
特种钢连铸用抗侵蚀浸入式水口及其制备方法.pdf

一吃****天材

1/9
2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
特种钢连铸用抗侵蚀浸入式水口及其制备方法.pdf
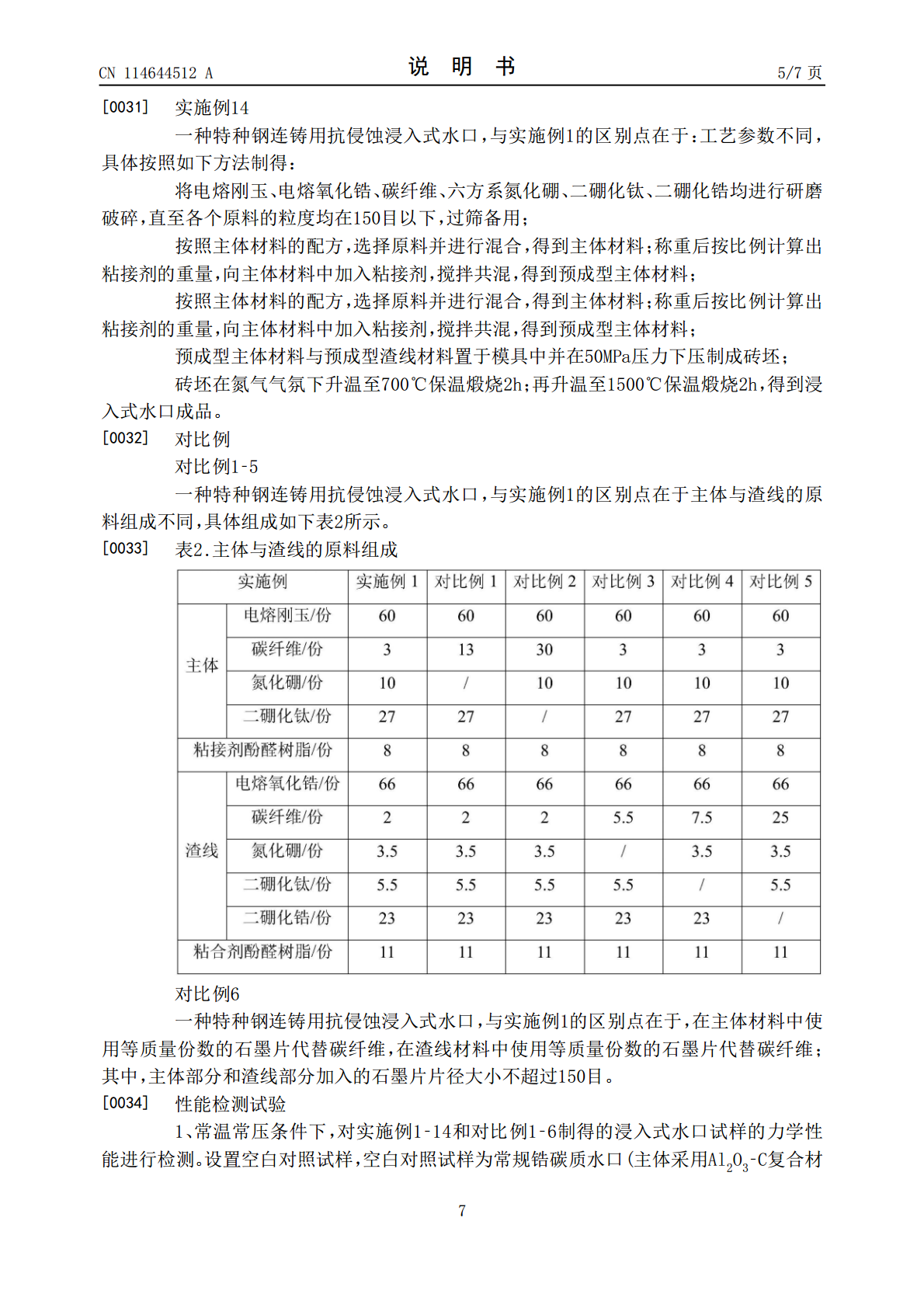
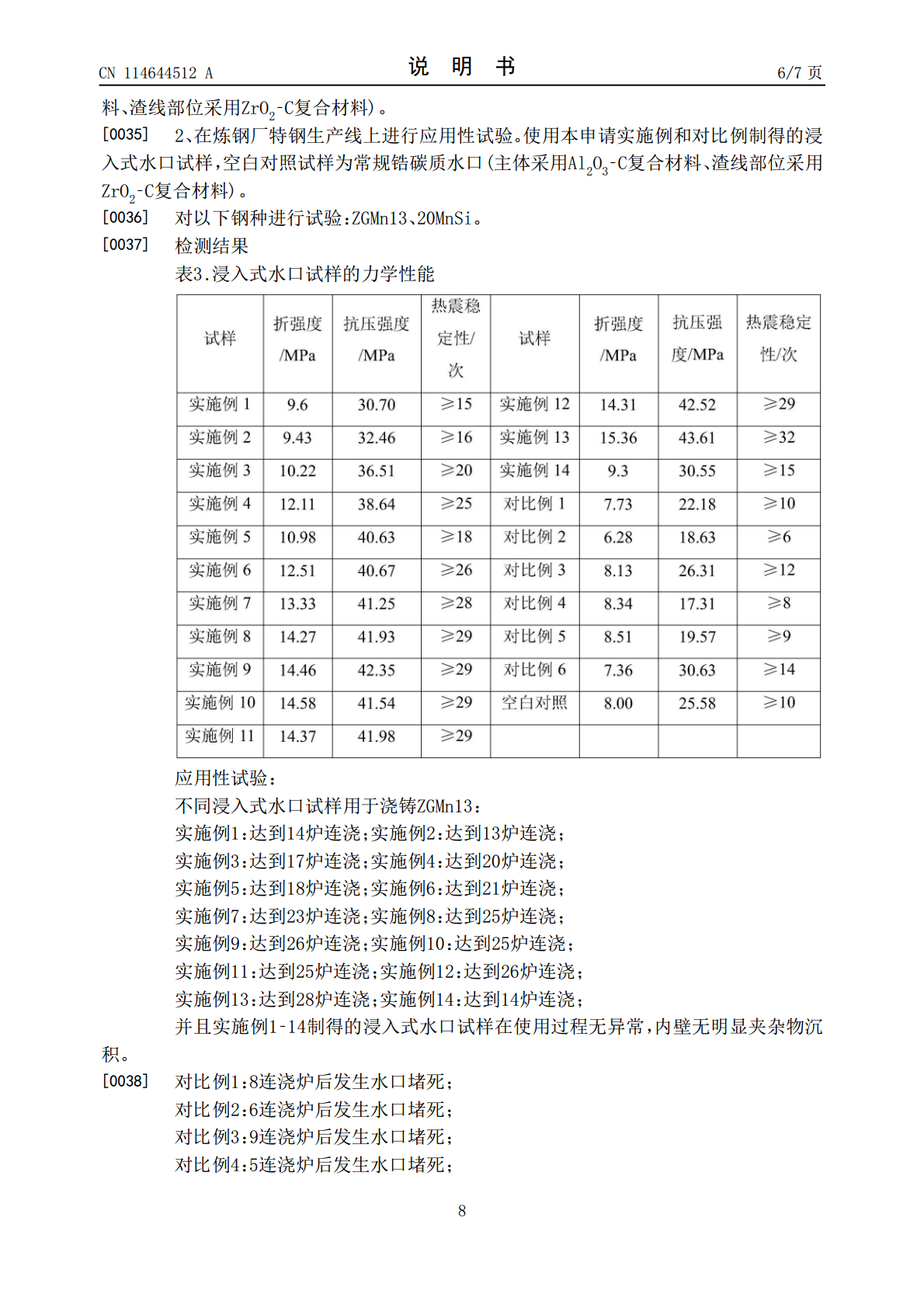
本申请公开了一种特种钢连铸用抗侵蚀浸入式水口及其制备方法。特种钢连铸用抗侵蚀浸入式水口包括主体和渣线,主体材料由如下重量百分比的原料制得:电熔刚玉60~80%、碳纤维3~6%、六方系氮化硼6~10%、二硼化钛11~27%;主体材料中加入粘接剂,结合剂占主体原料总重量的8~14%;渣线材料由如下重量百分比的原料制得:电熔氧化锆66~78%、碳纤维2~4%、六方系氮化硼3.5~10%、二硼化钛5.5~12.5%、二硼化锆10~23%;渣线材料中加入结合剂,结合剂占渣线原料总重量的11~15%。本申请制得的浸入
