
一种超高强韧TB18钛合金大规格锻坯的锻造方法.pdf

玉军****la

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超高强韧TB18钛合金大规格锻坯的锻造方法.pdf
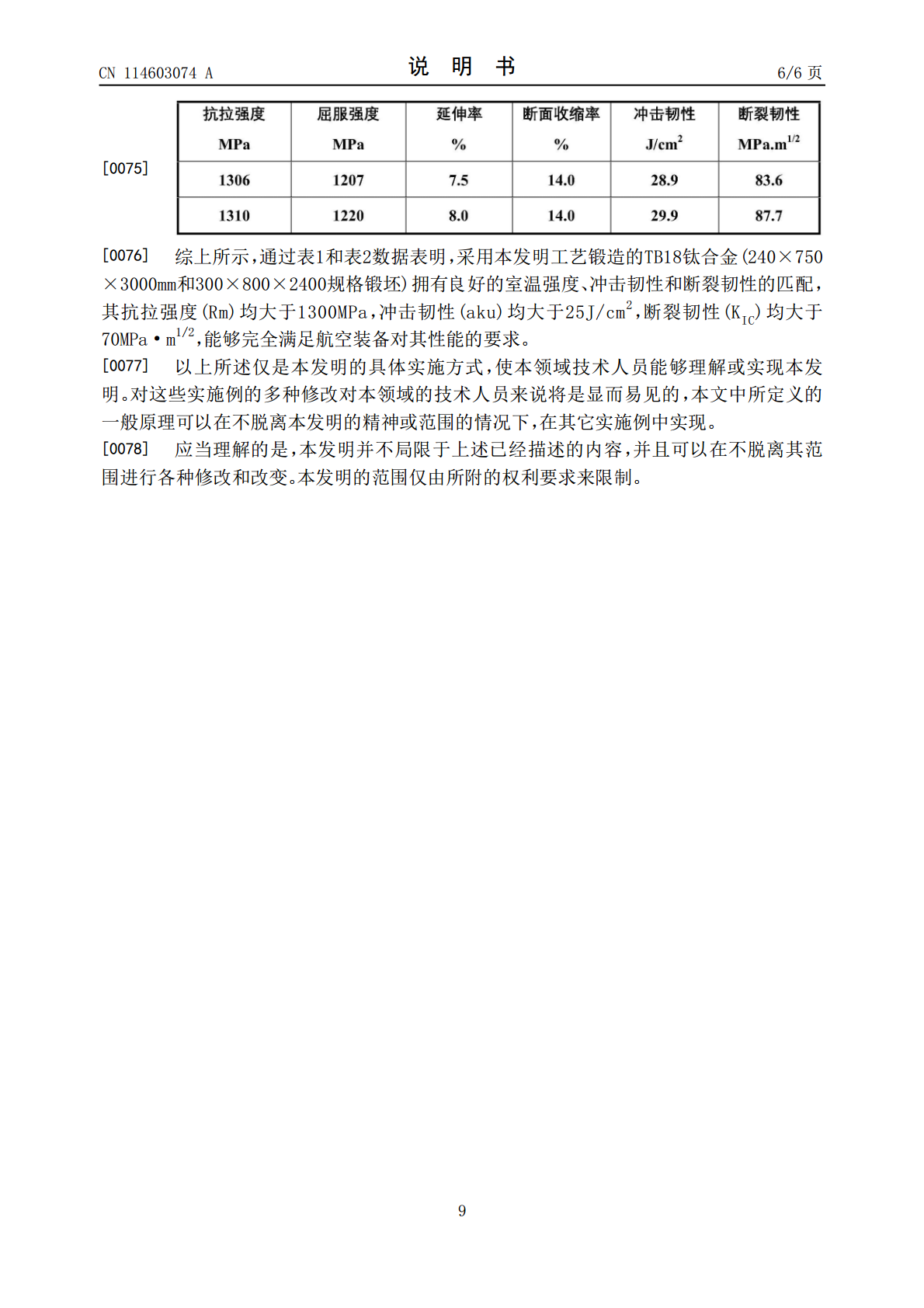
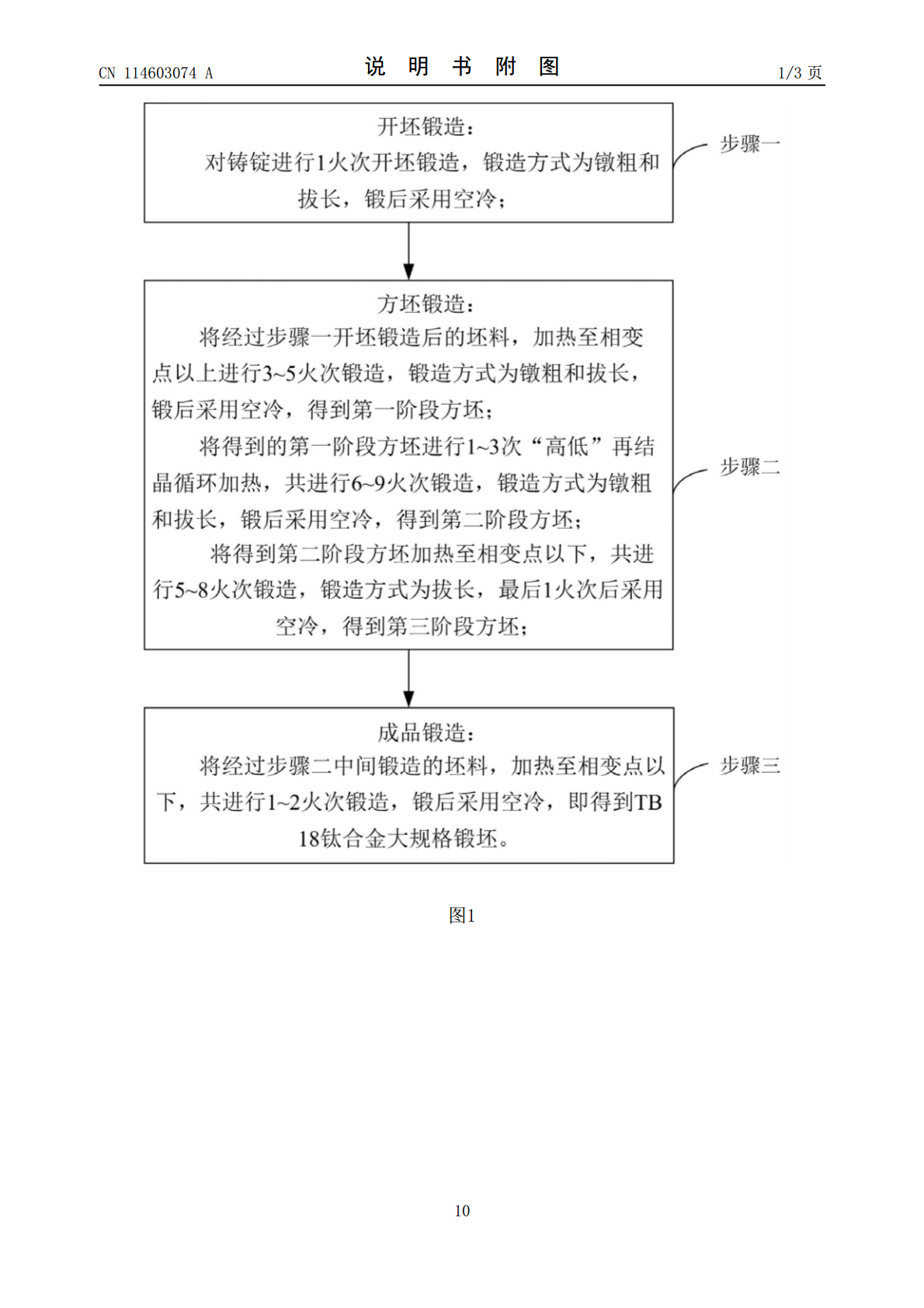
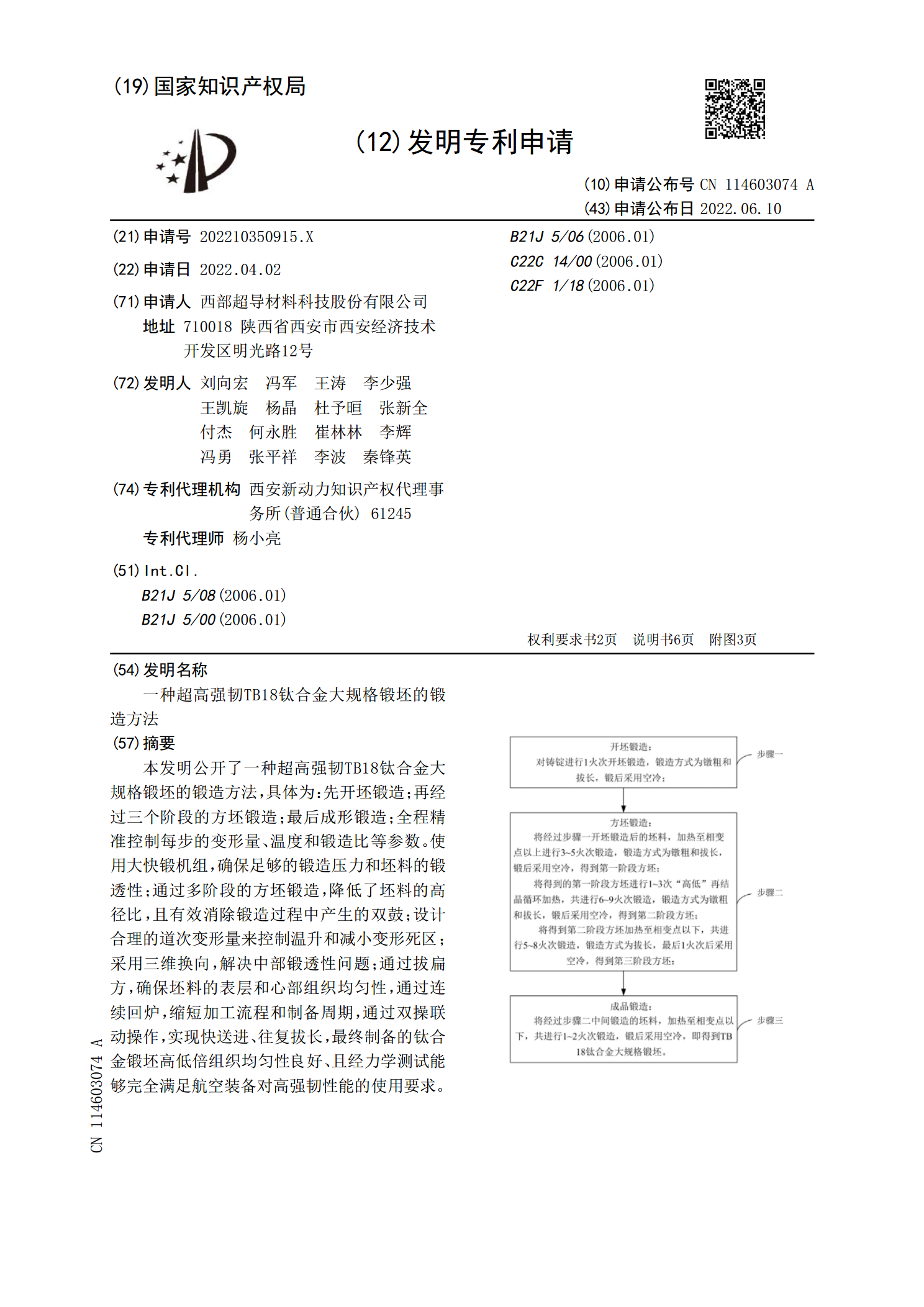
