设备包括雾化室,所述感应炉位于所述雾化室的一端,所述金属液喷嘴与所述感应炉连通且伸入所述雾化室中,所述感应炉温度控制器与所述感应炉电
一种气雾化制粉方法及应用其的气雾化制粉系统.pdf
本发明涉及气雾化制粉技术领域,尤其涉及一种气雾化制粉方法及应用其的气雾化制粉系统。金属原料加入到电炉中进行熔炼成合金液体,熔炼的合金液体由输送绞龙进行输送到中间包内,合金液体从中间包底部的漏眼流出进入到喷嘴中,喷嘴伸进到雾化机构的雾化筒中,雾化机构上的气流管道伸进雾化筒中对着喷嘴底部出口,在气流管道与雾化机构上的气泵之间设置温控仓和温控装置,由雾化机构上的气泵输送的气流先经过温控仓将气流加热到15℃,达到温度标准的气流进入雾化筒对合金液体雾化。本发明具有使气体温度保持在稳定值,使合金液雾化效果更好;换热介