一种连铸浸入式水口的制备方法.pdf
本发明公开了一种连铸浸入式水口的制备方法,所述制备方法为:1)将鳞片石墨8-10份、碳化硅4-6份,硅微粉3-5份,熔融石英6-8份,电熔锆莫来石20-22份,白刚玉32-34份混合5-10分钟;2)在步骤1)的混合物中加入酚醛树脂5-7份,再混合5-10分钟;3)将步骤2)混合好的材料用高速造粒机造粒,造粒料经流动烘干床烘干、使挥发份满足成型要求;4)将造粒料用冷等静压机在155-165MPa下成型,成型产品在梭式窑炉中,在还原气氛下,在1220-1260℃下烧制。5)采用立式仿型车床加工,经加工后的产

添加剂对连铸用浸入式水口抗渣侵蚀性能影响的研究.docx
添加剂对连铸用浸入式水口抗渣侵蚀性能影响的研究添加剂对连铸用浸入式水口抗渣侵蚀性能影响的研究摘要:连铸用浸入式水口在连铸过程中承受高温和高压的腐蚀和侵蚀,影响了连铸效果和产品质量。本论文研究了添加剂对浸入式水口抗渣侵蚀性能的影响,并通过实验分析了添加剂浓度、添加剂类型以及温度对水口抗渣侵蚀性能的影响。实验结果表明,适量添加添加剂可以显著提高浸入式水口的抗渣侵蚀性能,降低水口的磨损和损坏。关键词:连铸,浸入式水口,抗渣侵蚀性能,添加剂引言连铸是一种常用的金属成形技术,其过程中浸入式水口起着关键的作用。浸入式

钙处理钢对浸入式水口的侵蚀分析.docx
钙处理钢对浸入式水口的侵蚀分析摘要浸入式水口是现代钢铁生产过程中的重要工艺设备,其表面的侵蚀问题一直是制约其使用寿命和产品质量的重要因素之一。本文选择钙处理钢作为浸入式水口材料,从材料的角度出发,结合目前研究的最新成果,分析其对浸入式水口侵蚀的影响及其原因。