本发明公开了一种超高强韧TB18钛合金大规格锻坯的锻造方法,具体为:先开坯锻造;再经过三个阶段的方坯锻造;最后成形锻造;全程精准控制每步的变形量、温度和锻造比等参数。使用大快锻机组,确保足够的锻造压力和坯料的锻透性;通过多阶段的方坯锻造,降低了坯料的高径比,且有效消除锻造过程中产生的双鼓;设计合理的道次变形量来控制温升和减小变形死区;采用三维换向,解决中部锻透性问题;通过拔扁方,确保坯料的表层和心部组织均匀性,通过连续回炉,缩短加工流程和制备周期,通过双操联动操作,实现快送进、往复拔长,最终制备的钛合金锻
一种改善钛合金锻坯组织均匀性的锻造方法.pdf
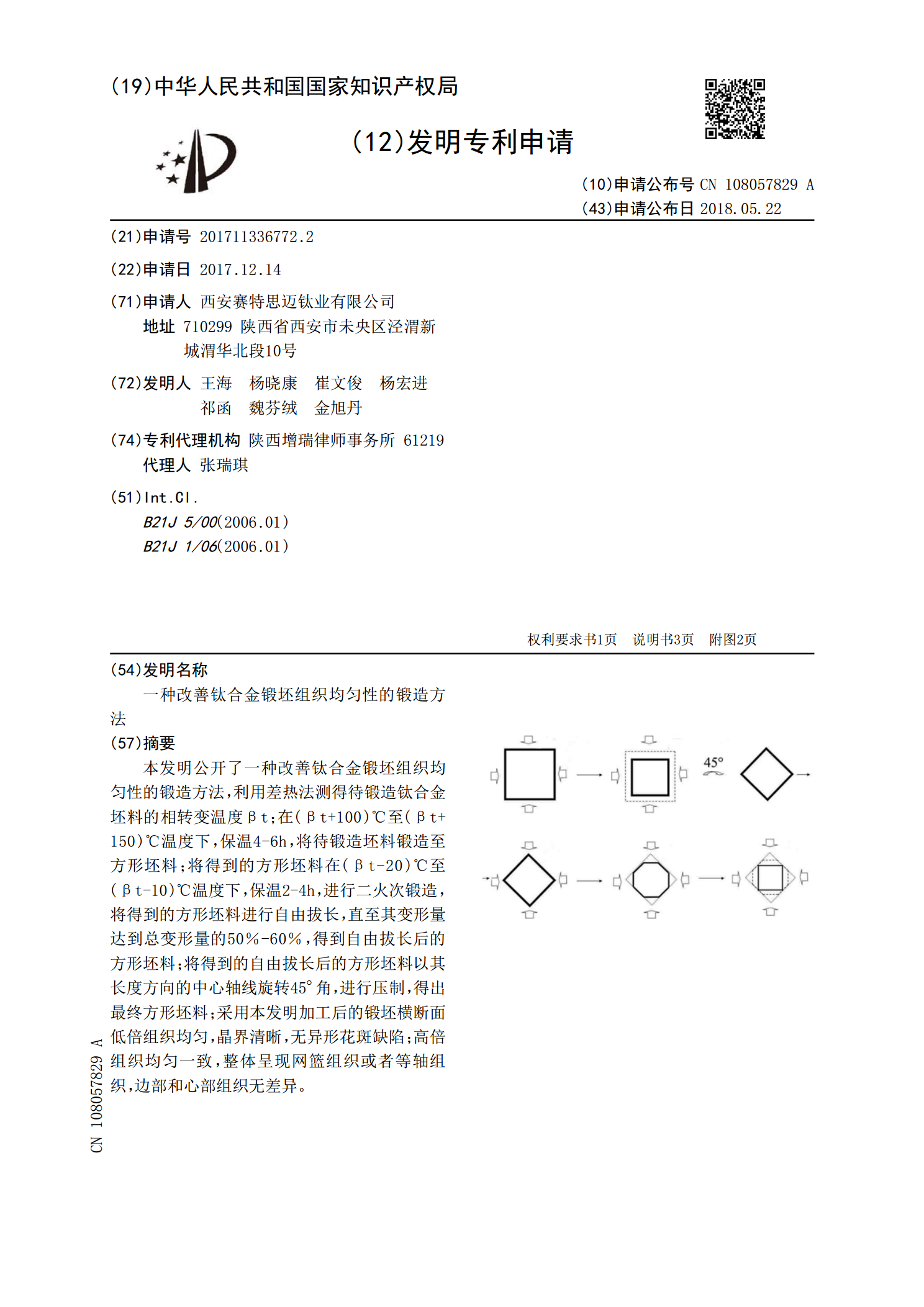
本发明公开了一种改善钛合金锻坯组织均匀性的锻造方法,利用差热法测得待锻造钛合金坯料的相转变温度βt;在(βt+100)℃至(βt+150)℃温度下,保温4‑6h,将待锻造坯料锻造至方形坯料;将得到的方形坯料在(βt‑20)℃至(βt‑10)℃温度下,保温2‑4h,进行二火次锻造,将得到的方形坯料进行自由拔长,直至其变形量达到