
一种保时捷铝合金副车架金属型低压铸造工艺.pdf

骊英****bb


1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种保时捷铝合金副车架金属型低压铸造工艺.pdf
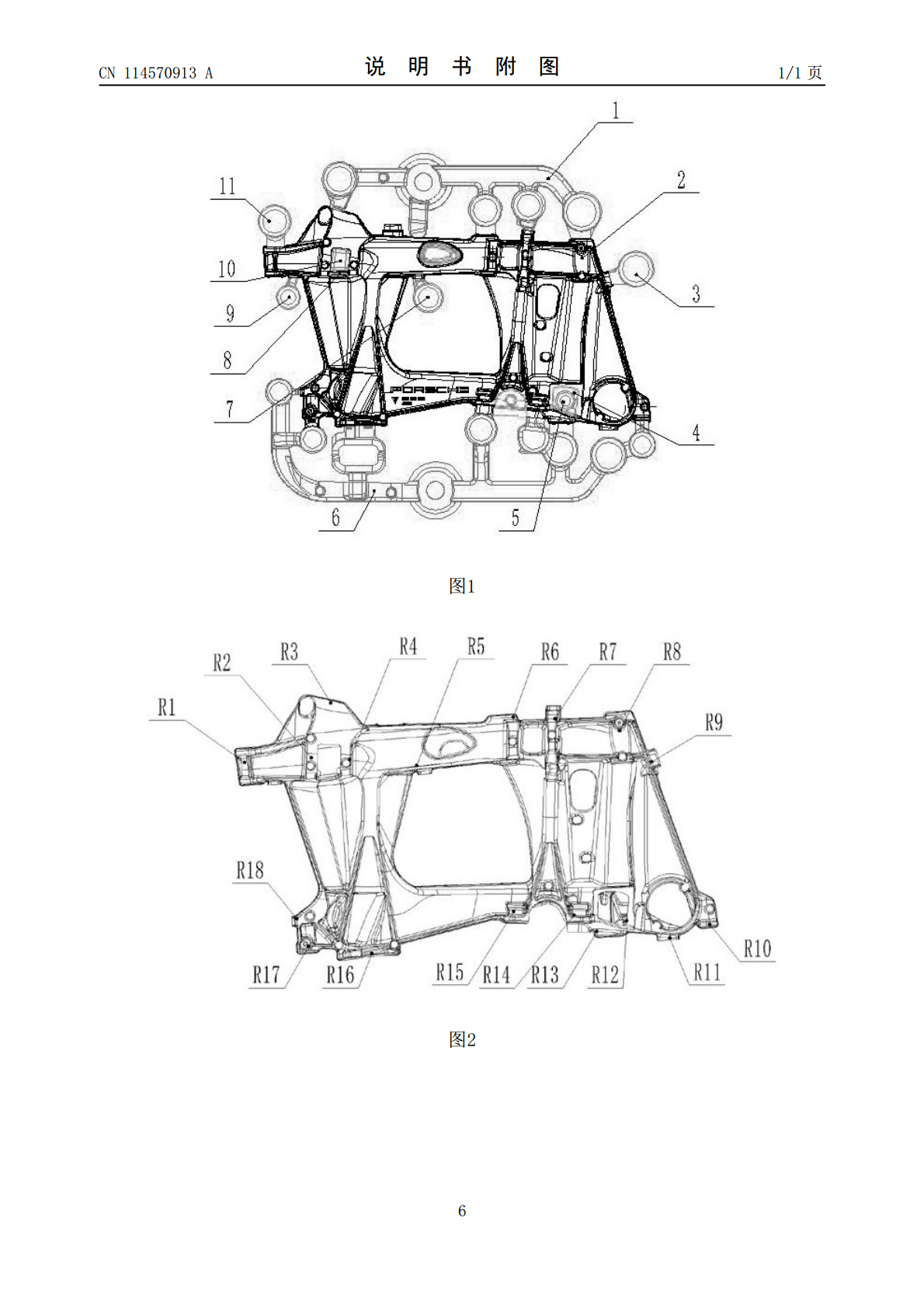
本发明公开了一种保时捷铝合金副车架金属型低压铸造工艺,包括以下步骤:S1、对铝合金副车架的产品结构分析得到产品上的多个厚大热节;S2、根据多个厚大热节的位置设置铝合金副车架型腔的流道、砂芯缺口部和补缩冒口部;S3、预热流道的升液管;S4、升液阶段,铝液升液管到达模具浇口处;S5、充型阶段,整个铝合金副车架型腔充满铝液;S6、结晶增压阶段;S7、结晶保压阶段;S8、卸压放气阶段:在铝合金副车架铸件凝固完成后,卸除保温炉内的压力,使升液管及浇道中多余的铝液回到保温炉中。本发明优点是:能成型更加复杂的结构,保证

一种铝合金底盘空心薄壁前副车架金属型重力铸造工艺.pdf
