
称重连锁自动浇铸系统及浇铸方法.pdf

努力****振宇


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
称重连锁自动浇铸系统及浇铸方法.pdf
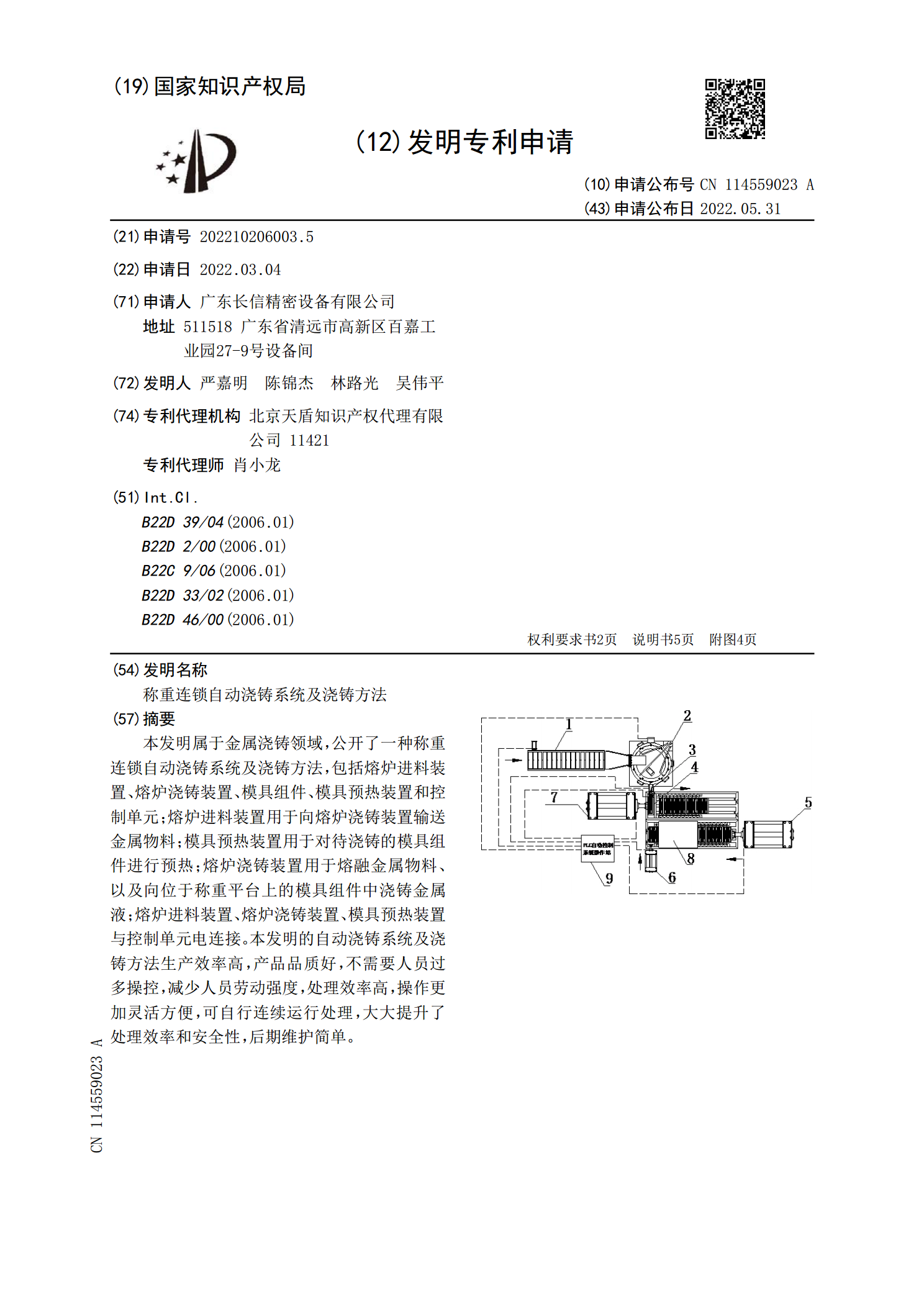
本发明属于金属浇铸领域,公开了一种称重连锁自动浇铸系统及浇铸方法,包括熔炉进料装置、熔炉浇铸装置、模具组件、模具预热装置和控制单元;熔炉进料装置用于向熔炉浇铸装置输送金属物料;模具预热装置用于对待浇铸的模具组件进行预热;熔炉浇铸装置用于熔融金属物料、以及向位于称重平台上的模具组件中浇铸金属液;熔炉进料装置、熔炉浇铸装置、模具预热装置与控制单元电连接。本发明的自动浇铸系统及浇铸方法生产效率高,产品品质好,不需要人员过多操控,减少人员劳动强度,处理效率高,操作更加灵活方便,可自行连续运行处理,大大提升了处理效

