
一种退火炉烧嘴控制方法.pdf

山梅****ai


1/7

2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种退火炉烧嘴控制方法.pdf
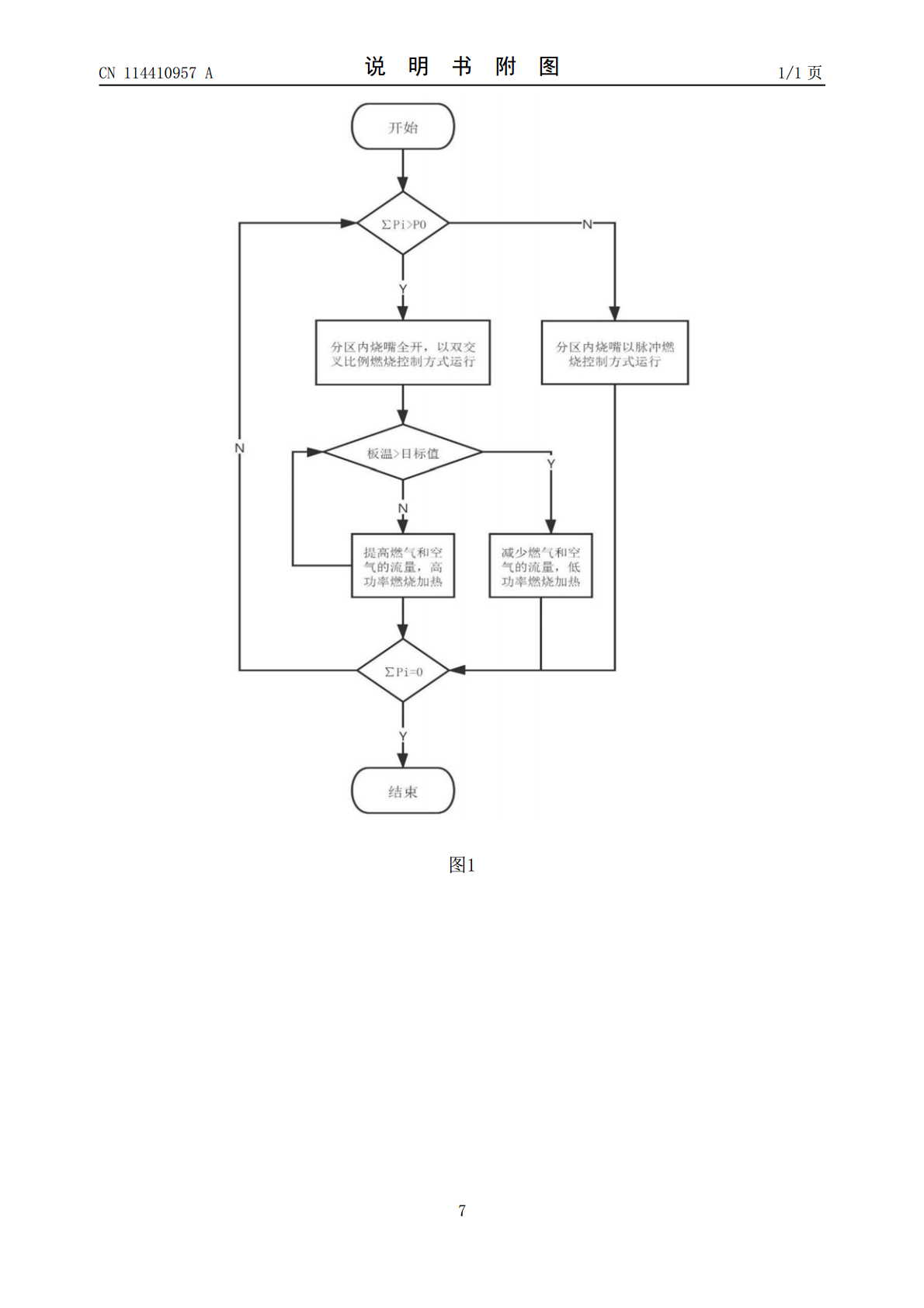
本发明公开了一种退火炉烧嘴控制方法,根据退火炉加热功能和烧嘴个数给退火炉整个加热区域分区,在分区的末端布置一个板温计;退火炉内烧嘴辐射管在炉内的操作侧和传动侧交叉分层布置,进行分区编号;预设定每个烧嘴的初始功率为额定功率的一定比值P0,设定P0=85%;分区内能量需求整体功率比值∑Pi低于P0=85%时,分区内的烧嘴按脉冲燃烧控制方式运行;分区内能量需求整体功率比值∑Pi高于P0=85%时,分区内的烧嘴全开,保持烧嘴一直工作的情况下,控制燃气和空气流量的大小随工艺温度的变化而变化,当热量消耗较大或炉温低于
一种退火炉比例控制型烧嘴空燃比控制方法及系统.pdf
