
一种钨极氩弧焊的冷热丝焊枪和焊接方法.pdf

霞英****娘子

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钨极氩弧焊的冷热丝焊枪和焊接方法.pdf
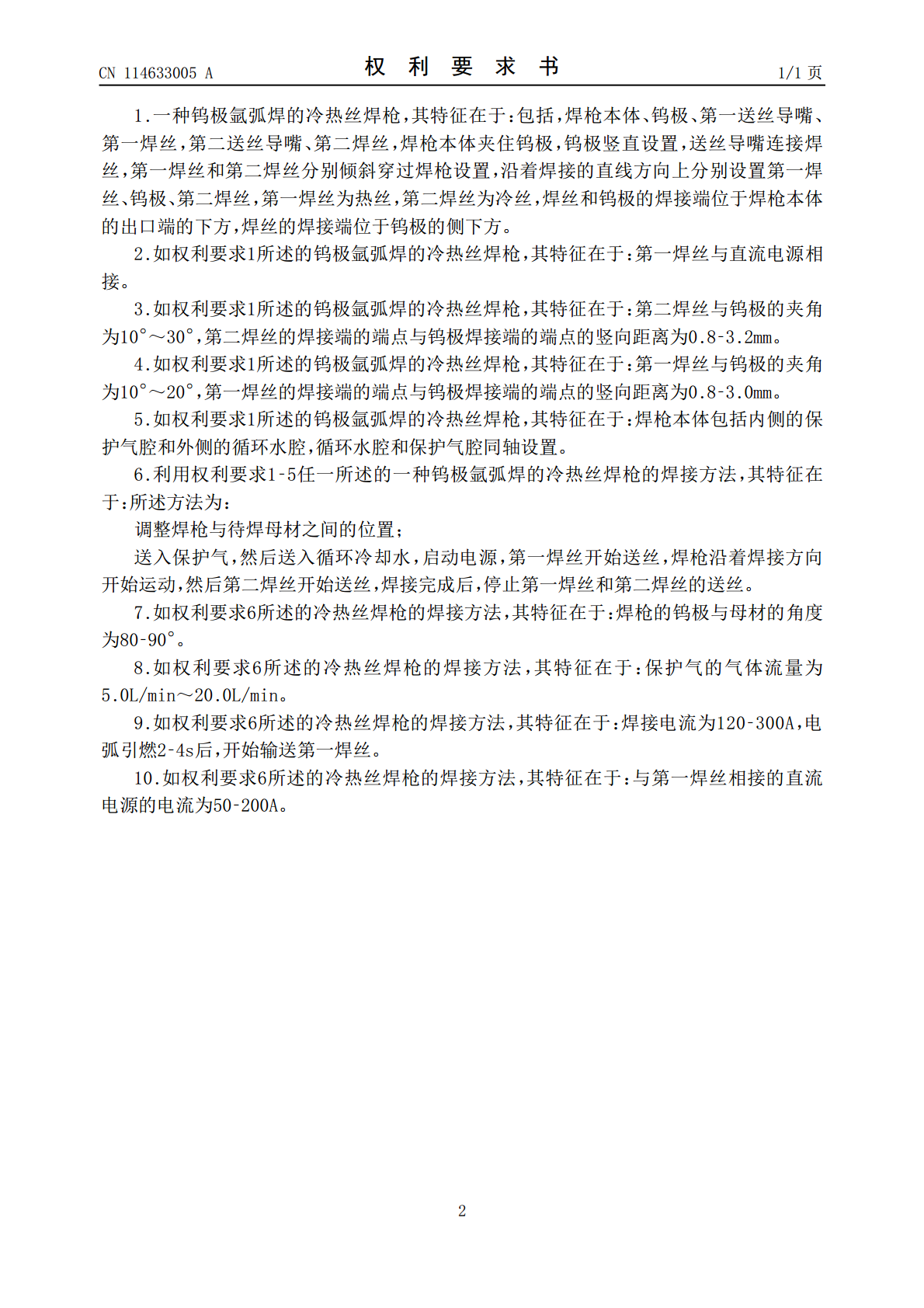
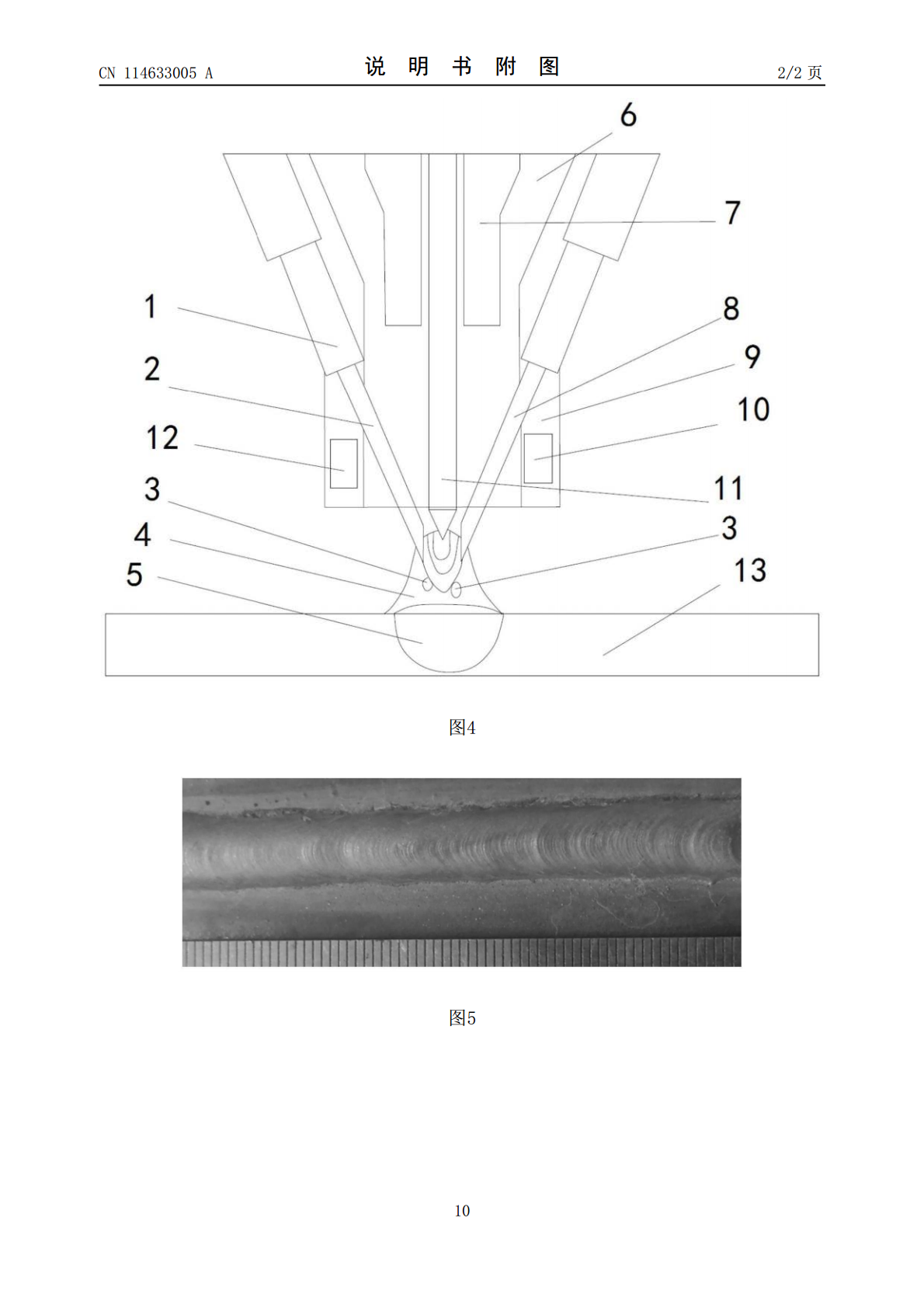
本发明涉及一种钨极氩弧焊的冷热丝焊枪和焊接方法。包括,焊枪本体、钨极、第一送丝导嘴、第一焊丝,第二送丝导嘴、第二焊丝,焊枪本体夹住钨极,钨极竖直设置,送丝导嘴连接焊丝,第一焊丝和第二焊丝分别倾斜穿过焊枪设置,沿着焊接的直线方向上分别设置第一焊丝、钨极、第二焊丝,第一焊丝为热丝,第二焊丝为冷丝,焊丝和钨极的焊接端位于焊枪本体的出口端的下方,焊丝的焊接端位于钨极的侧下方。提高焊接速度,降低焊件变形,有助于提升焊接质量。

热丝钨极氩弧焊焊接工艺试验.docx
