
一种基于缠绕成型的高强度碳碳筒体制备方法.pdf

猫巷****忠娟

1/9
2/9

3/9

4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种基于缠绕成型的高强度碳碳筒体制备方法.pdf
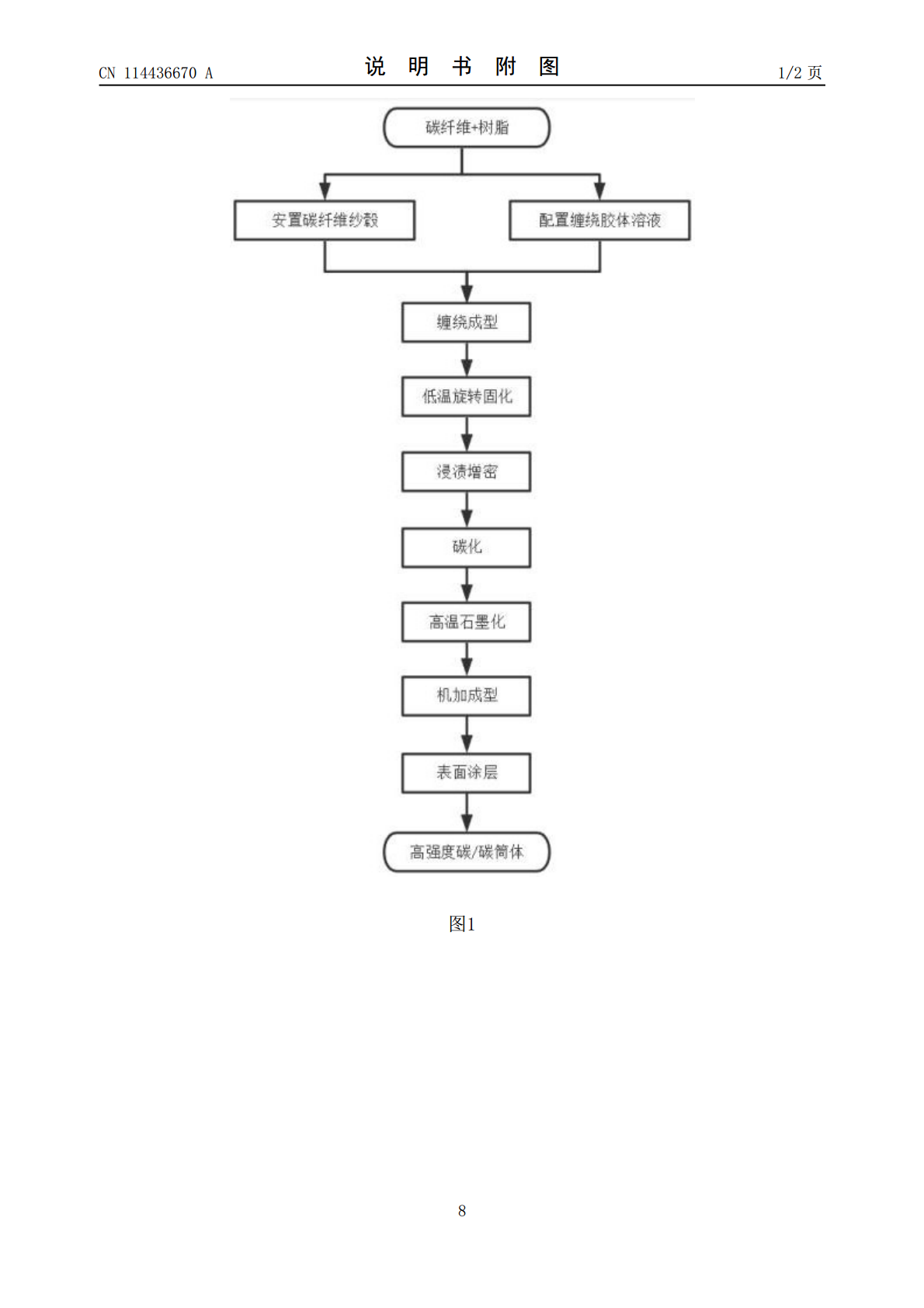
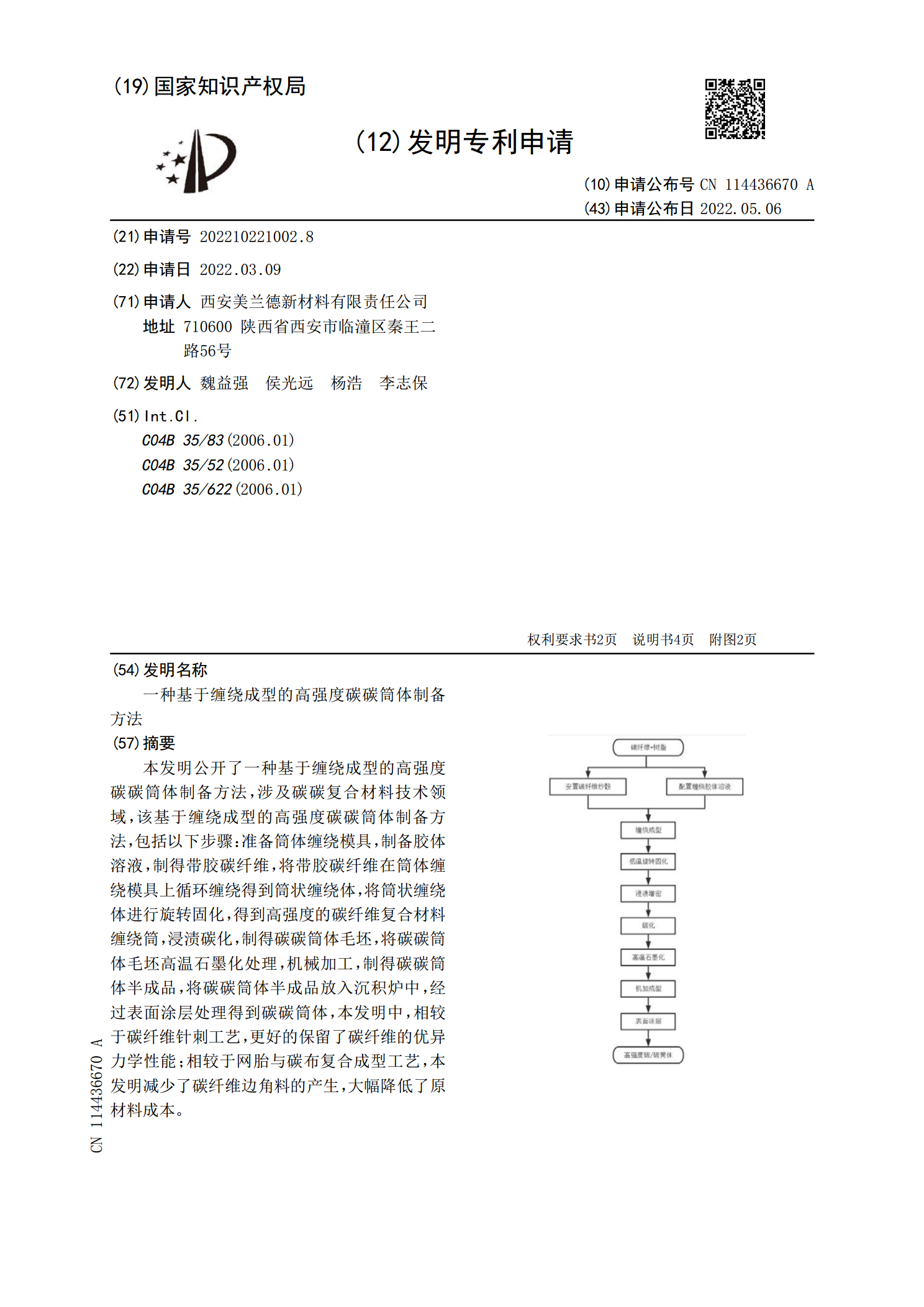
本发明公开了一种基于缠绕成型的高强度碳碳筒体制备方法,涉及碳碳复合材料技术领域,该基于缠绕成型的高强度碳碳筒体制备方法,包括以下步骤:准备筒体缠绕模具,制备胶体溶液,制得带胶碳纤维,将带胶碳纤维在筒体缠绕模具上循环缠绕得到筒状缠绕体,将