
软包电池铝箔的制备方法及软包电池铝箔.pdf

Ja****20

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
软包电池铝箔的制备方法及软包电池铝箔.pdf
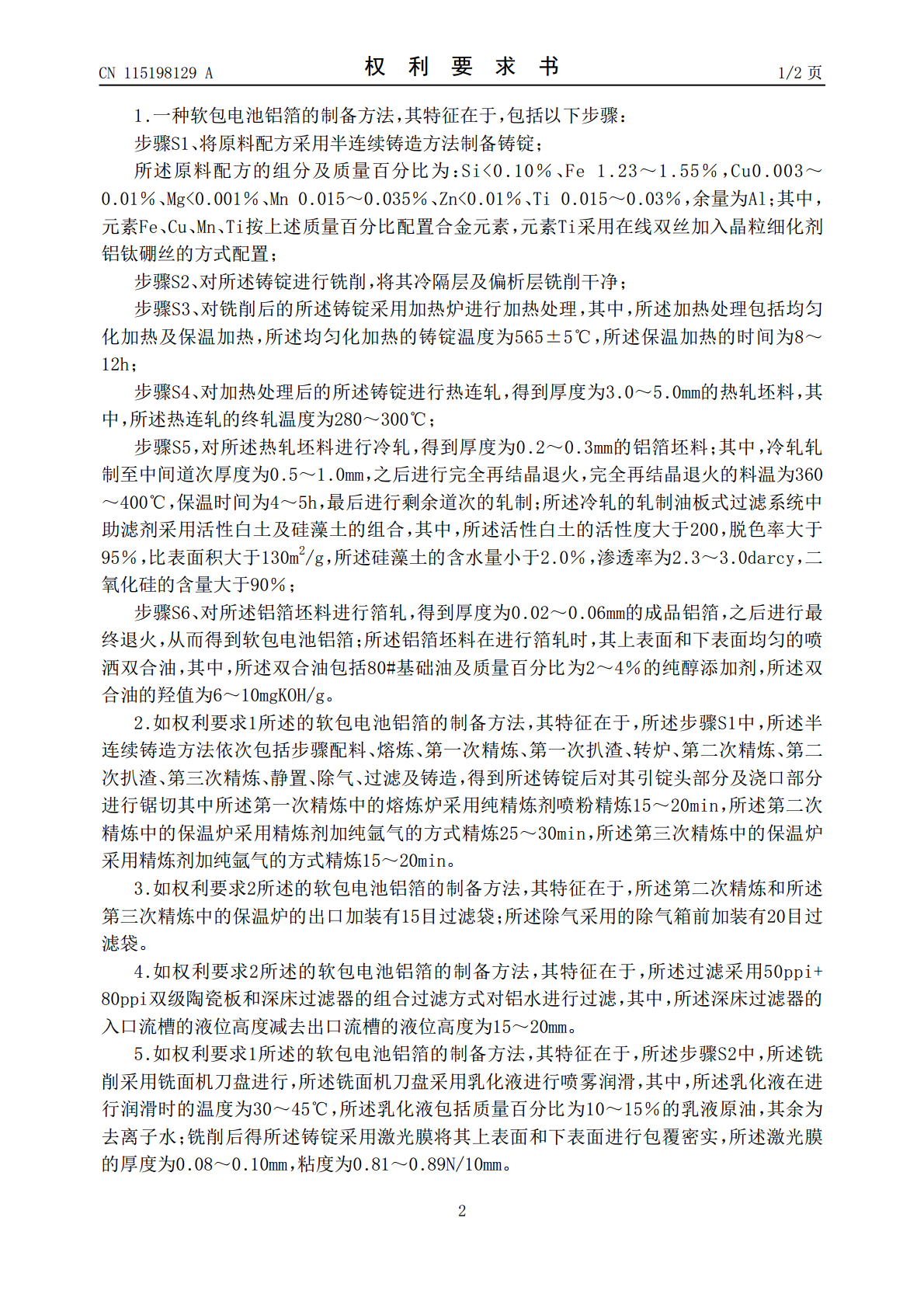
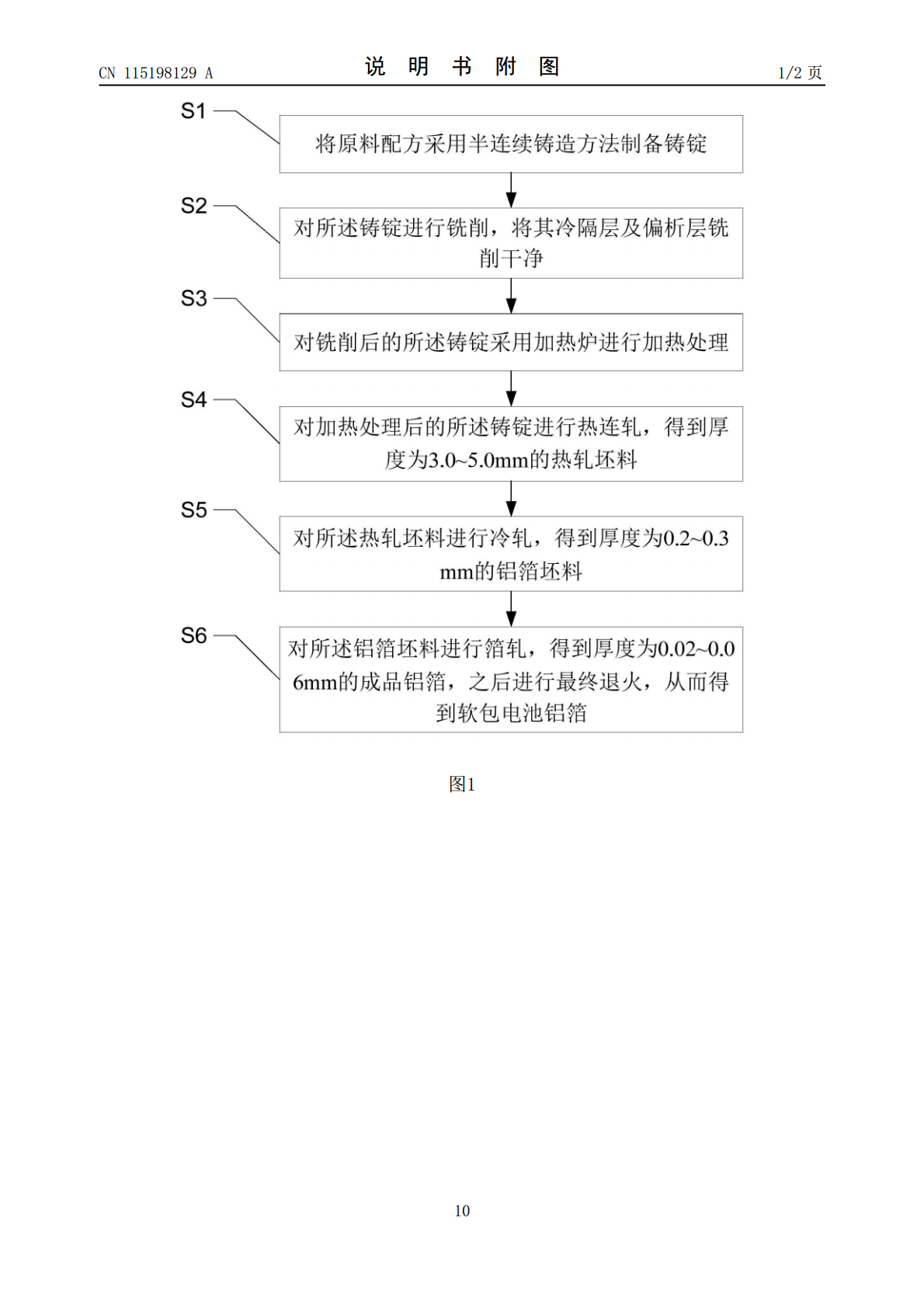
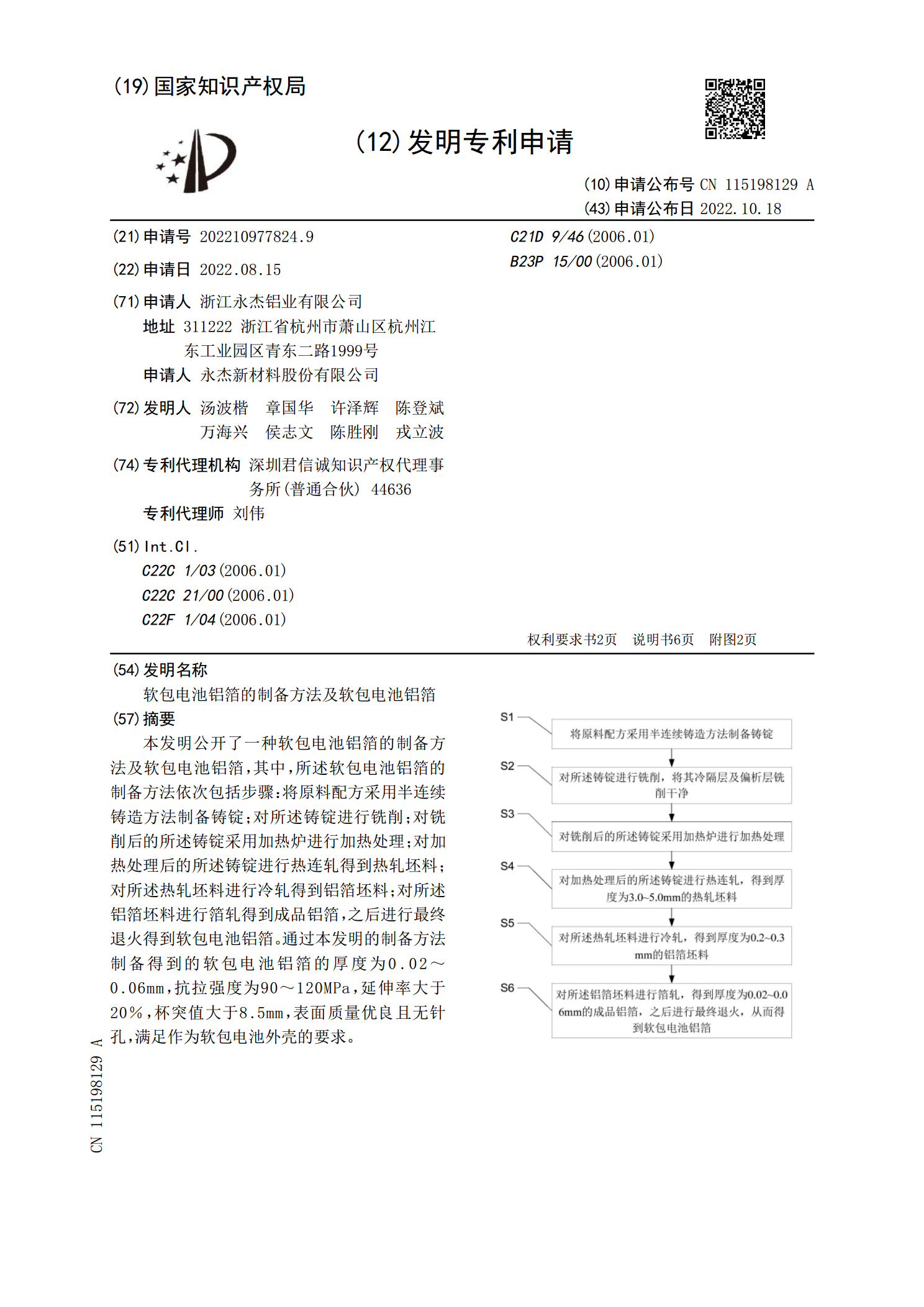
