
一种通用于钨极氩弧焊自动送丝装置和焊接装置.pdf

波峻****99

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种通用于钨极氩弧焊自动送丝装置和焊接装置.pdf
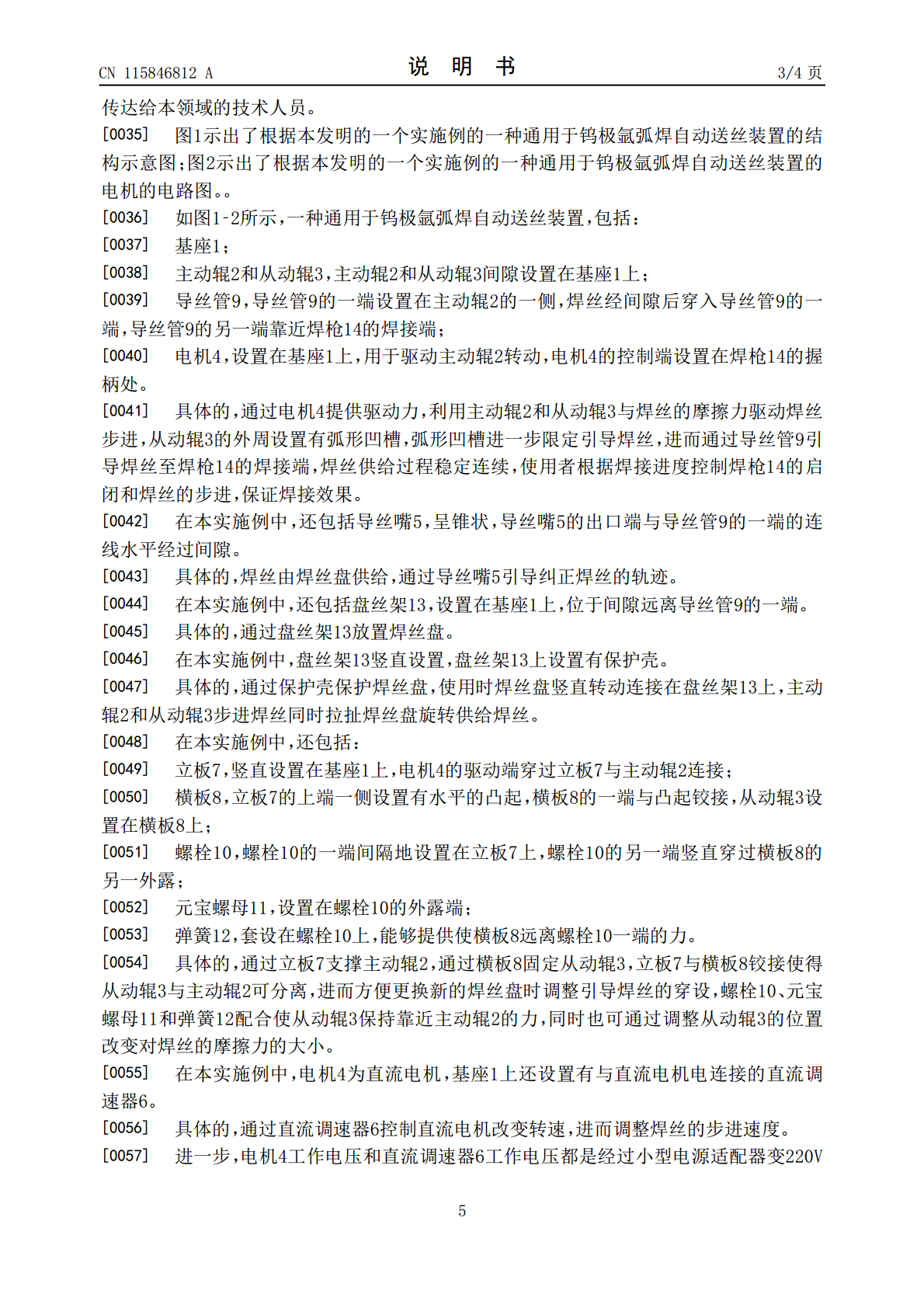
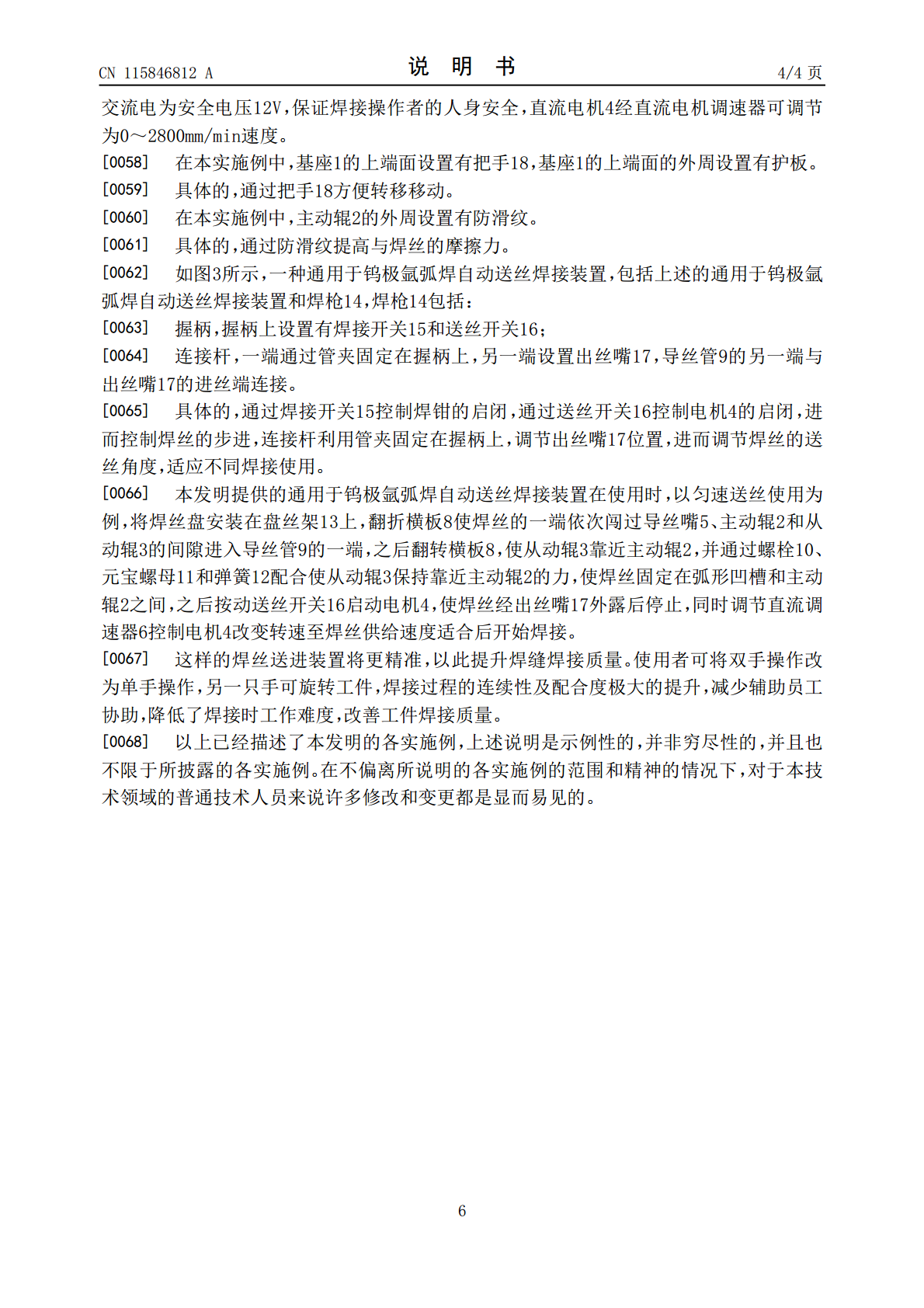
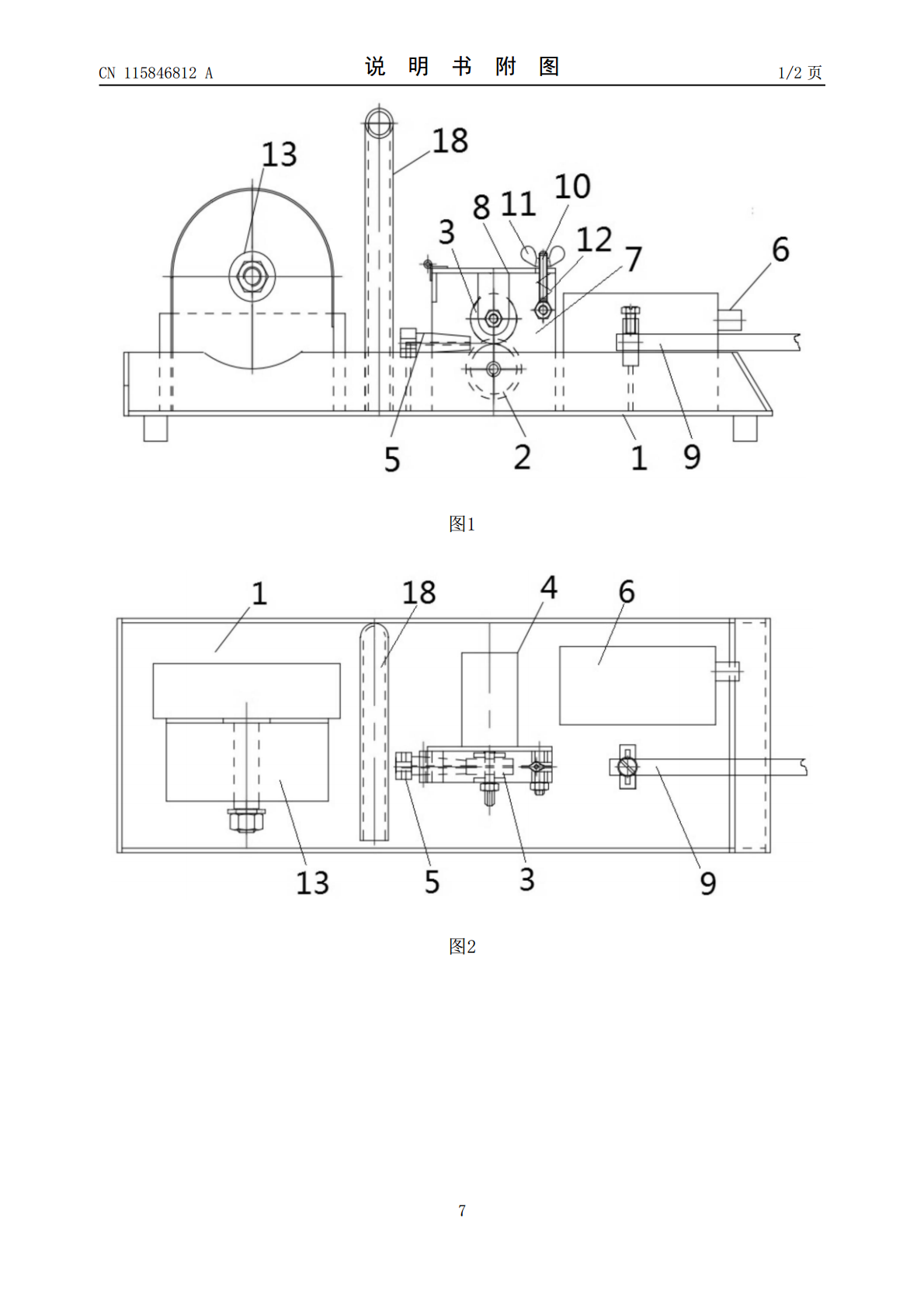