筒状缠绕体进行旋转固化,得到高强度的碳纤维复合材料缠绕筒,浸渍碳化,制得碳碳筒体毛坯,将碳碳筒体毛坯高温石墨化处理,机械加工,制得碳碳筒体半成品,将碳碳筒体半成品放入沉积炉中,经过表面涂层处理得到碳碳筒体,本发明中,相较于碳纤维针刺工艺,更好的保留了碳纤维的优异力学性能;相

一种缠绕工艺制备碳/碳筒体的方法.pdf
一种缠绕工艺制备碳/碳筒体的方法,包括如下步骤:(1)按照筒体的尺寸规格,利用石墨材料设计与制作成型模具;(2)根据筒体的使用功能要求,分别设计密封类筒体和结构类筒体的产品结构;(3)利用缠绕机进行缠绕成型;(4)固化处理;(5)碳化处理;(6)CVD致密化处理;(7)高温处理;(8)机加工成型。与传统碳/碳筒体生产技术相比,本工艺具有以下优点:(1)产品设计净尺寸成型,产成品加工余量少,生产成本低较为传统工艺成本的60%;(2)产品纤维含量高,成型产品胚体基础密度高,生产周期时间短、节省加工余量、强度高
碳碳保温筒成型工艺.pdf
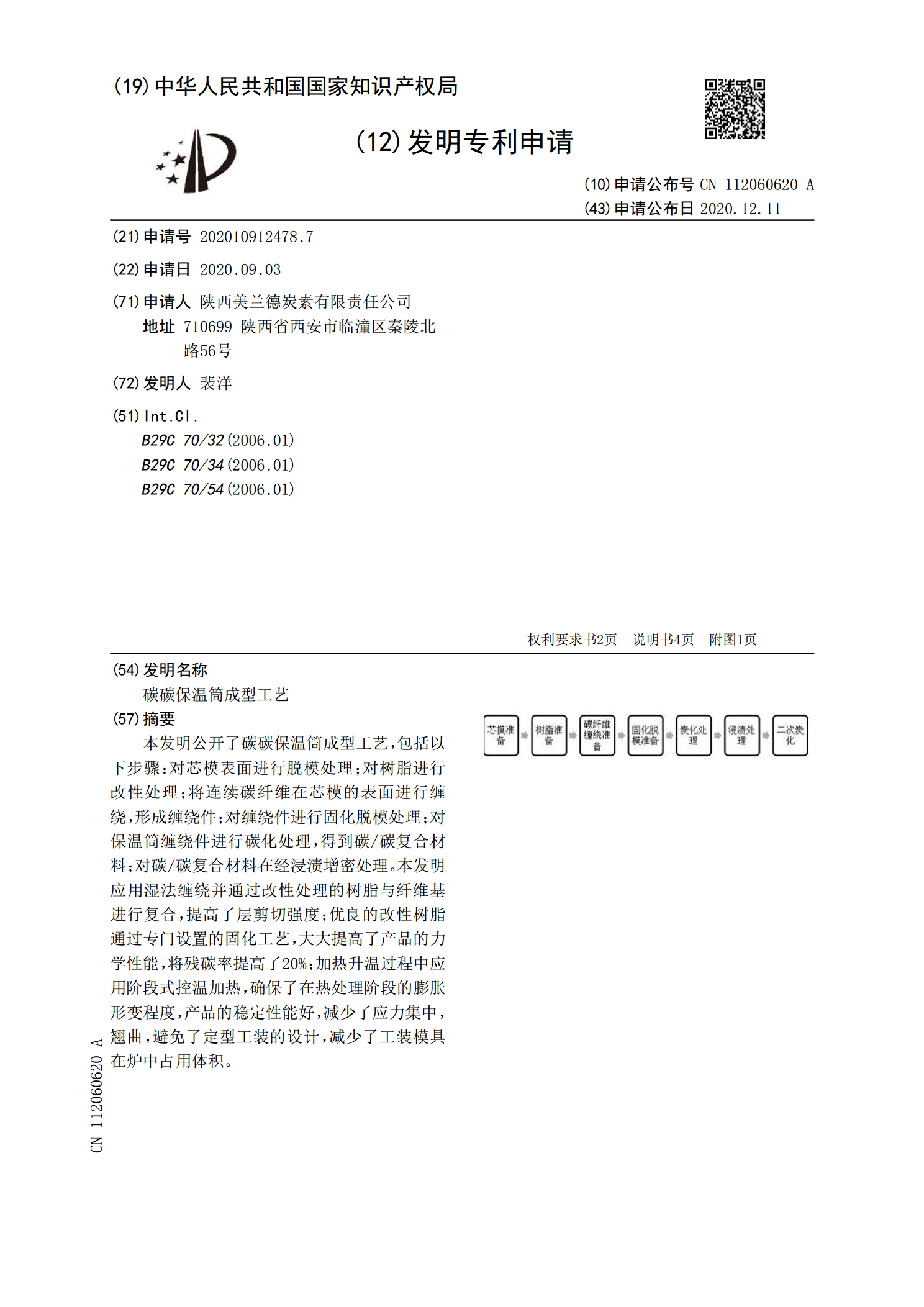
本发明公开了碳碳保温筒成型工艺,包括以下步骤:对芯模表面进行脱模处理;对树脂进行改性处理;将连续碳纤维在芯模的表面进行缠绕,形成缠绕件;对缠绕件进行固化脱模处理;对保温筒缠绕件进行碳化处理,得到碳/碳复合材料;对碳/碳复合材料在经浸渍增密处理。本发明应用湿法缠绕并通过改性处理的树脂与纤维基进行复合,提高了层剪切强度;优良的改性树脂通过专门设置的固化工艺,大大提高了产品的力学