
一种铁路货车用重载车轮的制造方法.pdf

宜欣****外呢

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铁路货车用重载车轮的制造方法.pdf
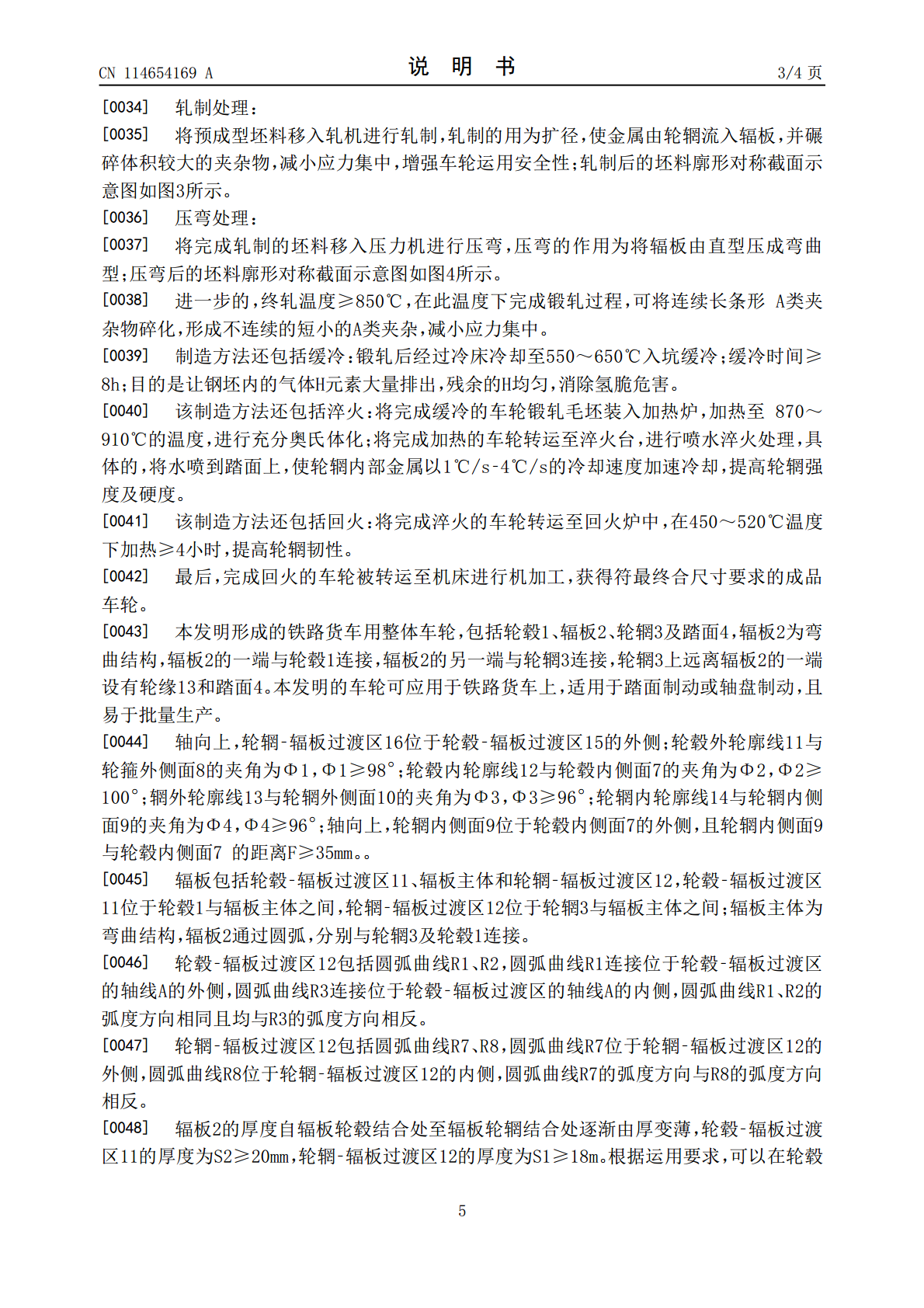
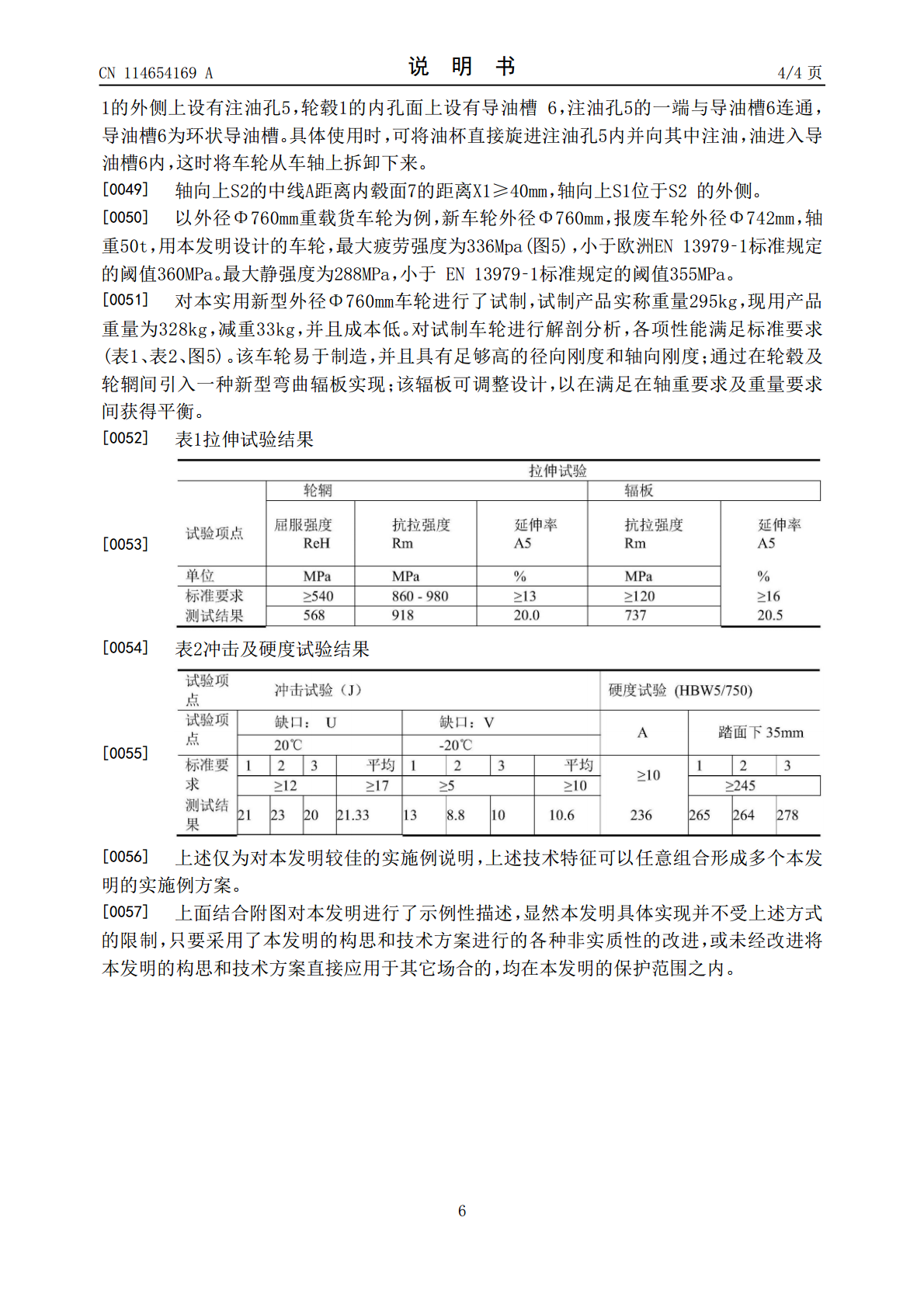
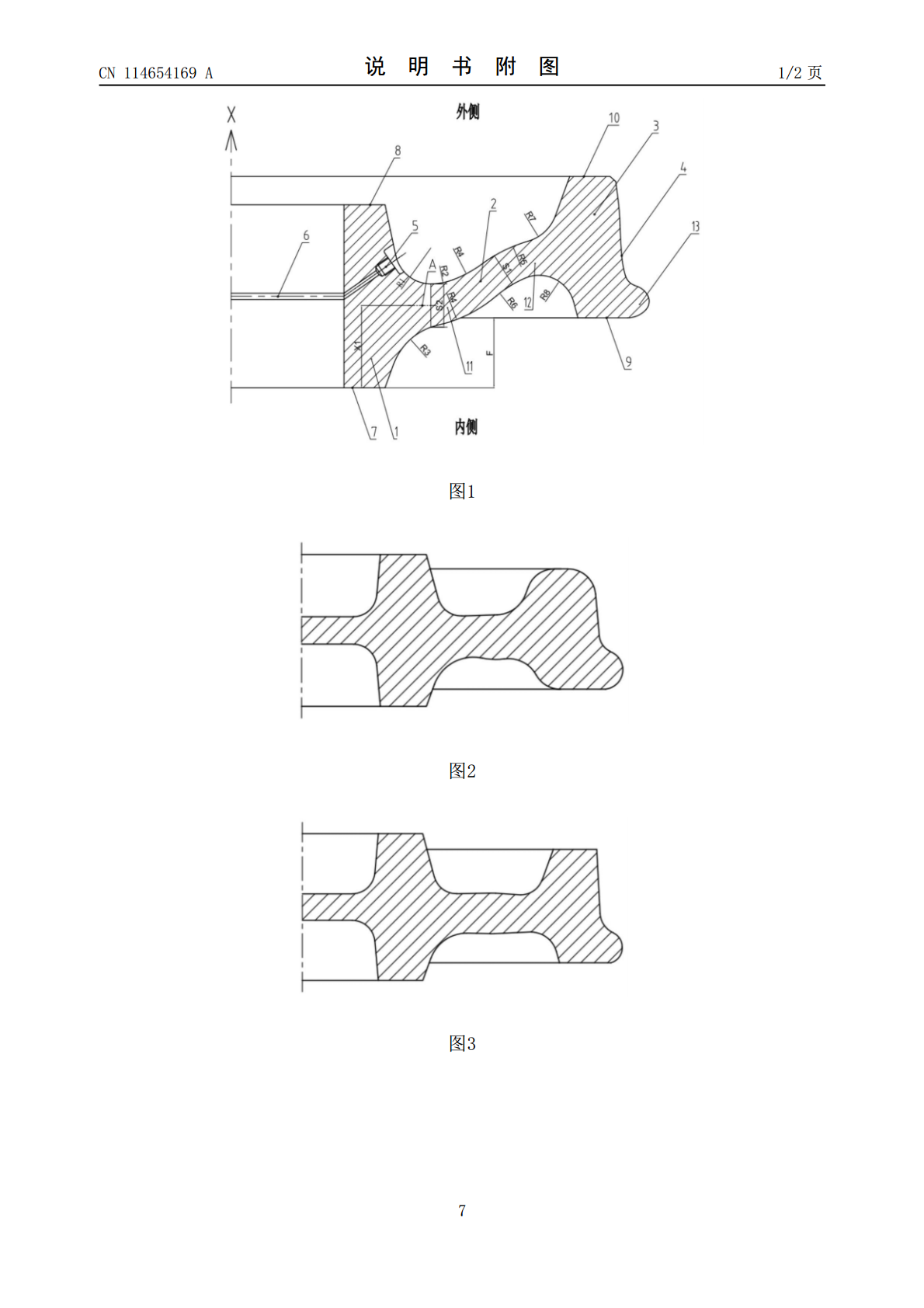