总变形量的50%‑60%,得到自由拔长后的方形坯料;将得到的自由拔长后的方形坯料以其长度方向的中心轴线旋转45°角,进行压制,得出最终方形坯料;采用本发明加工后的锻坯横断面低倍组织均匀
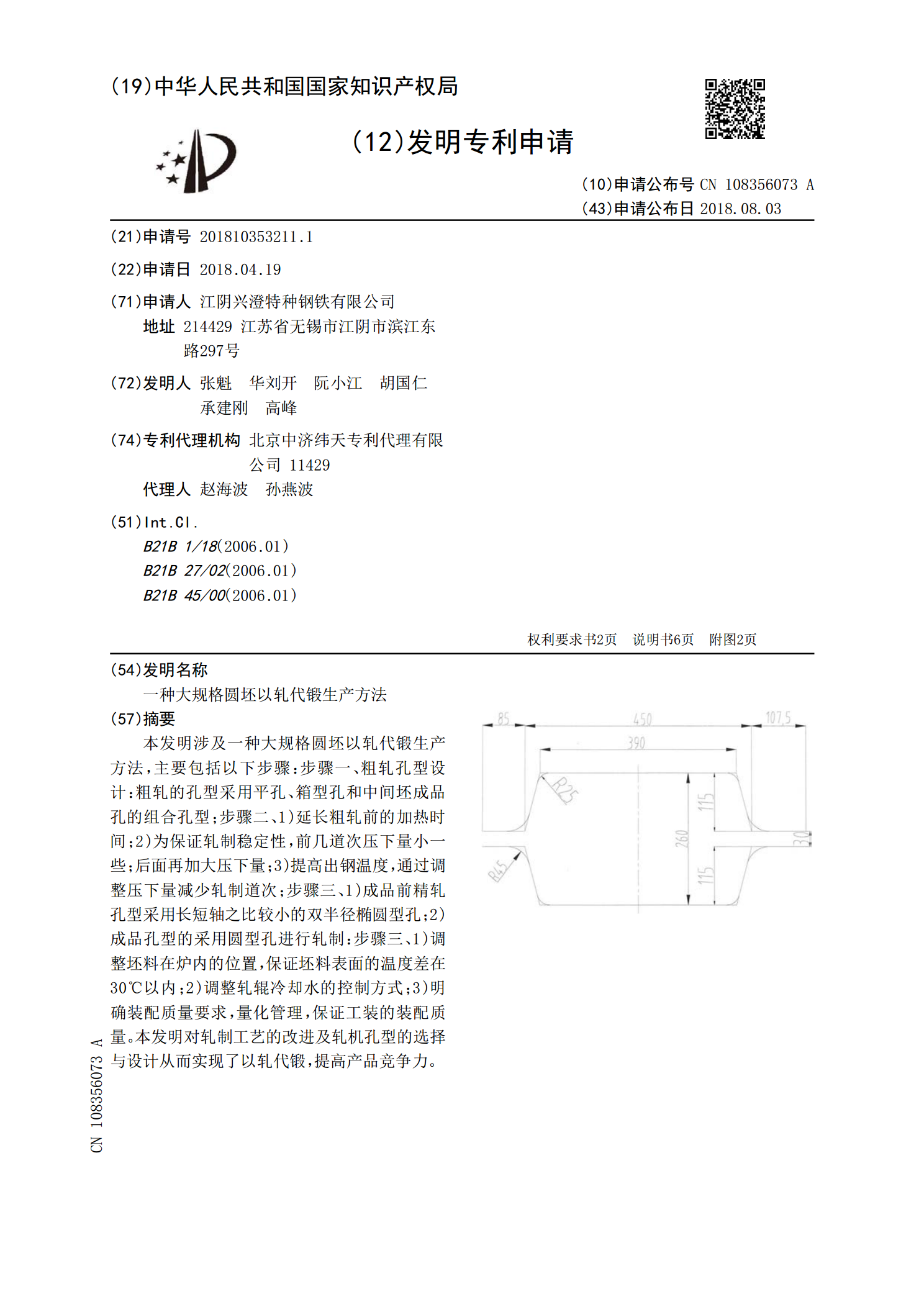
一种大规格圆坯以轧代锻生产方法.pdf
本发明涉及一种大规格圆坯以轧代锻生产方法,主要包括以下步骤:步骤一、粗轧孔型设计:粗轧的孔型采用平孔、箱型孔和中间坯成品孔的组合孔型;步骤二、1)延长粗轧前的加热时间;2)为保