本发明公开了一种软包电池铝箔的制备方法及软包电池铝箔,其中,所述软包电池铝箔的制备方法依次包括步骤:将原料配方采用半连续铸造方法制备铸锭;对所述铸锭进行铣削;对铣削后的所述铸锭采用加热炉进行加热处理;对加热处理后的所述铸锭进行热连轧得到热轧坯料;对所述热轧坯料进行冷轧得到铝箔坯料;对所述铝箔坯料进行箔轧得到成品铝箔,之后进行最终退火得到软包电池铝箔。通过本发明的制备方法制备得到的软包电池铝箔的厚度为0.02~0.06mm,抗拉强度为90~120MPa,延伸率大于20%,杯突值大于8.5mm,表面质量优良且
软包电池及其制备方法.pdf
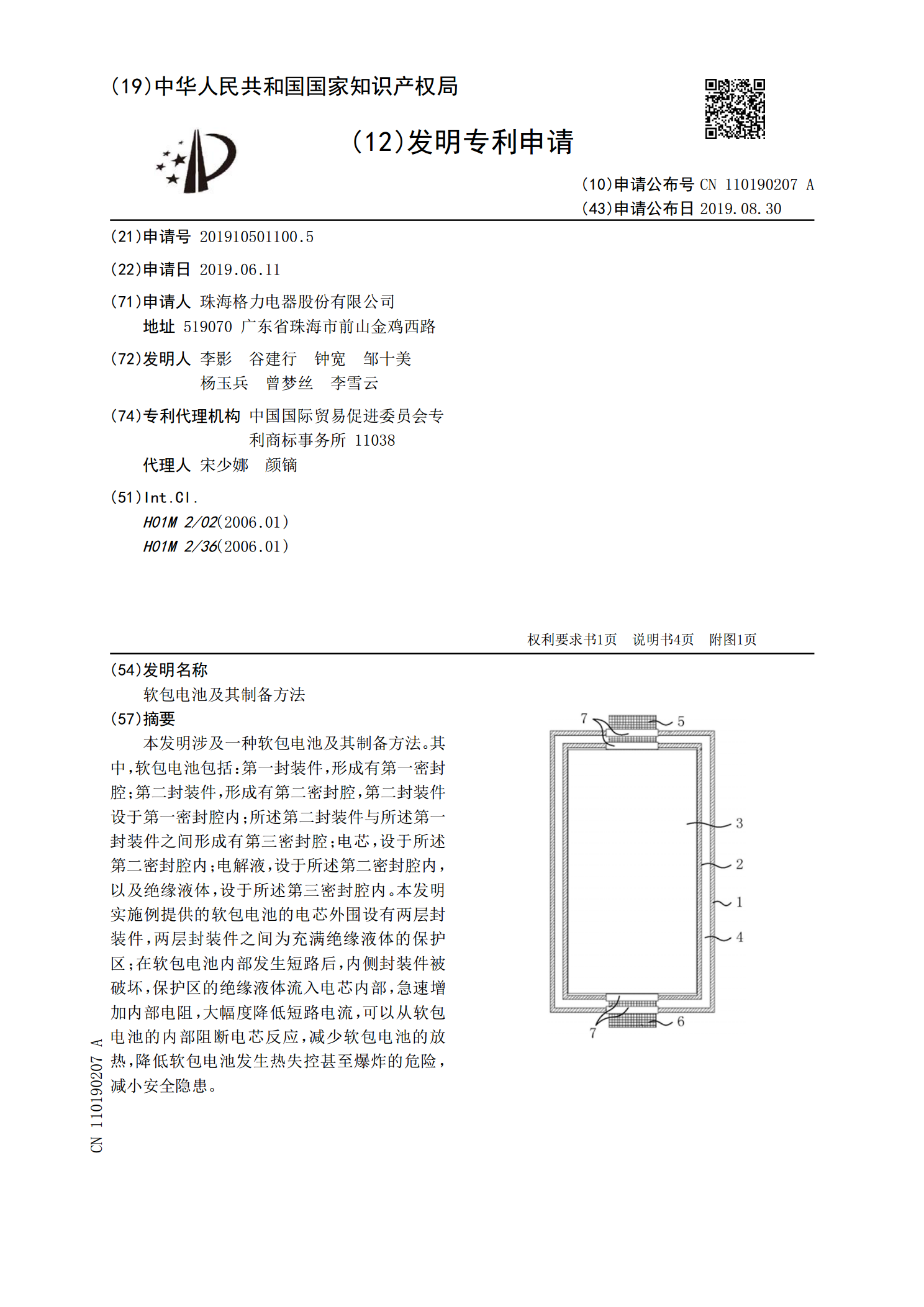
本发明涉及一种软包电池及其制备方法。其中,软包电池包括:第一封装件,形成有第一密封腔;第二封装件,形成有第二密封腔,第二封装件设于第一密封腔内;所述第二封装件与所述第一封装件之间形成有第三密封腔;电芯,设于所述第二密封腔内;电解液,设于所述第二密封腔内,以及绝缘液体,设于所述第三密封腔内。本发明实施例提供的软包电池的电芯外围设有两层封装件,两层封装件之间为充满绝缘液体的保护区;在