一种铝合金底盘空心薄壁前副车架金属型重力铸造工艺,它包括以下步骤:①熔炼工艺的确定a.铝液温度的确定b.组织晶粒的细化②砂芯及排气系统设计③浇注水冷工艺的确定④控制零件变形⑤热处理工艺设计本发明优点是:1、采用铝锶中间合金变质和铝钛硼熔剂细化相结合的方式细化铝合金的组织晶粒,提高铸件的力学性能;2、在不宜设置冒口的热节部位设置水冷,调整模具温度实现铸件的同时凝固;3、保持热处理炉炉体的均匀性有助于提供铸件的力学性能。
一种铝合金副车架的低压铸造制备方法.pdf
发明公开了一种铝合金副车架的低压铸造制备方法,包括铝合金材料化学成分设计、合金熔炼变质细化处理、砂型装配、调用压力时间曲线及低压铸造成型以及铸件热处理工艺。首先将铝合金按着重量成分百分比配制好,加入坩埚熔化炉内熔化、精炼变质细化处理,把砂型装配在低压铸造机坩埚炉上并使直浇道对准升液管,调用压力时间曲线,低压压力充型、保压使副车架铸件凝固,获得铝合金副车架铸件,再对铸件进行T6热处理,得到可装车试验及采集数据要求的铝合金副车架。
一种用于铝合金副车架生产的低压铸造系统.pdf
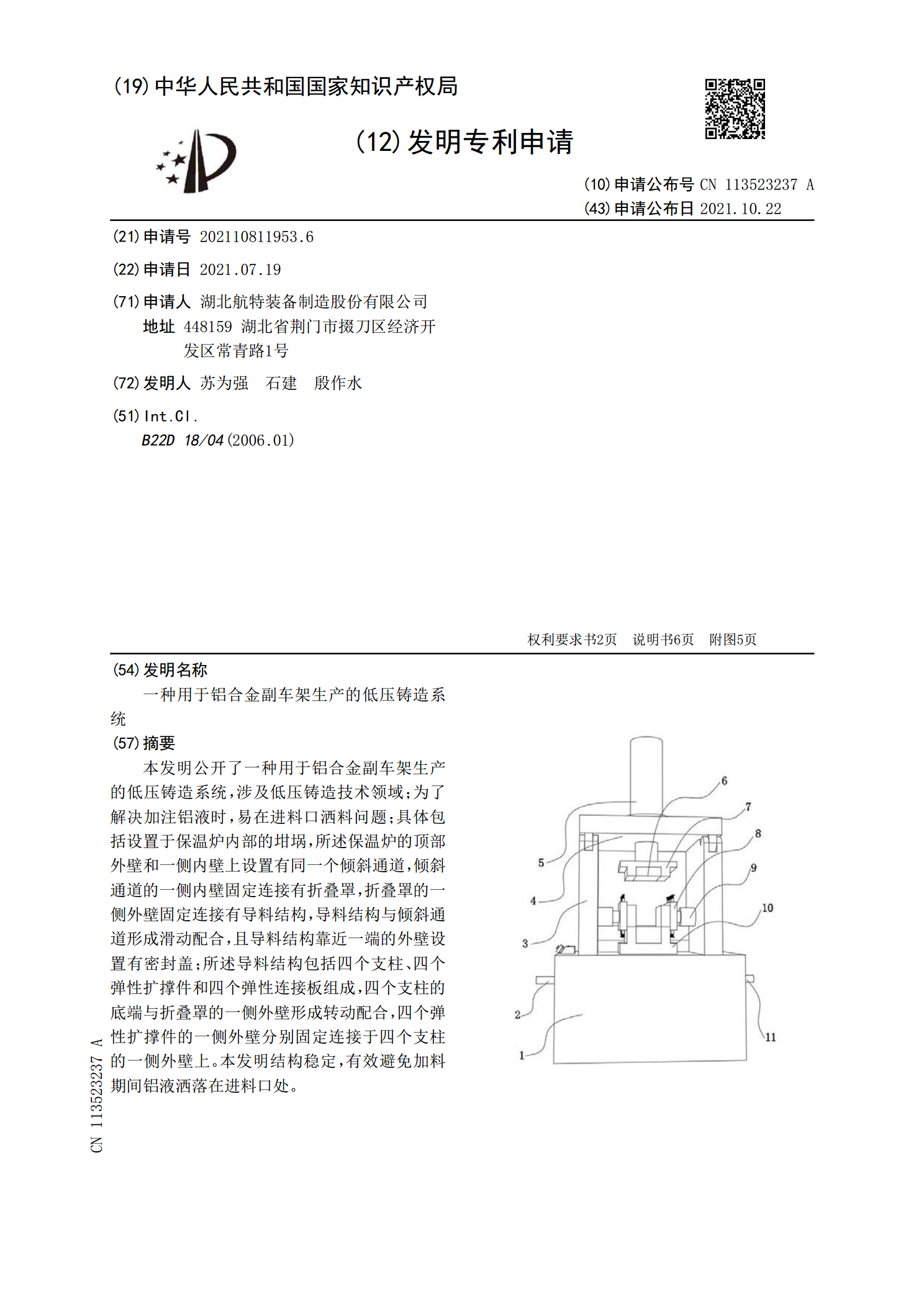