证轧制稳定性,前几道次压下量小一些;后面再加大压下量;3)提高出钢温度,通过调整压下量减少轧制道次;步骤三、1)成品前精轧孔型采用长短轴之比较小的双半径椭圆型孔;2)成品孔型的采用圆型孔进行轧制:步骤三、1)调整坯料在炉内的位置,保证坯料表面的温度差在30℃以内;2)调整轧辊冷却水的控制方式;3)明确装配质量要求,量化管理,保证工装
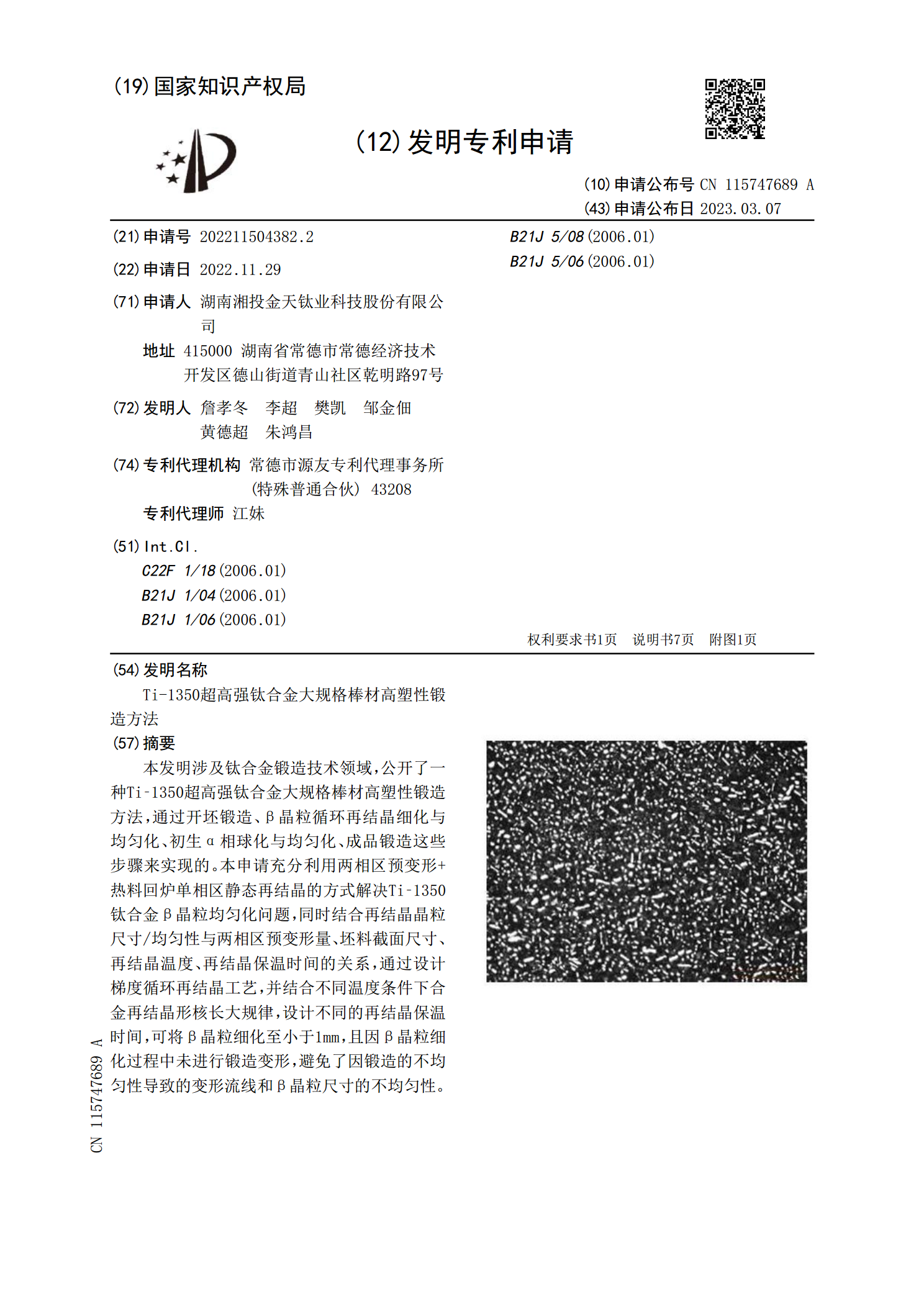
Ti-1350超高强钛合金大规格棒材高塑性锻造方法.pdf