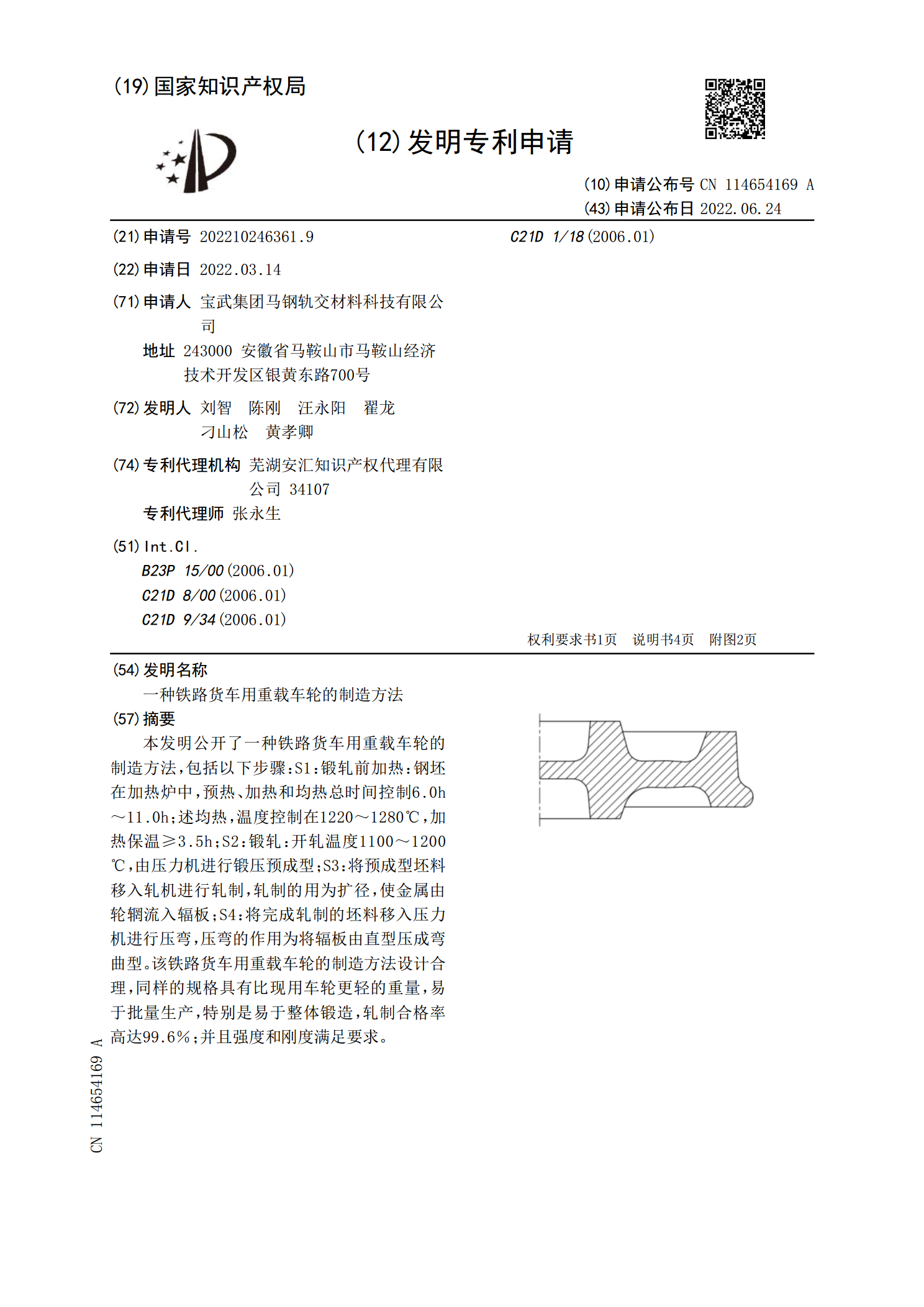
本发明公开了一种铁路货车用重载车轮的制造方法,包括以下步骤:S1:锻轧前加热:钢坯在加热炉中,预热、加热和均热总时间控制6.0h~11.0h;述均热,温度控制在1220~1280℃,加热保温≥3.5h;S2:锻轧:开轧温度1100~1200℃,由压力机进行锻压预成型;S3:将预成型坯料移入轧机进行轧制,轧制的用为扩径,使金属由轮辋