关键词:钙处理钢;浸入式水口;侵蚀分析;材料性能AbstractSubmergedentrynozzleisanimportantprocessequipmentinmodernsteelmakingprocess,anditssurfacecorro
一种连铸浸入式水口夹持系统及方法.pdf
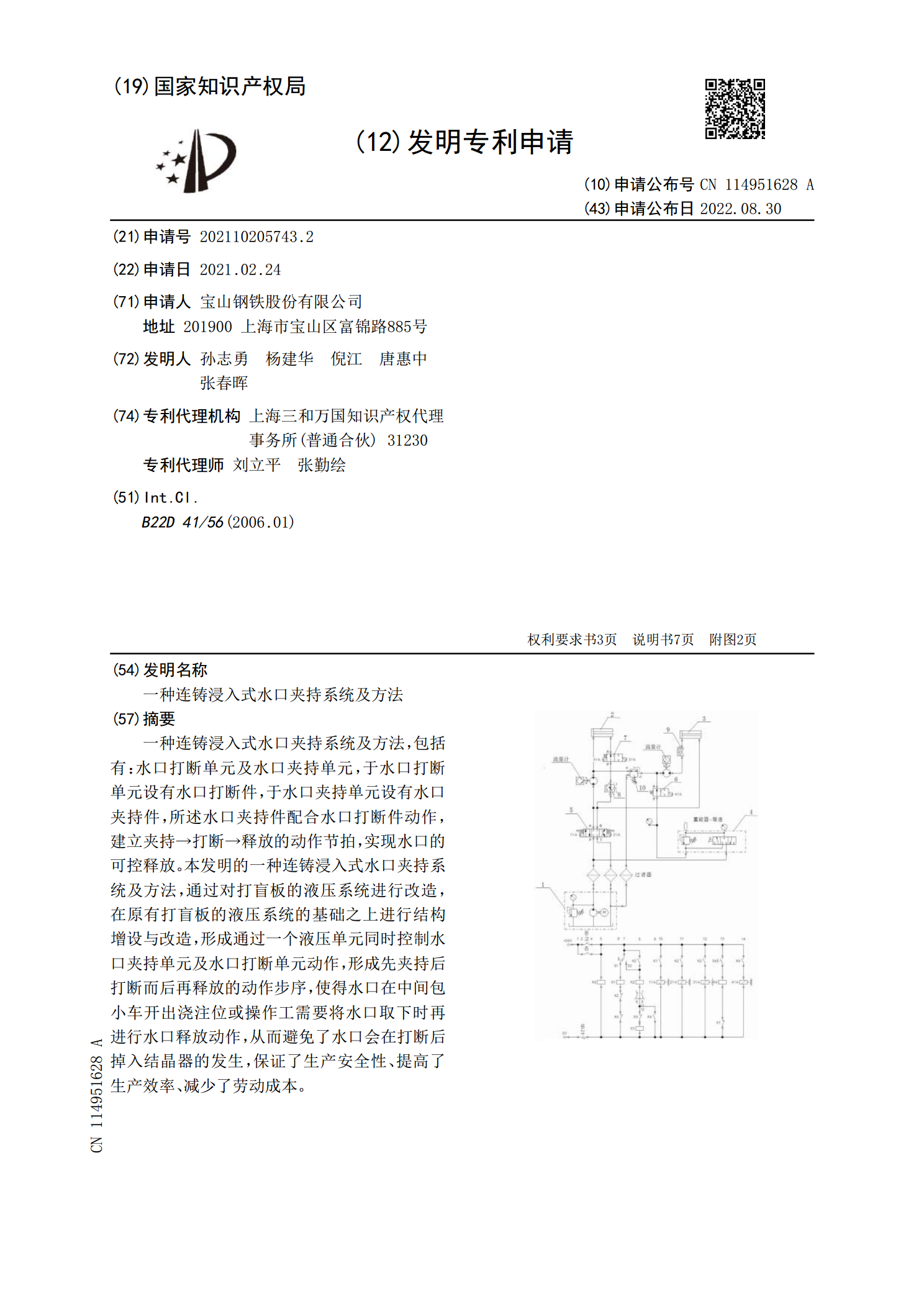
一种连铸浸入式水口夹持系统及方法,包括有:水口打断单元及水口夹持单元,于水口打断单元设有水口打断件,于水口夹持单元设有水口夹持件,所述水口夹持件配合水口打断件动作,建立夹持→打断→释放的动作节拍,实现水口的可控释放。本发明的一种连铸浸入式水口夹持系统及方法,通过对打盲板的液压系统进行改造,在原有打盲板的液压系统的基础之上进行结构增设与改造,形成通过一个液压单元同时控制水口夹持单元及水口打断单元动作,形成先夹持后打断而后再释放的动作步序,使得水口在中间包小车开出浇注位或操作工需要将水口取下时再进行水口释放动