本发明涉及钛合金锻造技术领域,公开了一种Ti‑1350超高强钛合金大规格棒材高塑性锻造方法,通过开坯锻造、β晶粒循环再结晶细化与均匀化、初生α相球化与均匀化、成品锻造这些步骤来实现的。本申请充分利用两相区预变形+热料回炉单相区静态再结晶的方式解决Ti‑1350钛合金β晶粒均匀化问题,同时结合再结晶晶粒尺寸/均匀性与两相区预变形量、坯料截面尺寸、再结晶温度、再结晶保温时间的关系,通过设计梯度循环再结晶工艺,并结合不同温度条件下合金再结晶形核长大规律,设计不同的再结晶保温时间,可将β晶粒细化至小于1mm,且因

一种提高钛合金锻坯塑性的方法.pdf
本发明公开了一种提高钛合金锻坯塑性的方法,属于航空航天用高品质钛锻件制造技术领域。所述方法为:将钛合金坯料在双向压载荷作用下进行电接触处理,其中双向压载荷方向垂直拔长方向,电流方向平行锻件纵向延展方向或轧制方向。随即进行空冷或水冷,最终获得高延伸率钛合金锻坯。本发明在载荷约束下电流诱发的热和非热耦合效应引发常规处理不可能出现的电致塑性和电致相变现象,达到β晶粒尺寸减小和塑性提高的目的,室温延伸率较传统方法提高3~4倍。