流入辐板;S4:将完成轧制的坯料移入压力机进行压弯,压弯的作用为将辐板由直型压成弯曲型。该铁路货车用重载车轮的制造方法设计合理,同样的规格具有比现用车轮更轻的重量,易于批量生产,
一种高韧性重载铁路货车用高碳车轮钢及其制备方法.pdf
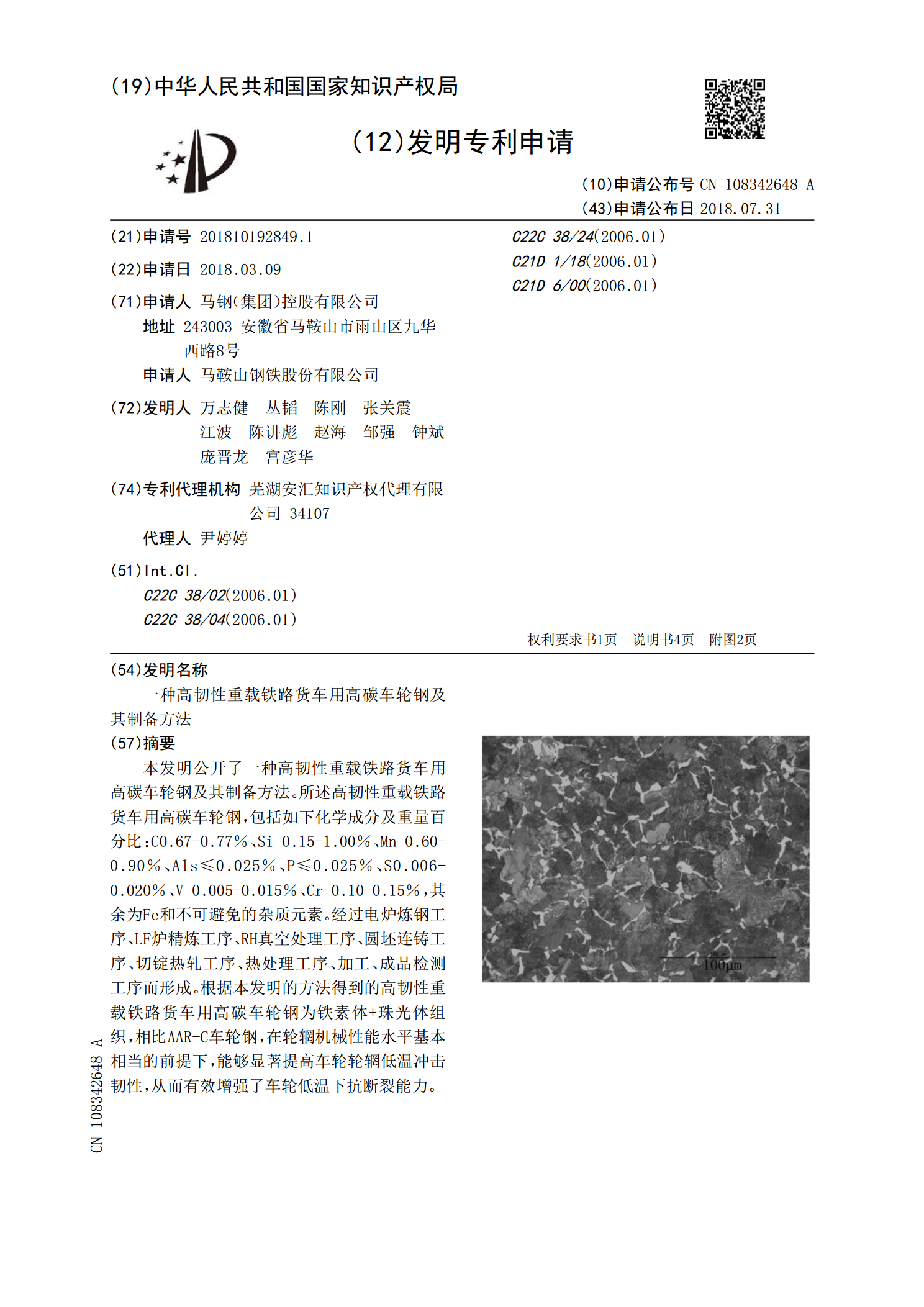
本发明公开了一种高韧性重载铁路货车用高碳车轮钢及其制备方法。