
电池铝箔的制备方法及电池铝箔.pdf

康平****ng


1/10
2/10

3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电池铝箔的制备方法及电池铝箔.pdf
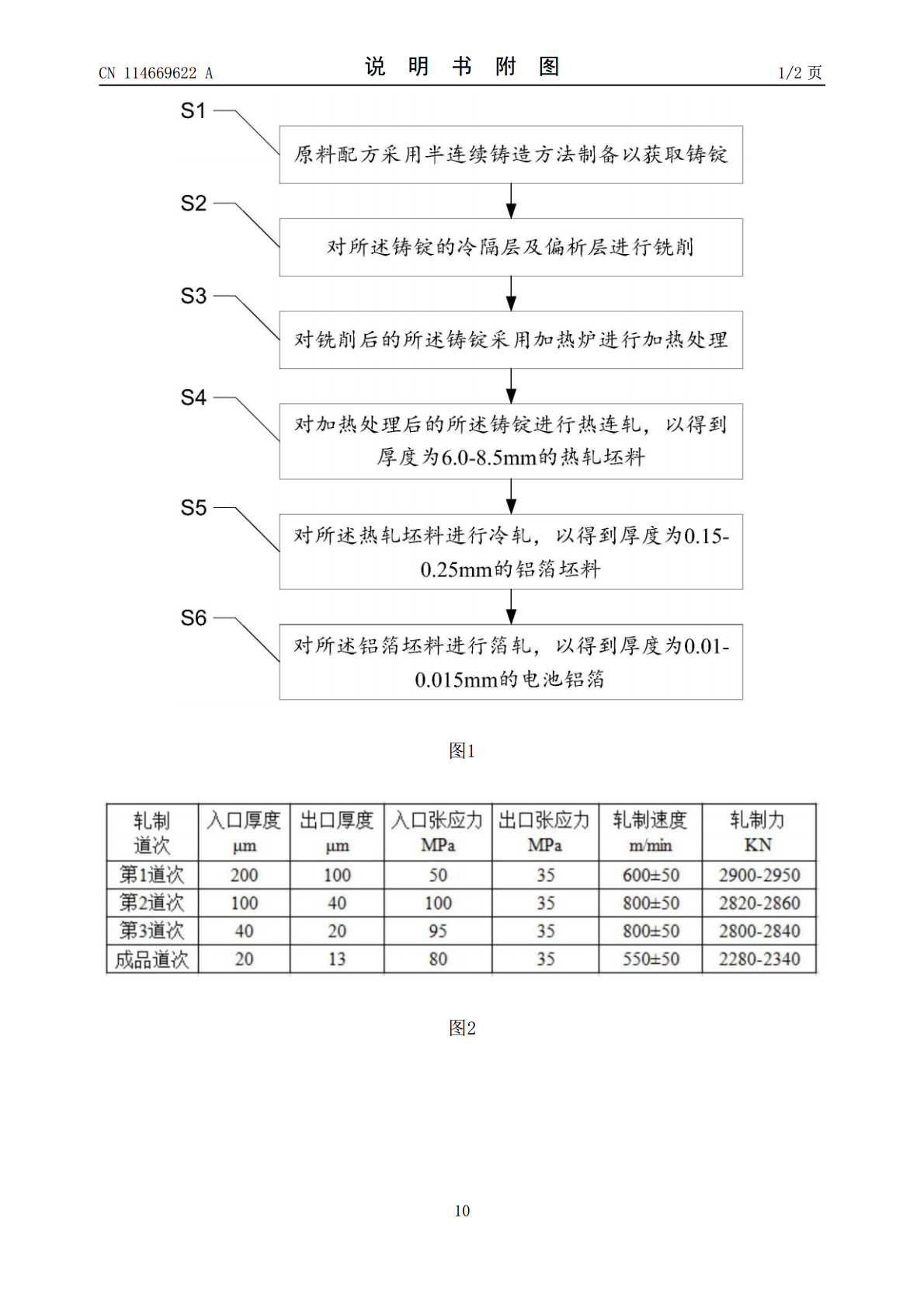
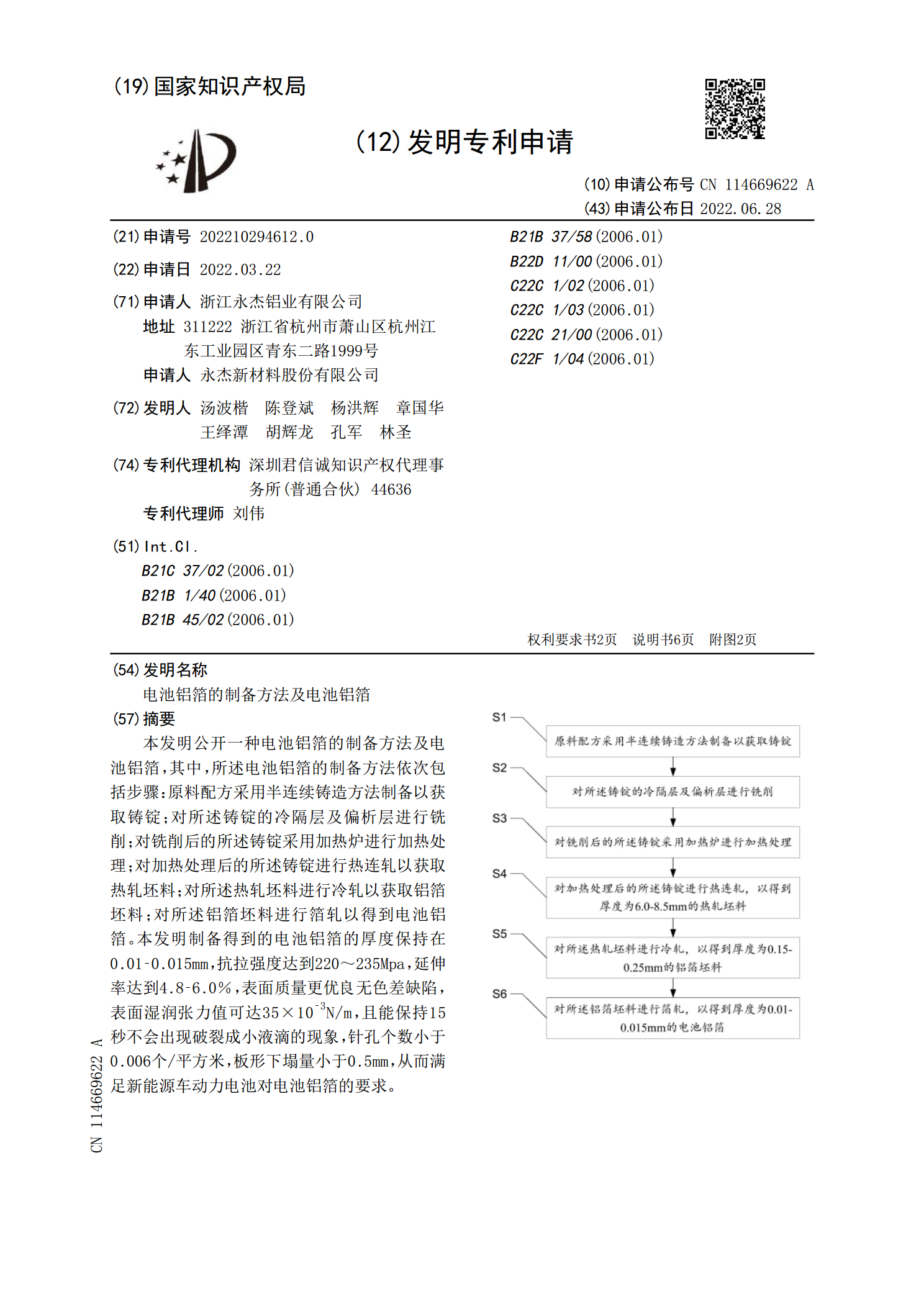
本发明公开一种电池铝箔的制备方法及电池铝箔,其中,所述电池铝箔的制备方法依次包括步骤:原料配方采用半连续铸造方法制备以获取铸锭;对所述铸锭的冷隔层及偏析层进行铣削;对铣削后