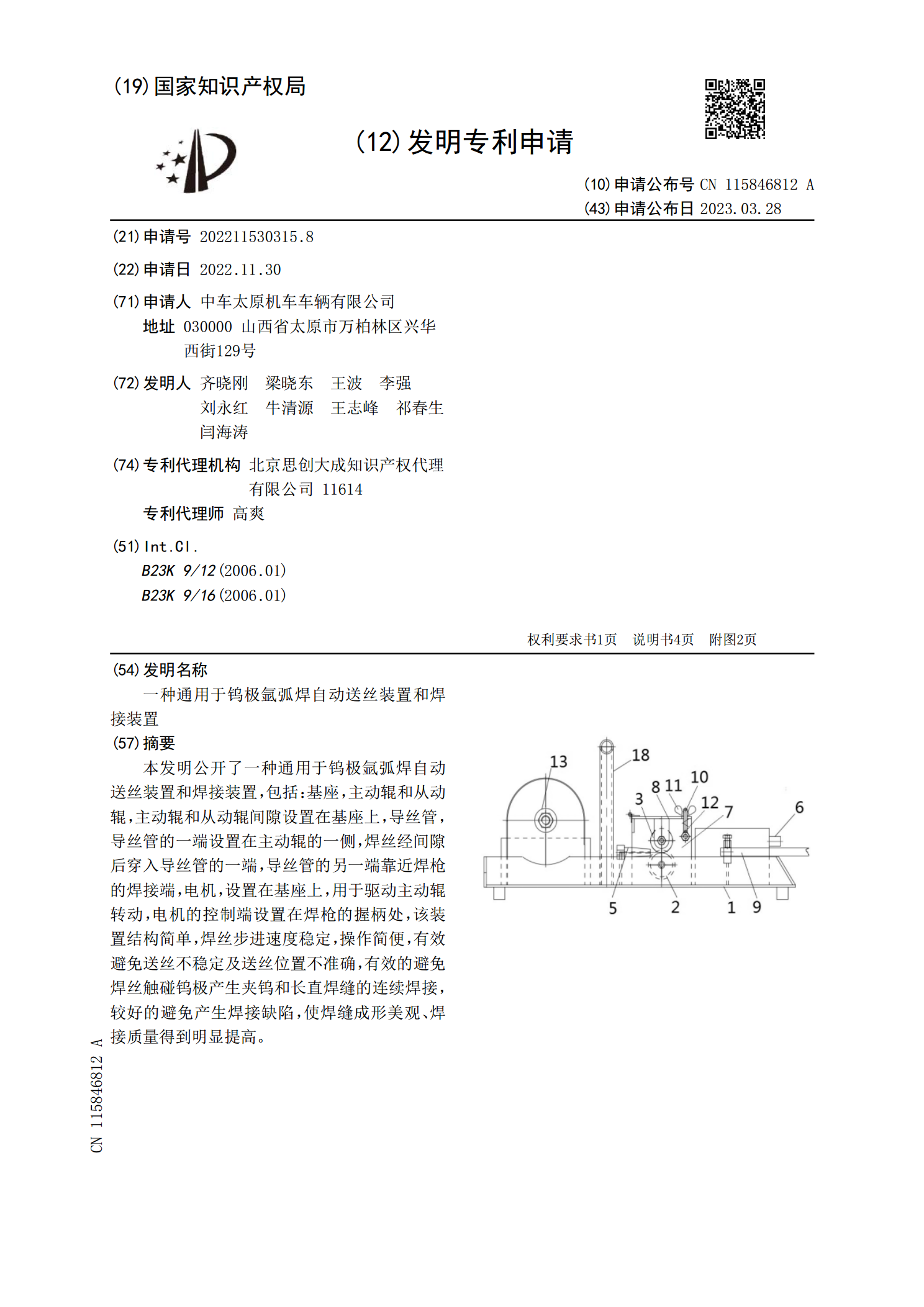
本发明公开了一种通用于钨极氩弧焊自动送丝装置和焊接装置,包括:基座,主动辊和从动辊,主动辊和从动辊间隙设置在基座上,导丝管,导丝管的一端设置在主动辊的一侧,焊丝经间隙后穿入导丝管的一端,导丝管的另一端靠近焊枪的焊接端,电机,设置在基座上,用于驱动主动辊转动,电机的控制端设置在焊枪的握柄处,该装置结构简单,焊丝步进速度稳定,操作简便,有效避免送丝不稳定及送丝位置不准确,有效的避免焊丝触碰钨极产生