所述高韧性重载铁路货车用高碳车轮钢,包括如下化学成分及重量百分比:C0.67‑0.77%、Si0.15‑1.00%、Mn0.60‑0.90%、Als≤0.025%、P≤0.025%、S0.006‑0.020%、V0.005‑0.015%、Cr0.10‑0.15%,其余为Fe和不可避免的杂质元素。经过电炉炼钢工序、LF炉精炼工序、RH真空处理工序、圆坯连铸工序、切锭热轧工序、热处理工序、加工、成品检测工序而形成。根据本发明的方法得到的高韧性
重载铁路货车轮轴系统.pdf
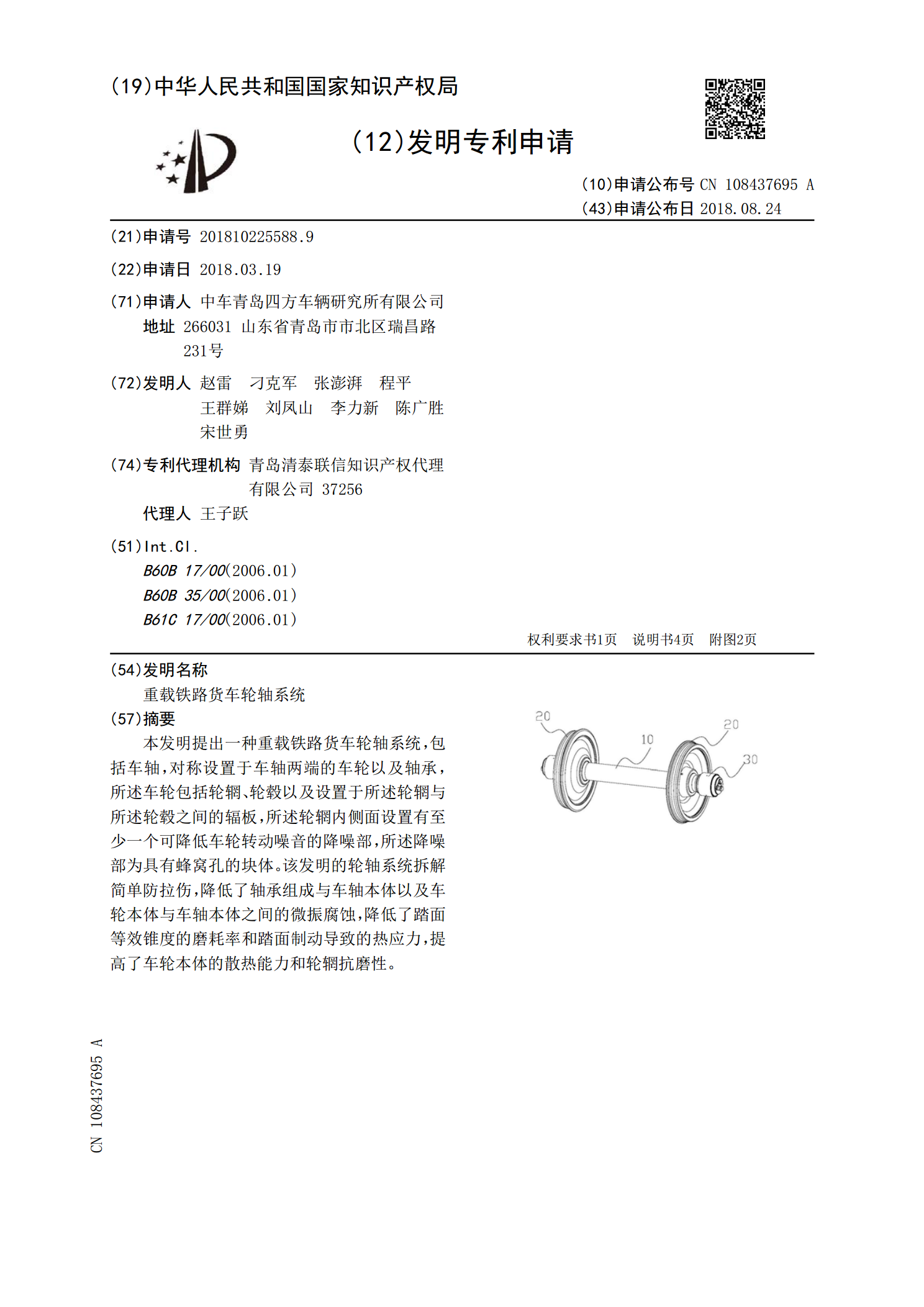
本发明提出一种重载铁路货车轮轴系统,包括车轴,对称设置于车轴两端的车轮以及轴承,所述车轮包括轮辋、轮毂以及设置于所述轮辋与所述轮毂之间的辐板,所述轮辋内侧面设置有至少一个可降低车轮转动噪音的降噪部,所述降噪部为具有蜂窝孔的块体。该发明的轮轴系统拆解简单防拉伤,降低了轴承组成与车轴本体以及车轮本体与车轴本体之间的微振腐蚀,降低了踏面等效锥度的磨耗率和踏面制动导致的热应力,提高了车轮本体的散热能力和轮辋抗磨性。