液位连锁自动浇铸系统.pdf
本发明属于金属浇铸领域,公开了一种液位连锁自动浇铸系统,液位连锁自动浇铸系统包括熔炉进料装置、熔炉浇铸装置、模具预热输送装置和控制单元;熔炉进料装置用于向熔炉浇铸装置输送金属物料;熔炉浇铸装置包括倾倒炉、第一驱动组件和液位测量组件,第一驱动组件用于驱动倾倒炉向模具组件内进行浇铸;液位测量组件用于对倾倒炉内、模具组件内的液位进行测量;模具预热输送装置用于对模具组件进行预热、并将预热后的模具组件输送至倾倒炉的浇铸侧进行浇铸、然后将已达浇铸液面的模具组件输送至下一工序。本发明的液位连锁自动浇铸系统处理效率高,操
全自动铅屏蔽浇铸装置及浇铸方法.pdf
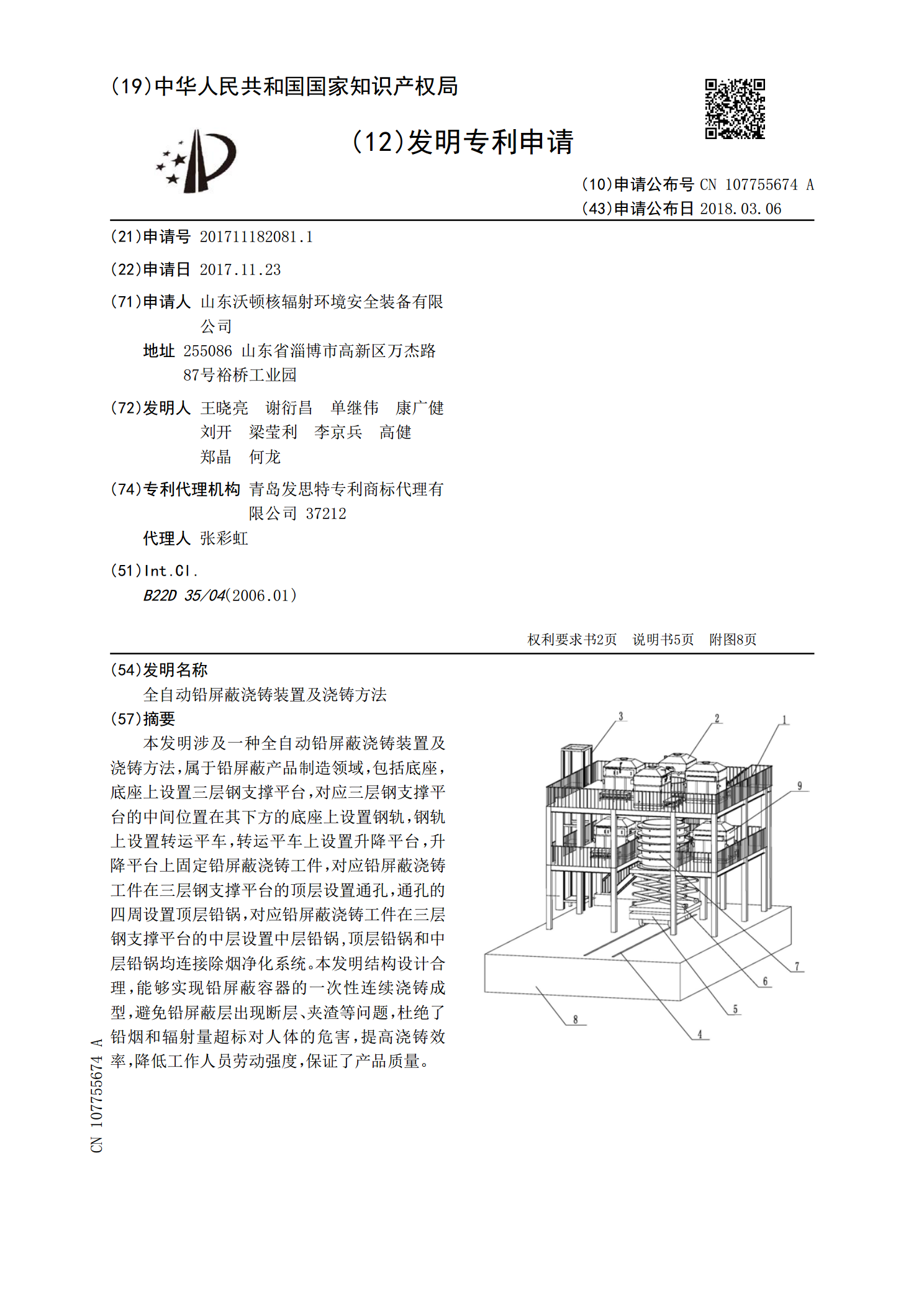