软包电池内部发生短路后,内侧封装件被破坏,保护区的绝缘液体流入电芯内部,急速增加内部电阻,大幅度降低短路电流,可以从软包电池的内
电池铝箔的制备方法及电池铝箔.pdf
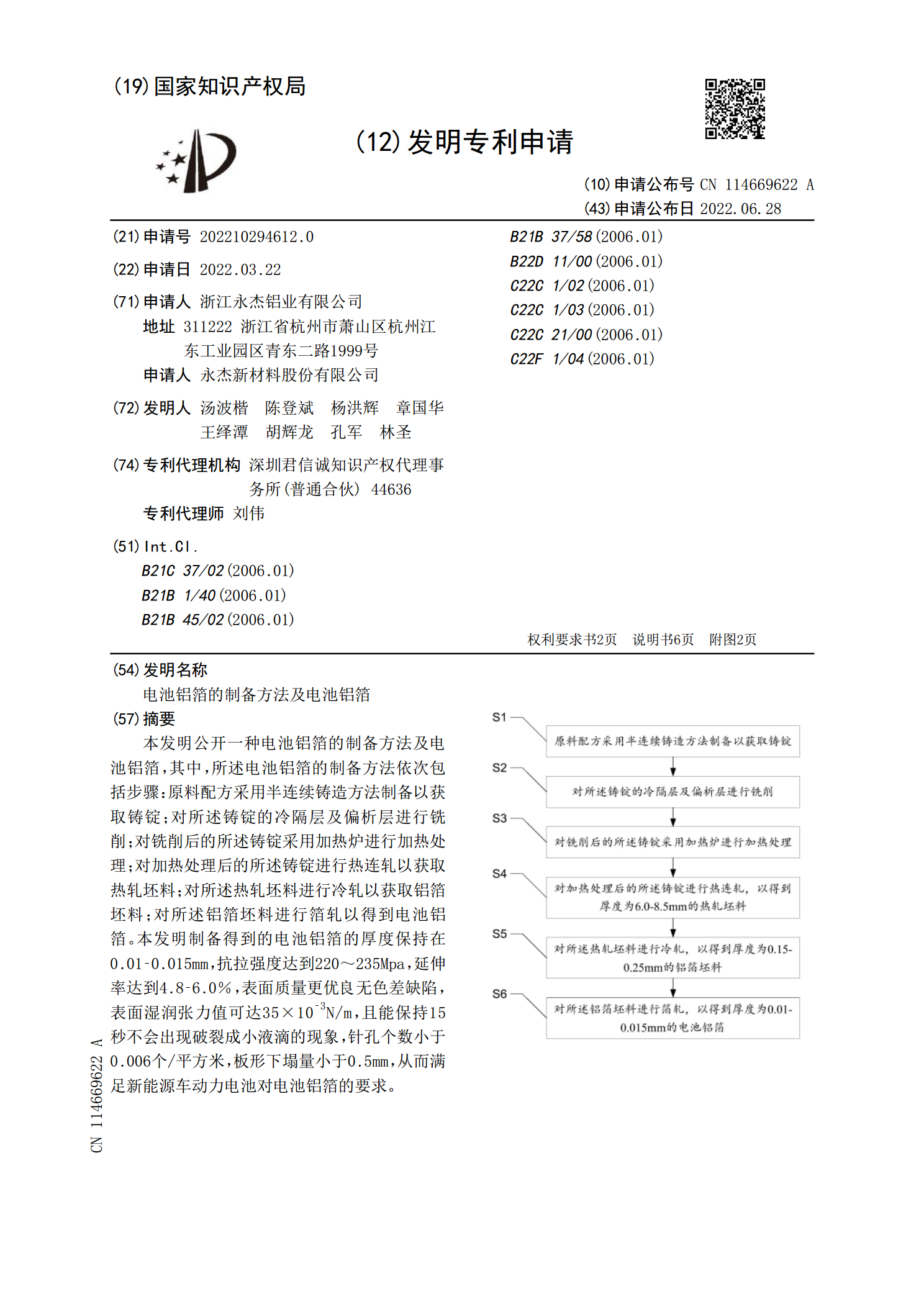
本发明公开一种电池铝箔的制备方法及电池铝箔,其中,所述电池铝箔的制备方法依次包括步骤:原料配方采用半连续铸造方法制备以获取铸锭;对所述铸锭的冷隔层及偏析层进行铣削;对铣削后的所述铸锭采用加热炉进行加热处理;对加热处理后的所述铸锭进行热连轧以获取