的所述铸锭采用加热炉进行加热处理;对加热处理后的所述铸锭进行热连轧以获取热轧坯料;对所述热轧坯料进行冷轧以获取铝箔坯料;对所述铝箔坯料进行箔轧以得到电池铝箔。本发明制备得到的电池铝箔的厚度保持在0.01‑0.015mm,抗拉强度达到220~235Mpa,延伸率达到4.8‑6.0%,表面质量更优良无色差缺陷,表面湿润张力值可达35×10
软包电池铝箔的制备方法及软包电池铝箔.pdf
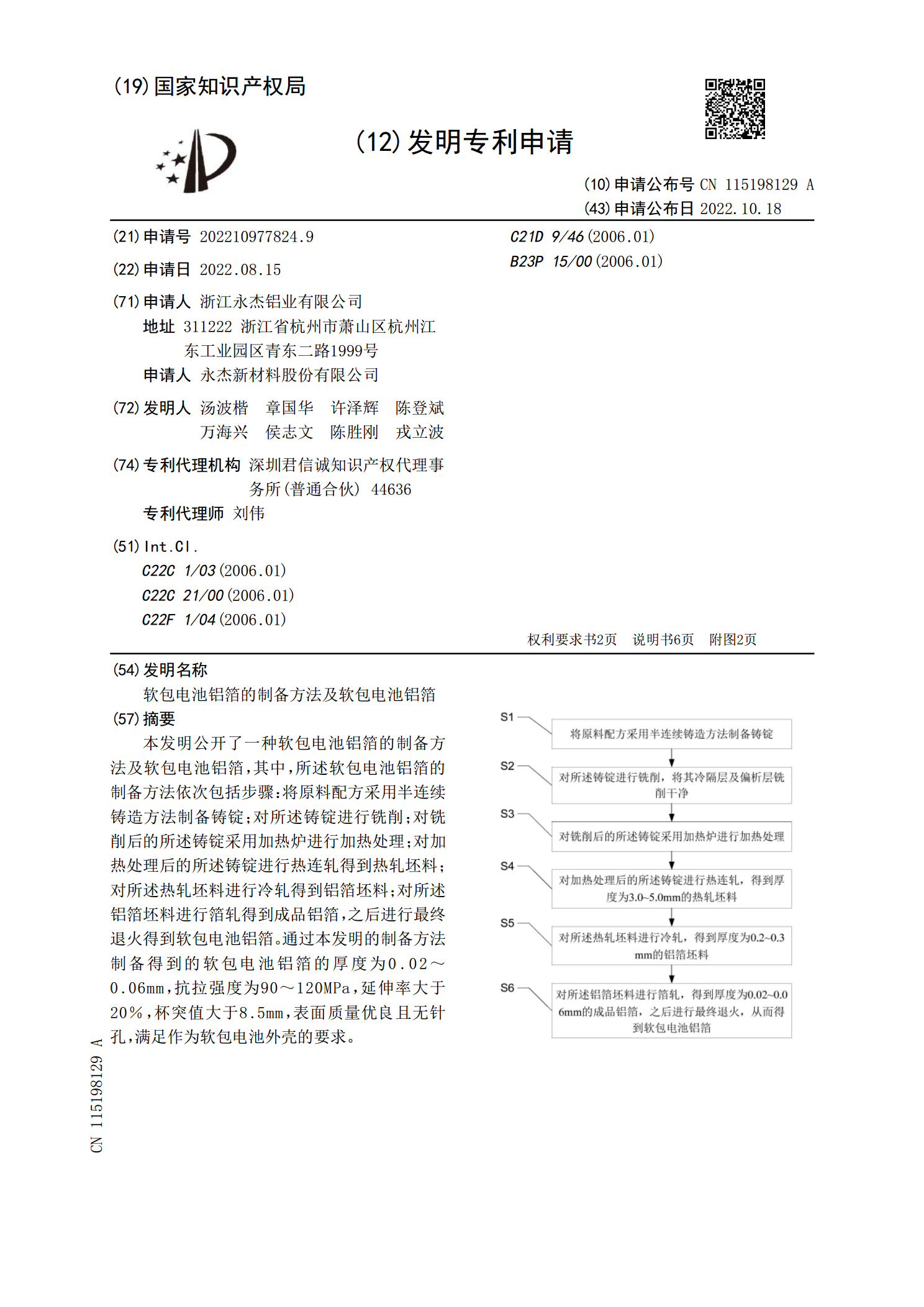
本发明公开了一种软包电池铝箔的制备方法及软包电池铝箔,其中,所述软包电池铝箔的制备方法依次包括步骤:将原料配方采用半连续铸造方法制备铸锭;对所述铸锭进行铣削;对铣削后的所述铸锭采用加热炉进行加热处理;对加热处理后的所述铸锭进行热连轧得到热轧坯料;对所述热轧坯料进行冷轧得到铝箔坯料;对所述铝箔坯料进行箔轧得到成品铝箔,之后进行最终退火得到软包电池铝箔。通过本发明的制备方法制备得到的软包电池铝箔的厚度为0.02~0.06mm,抗拉强度为90~120MPa,延伸率大于20%,杯突值大于8.5mm,表面质量优良且
锂电池铝箔的制备方法及锂电池铝箔.pdf
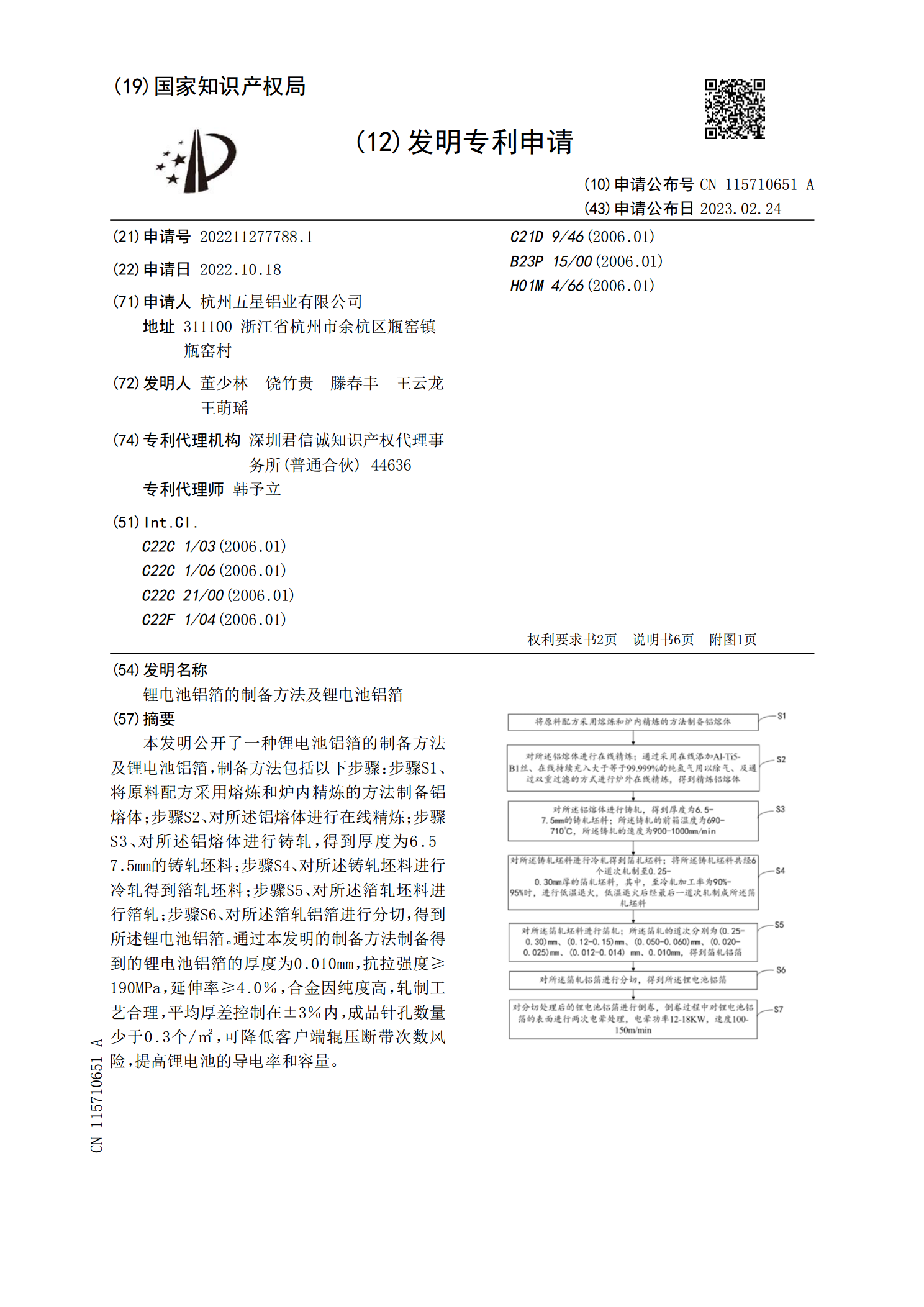