热丝钨极氩弧焊焊接工艺试验摘要:本文论证了HOT-TIG焊接方法引深使用的可行性经过工艺性试验、焊接性性能试验及分析使自动HOT-TIG焊接方法经过变化、改进成为适应叶轮开槽焊的一种新焊接方法。关键词:叶轮HOT-TIG性能焊缝质量变形效率【分类号】:TG444.74引言叶轮是压缩机的心脏焊接是焊接叶轮制造的关键。开槽焊叶轮的焊接制造最具典型性。1、进一步提高焊缝的综合性能。开槽焊时槽体焊缝是轴盘或盖盘的一部分。更为
热丝钨极氩弧焊焊接工艺试验.docx
热丝钨极氩弧焊焊接工艺试验摘要:本文论证了HOT-TIG焊接方法引深使用的可行性经过工艺性试验、焊接性性能试验及分析使自动HOT-TIG焊接方法经过变化、改进成为适应叶轮开槽焊的一种新焊接方法。关键词:叶轮HOT-TIG性能焊缝质量变形效率【分类号】:TG444.74引言叶轮是压缩机的心脏焊接是焊接叶轮制造的关键。开槽焊叶轮的焊接制造最具典型性。1、进一步提高焊缝的综合性能。开槽焊时槽体焊缝是轴盘或盖盘的一部分。更为

奥氏体不锈钢管水冷热丝钨极氩弧焊的装置及方法.pdf