本发明公开了一种退火炉比例控制型烧嘴空燃比控制方法及系统,涉及钢铁技术领域,可实时监测,或是定期监测当前加热功率、当前空气流量设定值和当前实际空气量值,并根据退火炉的工况设定预设条件,进行空气流量或燃气流量的及时补偿,从而对空气流量变送器的燃气流量变送器的设定值进行及时的修正,使无论出现实际空燃比偏高还是偏低,都可以及时的修正,以使系统空燃比的合理范围内,保证退火炉的正常燃烧,可避免因燃气流量变送器或者空气流量变送器检测异常导致实际空燃比偏低时,导致未燃烧的煤气进入烟气管道发生二次燃烧,加速管道中膨胀节等
一种低功率下连续退火炉烧嘴燃烧的控制系统及其方法.pdf
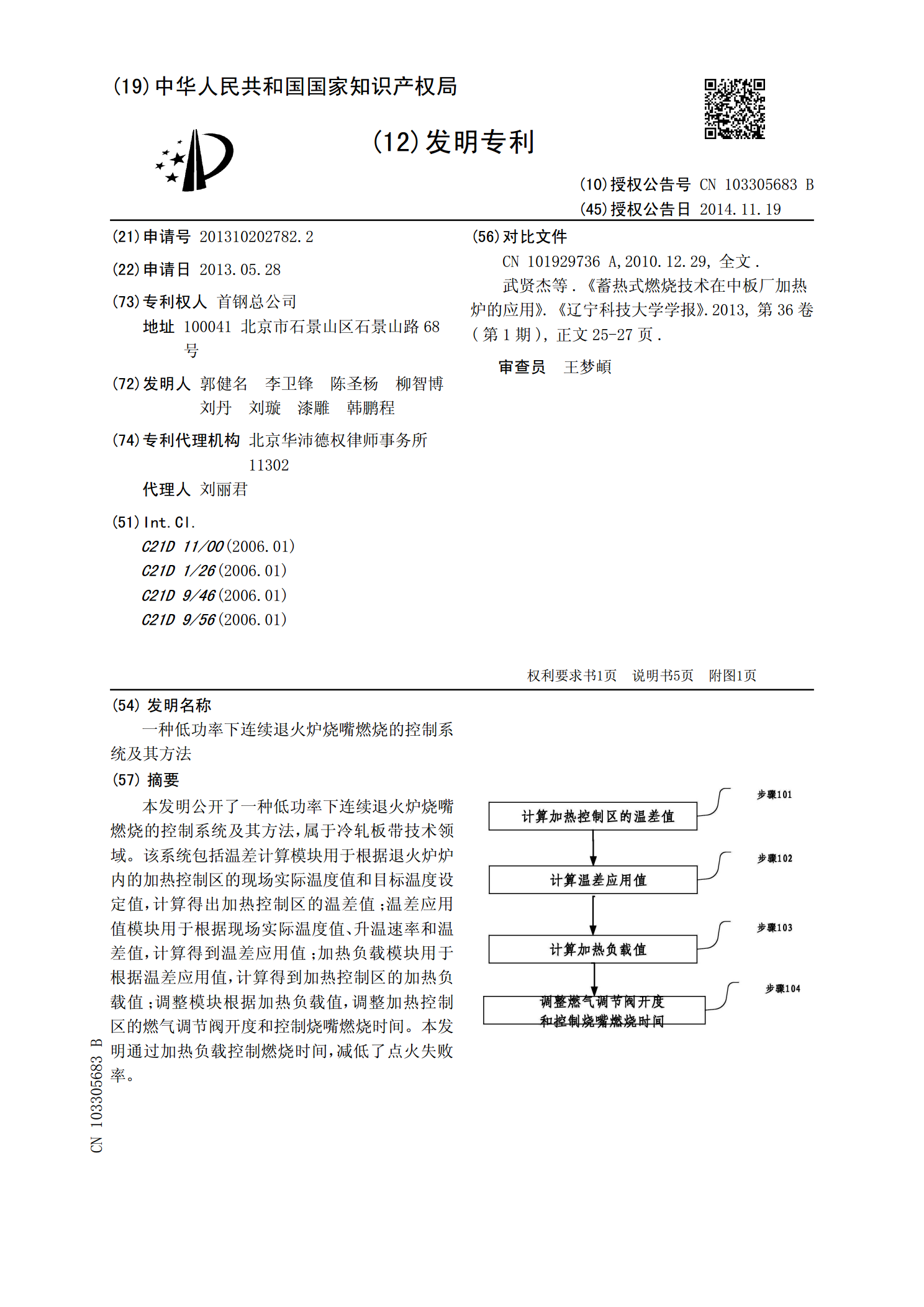
本发明公开了一种低功率下连续退火炉烧嘴燃烧的控制系统及其方法,属于冷轧板带技术领域。该系统包括温差计算模块用于根据退火炉炉内的加热控制区的现场实际温度值和目标温度设定值,计算得出加热控制区的温差值;温差应用值模块用于根据现场实际温度值、升温速率和温差值,计算得到温差应用值;加热负载模块用于根据温差应用值,计算得到加热控制区的加热负载值;调整模块根据加热负载值,调整加热控制区的燃气调节阀开度和控制烧嘴燃烧时间。本发明通过加热负载控制燃烧时间,减低了点火失败率。