本发明公开了一种锂电池铝箔的制备方法及锂电池铝箔,制备方法包括以下步骤:步骤S1、将原料配方采用熔炼和炉内精炼的方法制备铝熔体;步骤S2、对所述铝熔体进行在线精炼;步骤S3、对所述铝熔体进行铸轧,得到厚度为6.5?7.5mm的铸轧坯料;步骤S4、对所述铸轧坯料进行冷轧得到箔轧坯料;步骤S5、对所述箔轧坯料进行箔轧;步骤S6、对所述箔轧铝箔进行分切,得到所述锂电池铝箔。通过本发明的制备方法制备得到的锂电池铝箔的厚度为0.010mm,抗拉强度≥190MPa,延伸率≥4.0%,合金因纯度高,轧制工艺合理,平均厚
一种锂离子电池用铝箔、微孔铝箔及微孔铝箔的制备方法.pdf
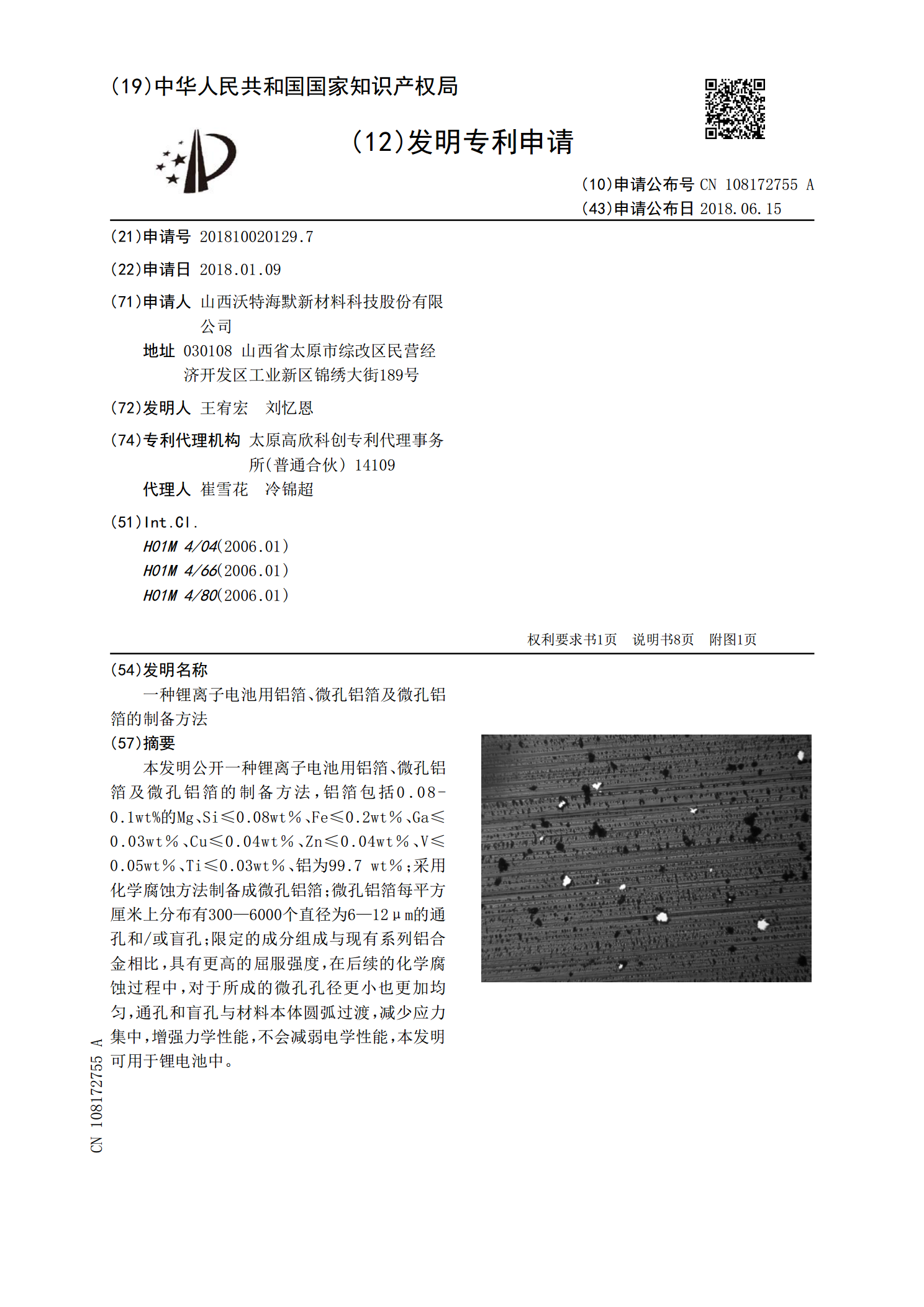
本发明公开一种锂离子电池用铝箔、微孔铝箔及微孔铝箔的制备方法,铝箔包括0.08‑0.1wt%的Mg、Si≤0.08wt%、Fe≤0.2wt%、Ga≤0.03wt%、Cu≤0.04wt%、Zn≤0.04wt%、V≤0.05wt%、Ti≤0.03wt%、铝为99.7wt%;采用化学腐蚀方法制备成微孔铝箔;微孔铝箔每平方厘米上分布有300—6000个直径为6—12μm的通孔和/或盲孔;限定的成分组成与现有系列铝合金相比,具有更高的屈服强度,在后续的化学腐蚀过程中,对于所成的微孔孔径更小也更加均匀,通孔和盲孔与

一种锂离子电池用铝箔、微孔铝箔及微孔铝箔的制备方法.pdf
本发明公开一种锂离子电池用铝箔、微孔铝箔及微孔铝箔的制备方法,铝箔包括0.12‑0.14wt%的Mg、Si≤0.08wt%、Fe≤0.2wt%、Ga≤0.03wt%、Cu≤0.04wt%、Zn≤0.04wt%、V≤0.05wt%、Ti≤0.03wt%、铝为99.7wt%;采用化学腐蚀方法制备成微孔铝箔;微孔铝箔每平方厘米上分布有300—6000个直径为6—12μm的通孔和/或盲孔;限定的成分组成与现有系列铝合金相比,具有更高的屈服强度,在后续的化学腐蚀过程中,对于所成的微孔孔径更小也更加均匀,通孔和盲孔