热轧坯料;对所述热轧坯料进行冷轧以获取铝箔坯料;对所述铝箔坯料进行箔轧以得到电池铝箔。本发明制备得到的电池铝箔的厚度保持在0.01‑0.015mm,抗拉强度达到220~235Mpa,延伸率达到4.8‑6.0%,表面质量更优良无色差缺陷,表面湿润张力值可达35×10
软包电池封装袋、软包电池以及软包电池封装工艺.pdf
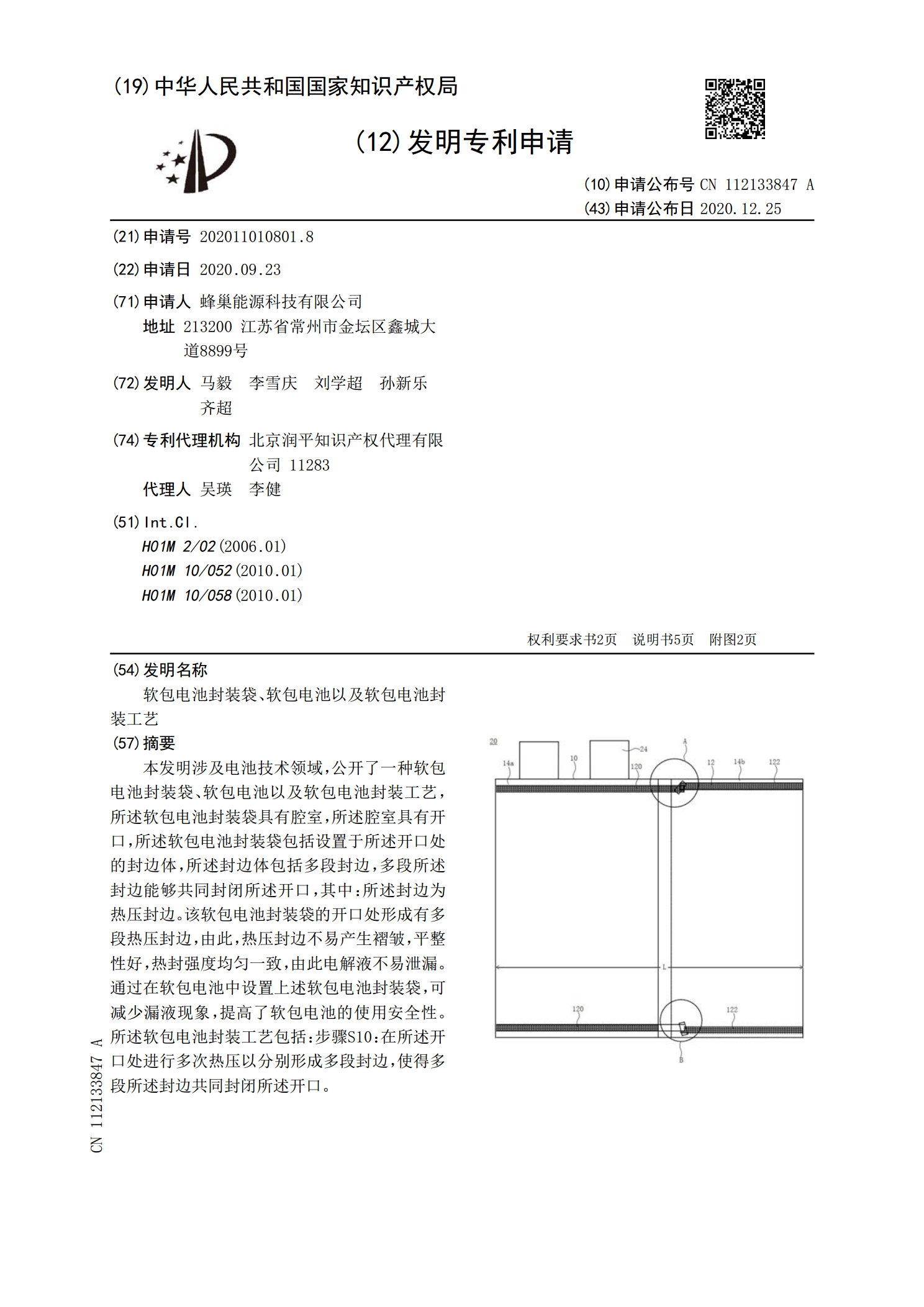
本发明涉及电池技术领域,公开了一种软包电池封装袋、软包电池以及软包电池封装工艺,所述软包电