夹钨和长直焊缝的连续焊接,较好的避免产生焊接缺陷,使焊缝成形美观、焊接质量得到明显提高。
自动送细焊丝手工钨极氩弧焊高效焊接联合装置及方法.pdf
本发明公开了一种自动送细焊丝手工钨极氩弧焊高效焊接联合装置及方法。该装置包括送丝机,送丝机连接有送丝软管和脚踏控制器,送丝机用于设置细焊丝盘,并将细焊丝送入送丝软管中,脚踏控制器点动控制送丝机进行送丝,送丝软管能够改变其出口方向,从而控制细焊丝送入熔池的位置。利用本发明,焊工通过拿持送丝软管对细焊丝进行拿持并导向,由于送丝软管具有一定刚性,对细焊丝进行约束,能够避免细焊丝太细太软无法实现手工钨极氩弧焊操作的问题,脚踏控制器点动控制送丝机能够保证细焊丝送给匀速且速度可调,避免焊工手持焊丝点动送进熔池送丝速度
手工钨极氩弧焊自动送丝器.pdf
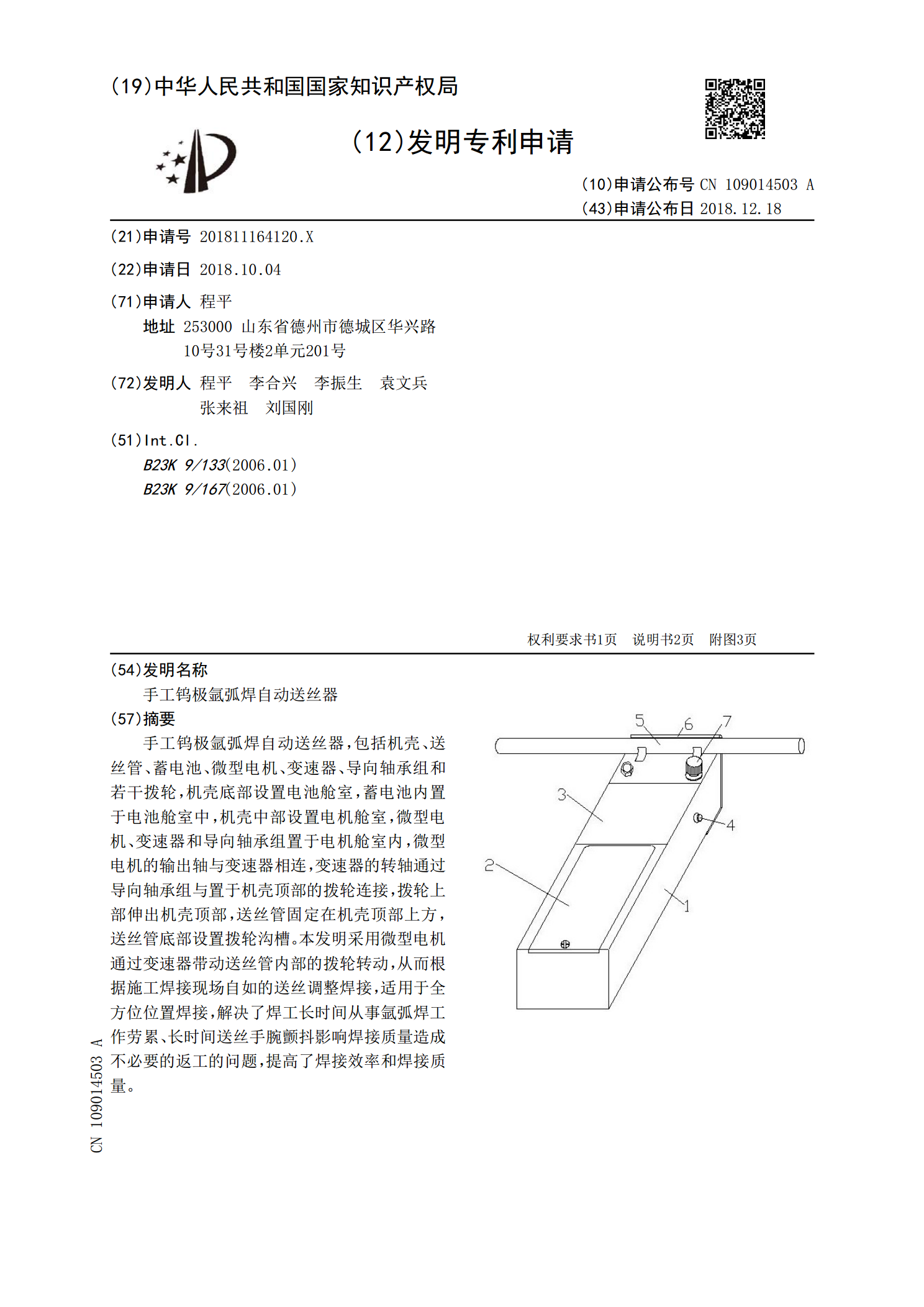
手工钨极氩弧焊自动送丝器,包括机壳、送丝管、蓄电池、微型电机、变速器、导向轴承组和若干拨轮,机壳底部设置电池舱室,蓄电池内置于电池舱室中,机壳中部设置电机舱室,微型电机、变速器和导