奥氏体不锈钢管水冷热丝钨极氩弧焊的装置及方法。如果仅仅通过减小焊接电流、电压,降低焊接热输入的方式来控制敏化及产生热裂纹的倾向,就会降低焊接效率,不能发挥机械热丝钨极氩弧焊高效率的焊接特点。一种奥氏体不锈钢管水冷热丝钨极氩弧焊方法,首先进行焊前准备,进行焊枪高度和位置的调整,将奥氏体不锈钢直管进行对接并冷却水供水位置调整,焊接设备的枪和采用同一个气路保护,在焊接打底层、管子转动至270°时,打开冷却水阀门,对焊接接头处采用喷淋装置进行喷淋冷却,直至完成所有打底层、填充层、盖面层的焊接。本发明用于奥氏体不锈
一种通用于钨极氩弧焊自动送丝装置和焊接装置.pdf
本发明公开了一种通用于钨极氩弧焊自动送丝装置和焊接装置,包括:基座,主动辊和从动辊,主动辊和从动辊间隙设置在基座上,导丝管,导丝管的一端设置在主动辊的一侧,焊丝经间隙后穿入导丝管的一端,导丝管的另一端靠近焊枪的焊接端,电机,设置在基座上,用于驱动主动辊转动,电机的控制端设置在焊枪的握柄处,该装置结构简单,焊丝步进速度稳定,操作简便,有效避免送丝不稳定及送丝位置不准确,有效的避免焊丝触碰钨极产生夹钨和长直焊缝的连续焊接,较好的避免产生焊接缺陷,使焊缝成形美观、焊接质量得到明显提高。