池封装袋具有腔室,所述腔室具有开口,所述软包电池封装袋包括设置于所述开口处的封边体,所述封边体包括多段封边,多段所述封边能够共同封闭所述开口,其中:所述封边为热压封边。该软包电池封装袋的开口处形成有多段热压封边,由此,热压封边不易产生褶皱,平整性好,热封强度均匀一致,由此电解液不易泄漏。通过在软包电池中设置上述软包电池封装袋,可减少漏液现象,提高了软包电池的使用安全性。所述软包电池封装工艺包括:步骤S10:在所述开口

一种铝塑膜、软包电池的制备方法及软包电池.pdf
本发明属于电池技术领域,具体涉及一种铝塑膜、软包电池的制备方法及软包电池,铝塑膜包括铝塑膜本体,铝塑膜本体包括用于放置电芯的凹槽区以及气袋区;其中,铝塑膜本体具有顶封边、第一底封边以及第一侧封边,第一侧封边位于气袋区远离凹槽区的一侧,第一底封边和凹槽区之间设置有预封边,预封边与凹槽区之间形成有第一通道,第一通道与气袋区相连通。与传统的铝塑膜相比,其由之前的由下往上包壳方式转变为由左向右进行包壳方式,第一底封边和凹槽坑之间预留有足够的空间,当软包电池化成处理时,产生的气体以及游离的液体能够通过第一通道进入气