本发明公开了一种用于铝合金副车架生产的低压铸造系统,涉及低压铸造技术领域;为了解决加注铝液时,易在进料口洒料问题;具体包括设置于保温炉内部的坩埚,所述保温炉的顶部外壁和一侧内壁上设置有同一个倾斜通道,倾斜通道的一侧内壁固定连接有折叠罩,折叠罩的一侧外壁固定连接有导料结构,导料结构与倾斜通道形成滑动配合,且导料结构靠近一端的外壁设置有密封盖;所述导料结构包括四个支柱、四个弹性扩撑件和四个弹性连接板组成,四个支柱的底端与折叠罩的一侧外壁形成转动配合,四个弹性扩撑件的一侧外壁分别固定连接于四个支柱的一侧外壁上。

铸造铝合金前副车架焊接工艺设计与优化.docx
铸造铝合金前副车架焊接工艺设计与优化摘要:本文针对铸造铝合金前副车架的焊接工艺进行了设计与优化。通过对焊接工艺参数的研究分析,选定了适合铸造铝合金前副车架的焊接方法,针对焊接过程中可能出现的缺陷进行了分析,并提出了相应的优化措施。经过测试验证,优化后的焊接工艺能够满足前副车架使用要求,有效提高了焊接质量和生产效率。关键词:铸造铝合金;前副车架;焊接工艺;设计;优化1.研究背景铝合金具有密度低、强度高、耐腐蚀、导电性好等优点,在汽车、航空航天等领域得到广泛应用。前副车架是汽车底盘的重要组成部分,需具有高强度