一种退火炉烧嘴更换装置.pdf
本发明属于冶金热处理技术领域,提供了一种退火炉烧嘴更换装置,包括:运送单元;导向单元,其设置于运送单元一端,所述导向单元设有置放块,所述置放块用于放置退火炉烧嘴;动力单元,其一端设置于所述导向单元内,用于调节导向单元的高度。与现有技术相比,本发明的优点在于:(1)本退火炉烧嘴更换装置,其构造简易,节省了人力,避免了烧嘴耐材的损坏,增加了烧嘴的使用寿命,达到降低劳动强度、提升作业质量的效果;(2)本发明所述退火炉烧嘴更换装置,其操作方法简单,与传统的作业方法相比,具有劳动效率高、安全隐患小、作业过程可控的优

一种退火炉辐射管烧嘴装置.pdf
本发明公开了一种退火炉辐射管烧嘴装置,包括:点火烧嘴,其包括在径向方向上从内向外依次设置的点火电极、煤气管道和空气管道,其中煤气管道的入口处设有煤气流量孔板,空气管道的入口处设有空气流量孔板,所述点火烧嘴在其轴向方向上的前端为烧嘴头,烧嘴头的上游设有混合器,所述混合器上开设有沿周向分布的若干个小孔,该若干个小孔与空气管道连通;主烧嘴,其与所述点火烧嘴平行设置,且主烧嘴的烧嘴头与点火烧嘴的烧嘴头临近设置。本发明所述的退火炉辐射管烧嘴装置在点火烧嘴的煤气管道入口处和空气管道入口处分别设置煤气流量孔板和空气流量