向轴承组置于电机舱室内,微型电机的输出轴与变速器相连,变速器的转轴通过导向轴承组与置于机壳顶部的拨轮连接,拨轮上部伸出机壳顶部,送丝管固定在机壳顶部上方,送丝管底部设置拨轮沟槽。本发明采用微型电机通过变速器带动送丝管内部的拨轮转动,从而根据施工焊接现场自如的送丝调整焊接,适用于全方位位置焊接,解决了焊工长时间从事氩弧焊工作劳累、

简易自动送丝钨极氩弧焊施工工法.docx
简易自动送丝钨极氩弧焊机施工工法XXX(作者姓名)(单位)1前言本实用新型涉及一种改进后用于管道焊接的简易自动送丝钨极氩弧焊机。现有的氩弧焊机大多采用手工送丝,或是购买专用自动送丝氩弧焊机。二者都存在一定的不足,主要是手工送丝不稳定,接头多,成形不美观,焊接质量差;而专用自动送丝氩弧焊机价格高,需购买整套设备,不能与现有设备通用。针对手工氩弧焊机和专用自动送丝氩弧焊机本身存在的不足,本实用新型提供一种简易的自动送丝钨极氩弧焊机。该焊机通过控制电路和附具实现钨极氩弧焊的自动送丝焊接,最大限度地利用现有的手工
一种钨极氩弧焊的冷热丝焊枪和焊接方法.pdf