一种高强高塑性重载铁路货车车轮用钢及其生产方法.pdf
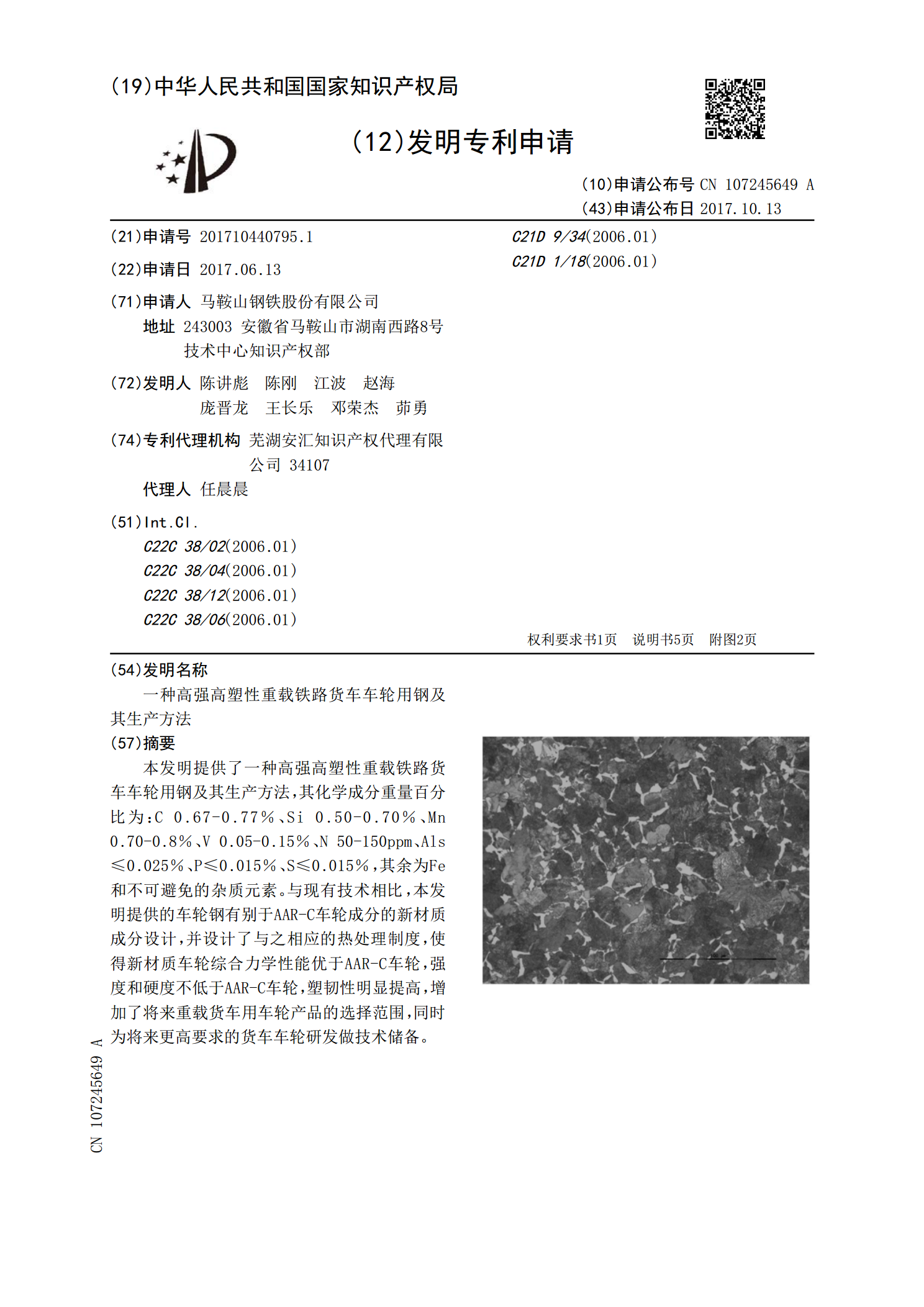
本发明提供了一种高强高塑性重载铁路货车车轮用钢及其生产方法,其化学成分重量百分比为:C0.67‑0.77%、Si0.50‑0.70%、Mn0.70‑0.8%、V0.05‑0.15%、N50‑150ppm、Als≤0.025%、P≤0.015%、S≤0.015%,其余为Fe和不可避免的杂质元素。