性能,将残碳率提高了20%;加热升温过程中应用阶段式控温加热,确保了在热处理阶段的膨胀形变程度,产品的稳定性能好,减少了应力集中,翘曲

一种花键芯轴筒体缠绕成型模具及其制备方法.pdf
本发明公开了机械成型技术领域的一种花键芯轴筒体缠绕成型模具及其制备方法,包括壳板,壳板内壁通过螺栓固定连接有框组件,框组件由框外环、支撑杆和框内环组成,壳板内壁通过螺栓固定连接有框外环,两个框外环之间通过第二连接块固定连接,框外环内通过螺栓固定连接有支撑杆,支撑杆远离框外环的一端通过螺栓固定连接有框内环,两个框内环之间通过第一连接块固定连接,框内环内活动连接有花键轴芯,框内环内通过螺栓固定连接有花键轴芯,本发明结构简单,只需要简单操作就可以达到提升产品精度,规避了产品固化后拆模风险的效果。
碳/碳复合材料保温筒及制备方法.pdf
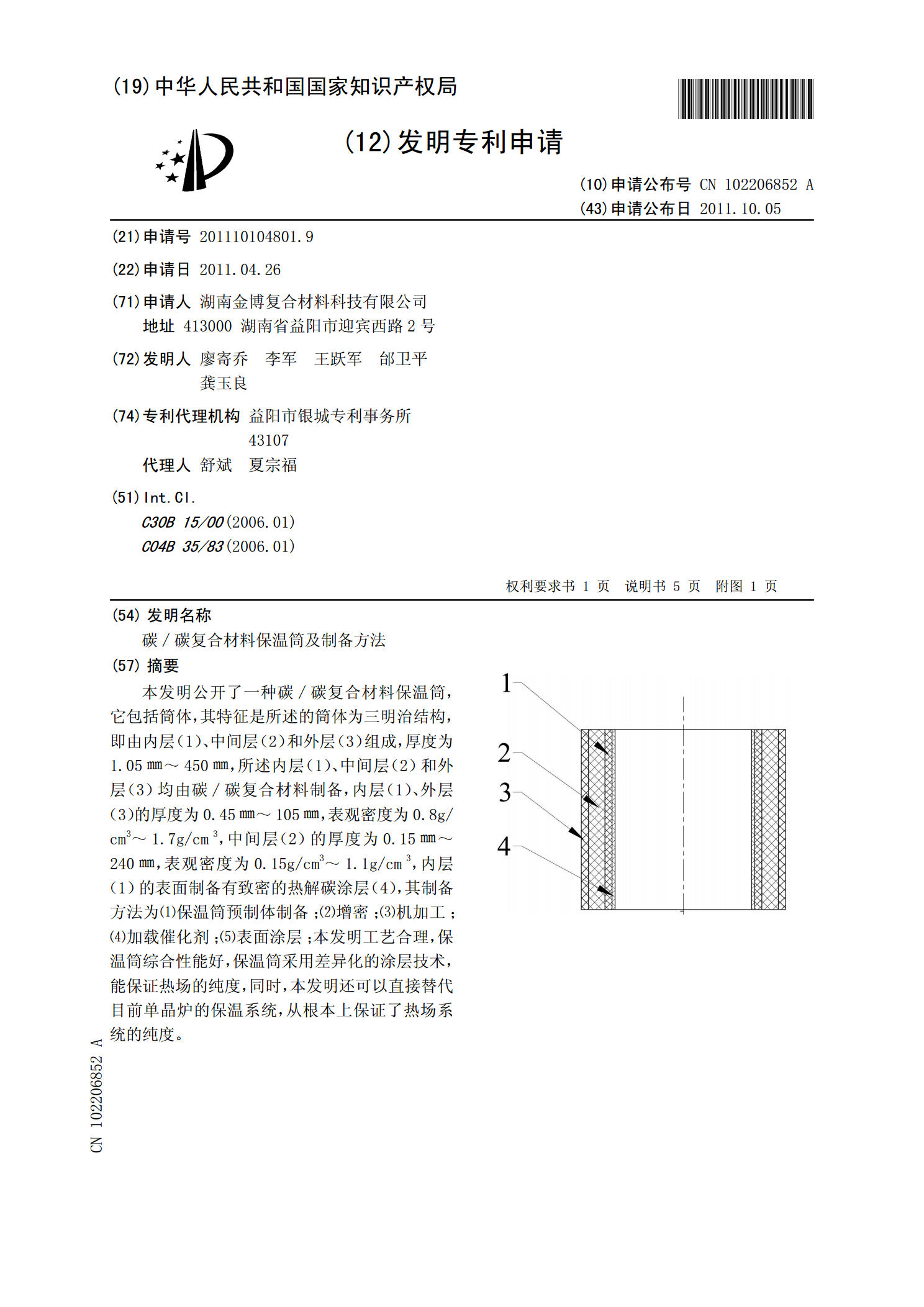
本发明公开了一种碳/碳复合材料保温筒,它包括筒体,其特征是所述的筒体为三明治结构,即由内层(1)、中间层(2)和外层(3)组成,厚度为1.05㎜~450㎜,所述内层(1)、中间层(2)和外层(3)均由碳/碳复合材料制备,内层(1)、外层(3)的厚度为0.45㎜~105㎜,表观密度为0.8g/cm3~1.7g/cm3,中间层(2)的厚度为0.15㎜~240㎜,表观密度为0.15g/cm3~1.1g/cm3,内层(1)的表面制备有致密的热解碳涂层(4),其制备方法为⑴保温筒预制体制备;⑵增密;⑶机加工;⑷加载