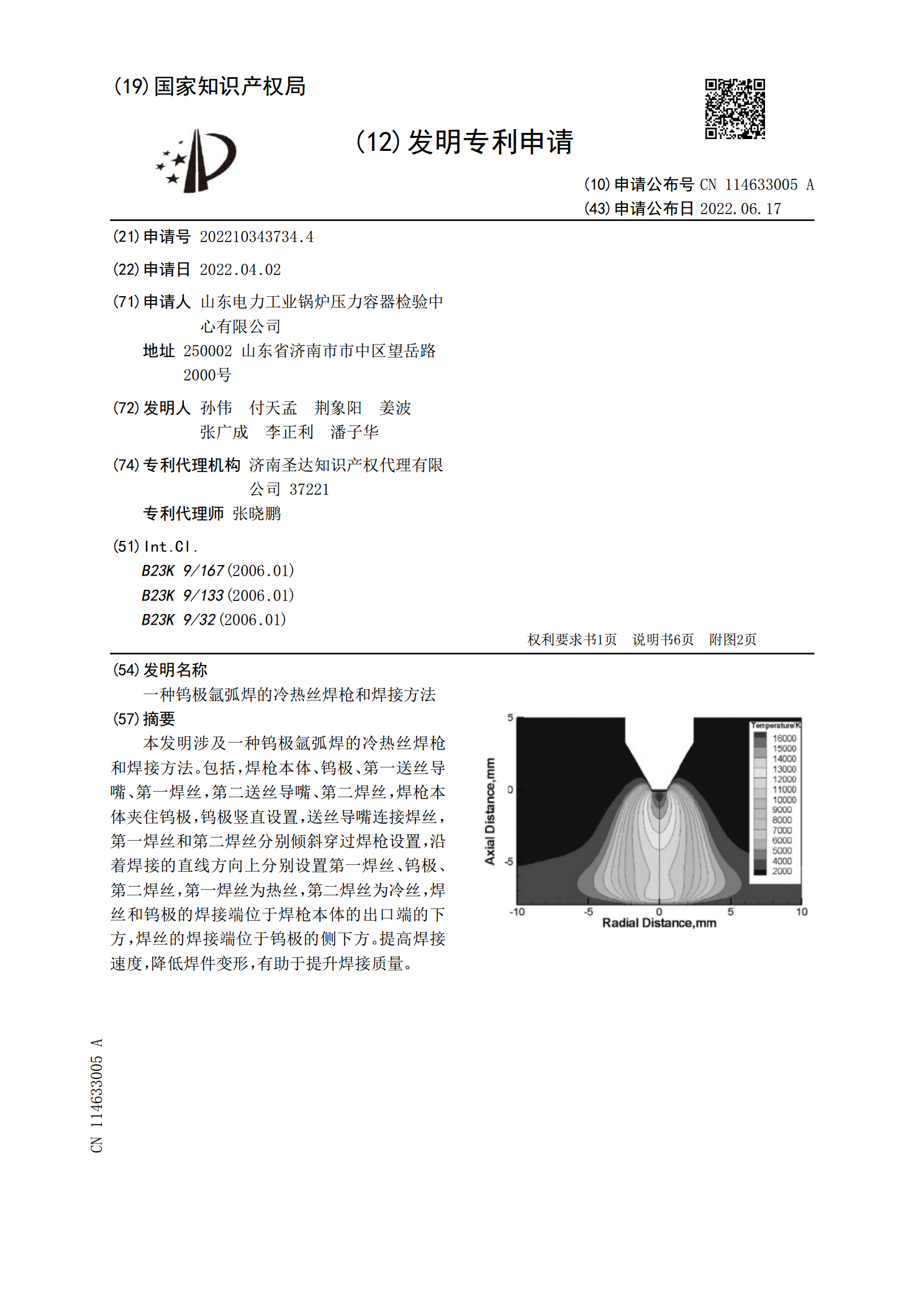
本发明涉及一种钨极氩弧焊的冷热丝焊枪和焊接方法。包括,焊枪本体、钨极、第一送丝导嘴、第一焊丝,第二送丝导嘴、第二焊丝,焊枪本体夹住钨极,钨极竖直设置,送丝导嘴连接焊丝,第一焊丝和第二焊丝分别倾斜穿过焊枪设置,沿着焊接的直线方向上分别设置第一焊丝、钨极、第二焊丝,第一焊丝为热丝,第二焊丝为冷丝,焊丝和钨极的焊接端位于焊枪本体的出口端的下方,焊丝的焊接端位于钨极的侧下方。提高焊接速度,降低焊件变形,有助于提升焊接质量。