与现有技术相比,本发明提供的车轮钢有别于AAR‑C车轮成分的新材质成分设计,并设计了与之相应的热处理制度,使得新材质车轮综合力学性能优于AAR‑C车轮,强度和硬度不低于AAR‑C车轮,塑韧性明显提高,增加了
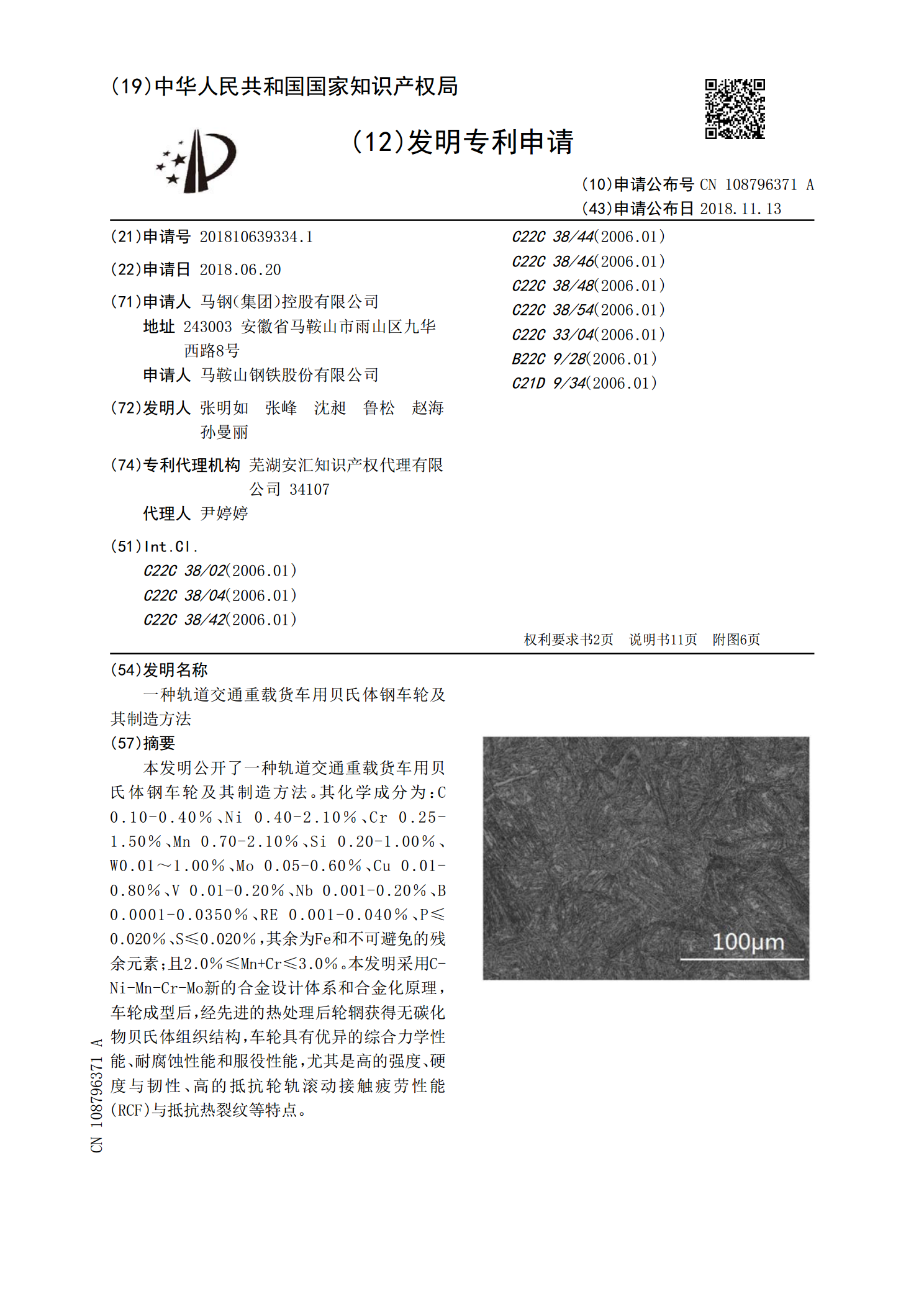
一种轨道交通重载货车用贝氏体钢车轮及其制造方法.pdf
本发明公开了一种轨道交通重载货车用贝氏体钢车轮及其制造方法。其化学成分为:C0.10‑0.40%、Ni0.40‑2.10%、Cr0.25‑1.50%、Mn0.70‑2.10%、Si0.20‑1.00%、W0.01~1.00%、Mo0.05‑0.60%、Cu0.01‑0.80%、V0.01‑0.20%、Nb0.001‑0.20%、B0.0001‑0.0350%、RE0.001‑0.040%、P≤0.020%、S≤0.020%,其余为Fe和不可避免的残余元素;且2.0%≤Mn+Cr≤3.