本发明涉及一种全自动铅屏蔽浇铸装置及浇铸方法,属于铅屏蔽产品制造领域,包括底座,底座上设置三层钢支撑平台,对应三层钢支撑平台的中间位置在其下方的底座上设置钢轨,钢轨上设置转运平车,转运平车上设置升降平台,升降平台上固定铅屏蔽浇铸工件,对应铅屏蔽浇铸工件在三层钢支撑平台的顶层设置通孔,通孔的四周设置顶层铅锅,对应铅屏蔽浇铸工件在三层钢支撑平台的中层设置中层铅锅,顶层铅锅和中层铅锅均连接除烟净化系统。本发明结构设计合理,能够实现铅屏蔽容器的一次性连续浇铸成型,避免铅屏蔽层出现断层、夹渣等问题,杜绝了铅烟和辐射
浇铸装置及浇铸方法.pdf
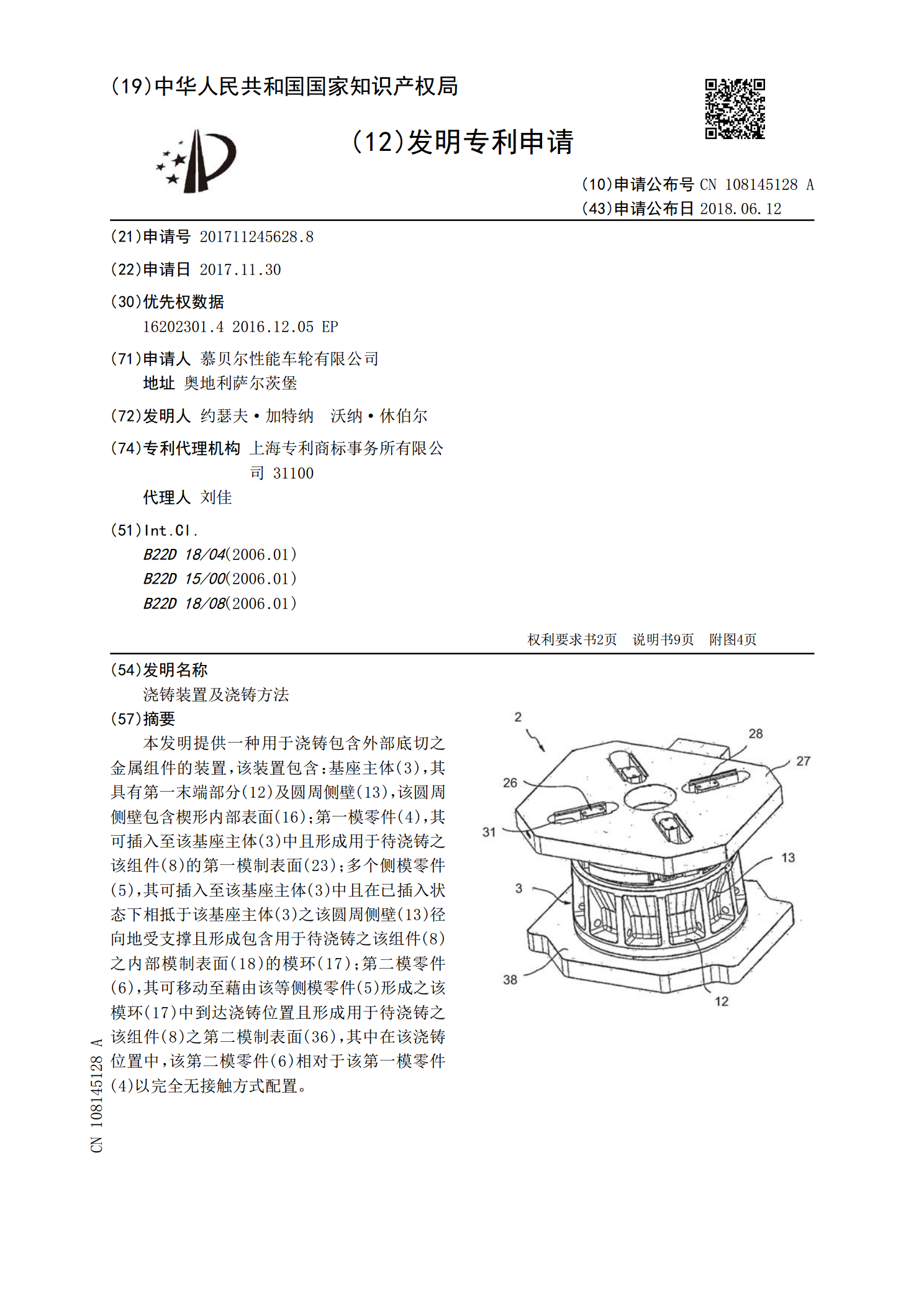
本发明提供一种用于浇铸包含外部底切之金属组件的装置,该装置包含:基座主体(3),其具有第一末端部分(12)及圆周侧壁(13),该圆周侧壁包含楔形内部表面(16);第一模零件(4),其可插入至该基座主体(3)中且形成用于待浇铸之该组件(8)的第一模制表面(23);多个侧模零件(5),其可插入至该基座主体(3)中且在已插入状态下相抵于该基座主体(3)之该圆周侧壁(13)径向地受支撑且形成包含用于待浇铸之该组件(8)之内部模制表面(18)的模环(17);第二模零件(6),其可移动至藉由该等侧模零件(5)形成之该

一种自动浇铸系统.pdf
本发明公开了一种自动浇铸系统,属于金属冶炼生产设备技术领域,其包括浇铸机构、反射炉、传送机构、多个模具及控制系统;浇铸机构包括浇铸架、升降气缸以及浇铸包;升降气缸设于浇铸架上,用于驱动浇铸包上升或者下降;反射炉设于浇铸机构的一侧,并通过溜槽与浇铸包相连通;多个模具依次设于传送机构上;控制系统包括控制模块、感应模块以及计时模块;当模具被传送至浇铸包的正下方时,传送机构停止运动,升降气缸驱动浇铸包下降,浇铸包开始浇铸;浇铸一定时间后,升降气缸驱动浇铸包上升,浇铸包停止浇铸,传送机构开始运动;本发明解决了现有浇