
一种合金壁板及其制备方法.pdf

莉娜****ua

1/10
2/10
3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种合金壁板及其制备方法.pdf
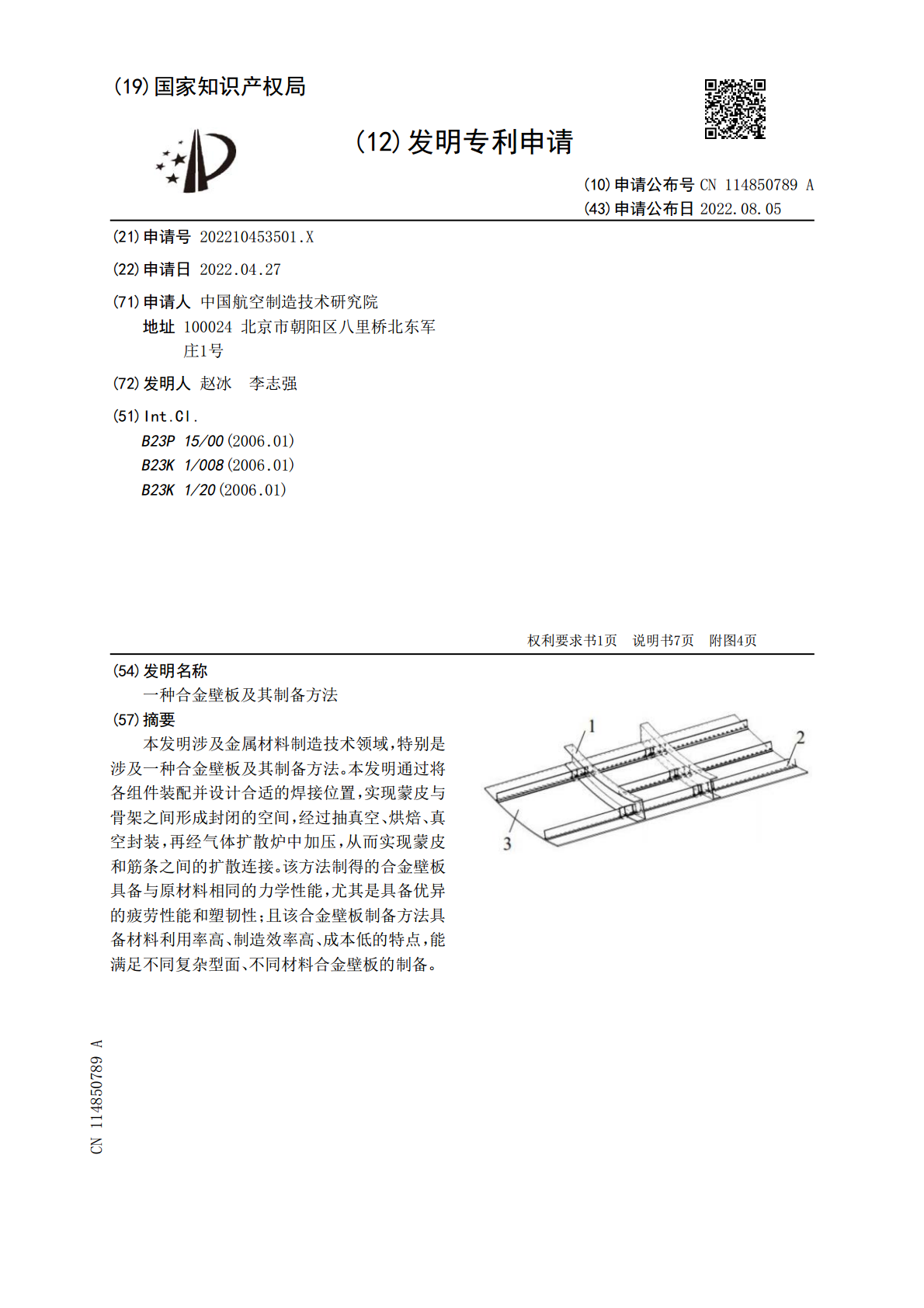
本发明涉及金属材料制造技术领域,特别是涉及一种合金壁板及其制备方法。本发明通过将各组件装配并设计合适的焊接位置,实现蒙皮与骨架之间形成封闭的空间,经过抽真空、烘焙、真空封装,再经气体扩散炉中加压,从而实现蒙皮和筋条之间的扩散连接。该方法制得的合金壁板具备与原材料相同的力学性能,尤其是具备优异的疲劳性能和塑韧性;且该合金壁板制备方法具备材料利用率高、制造效率高、成本低的特点,能满足不同复杂型面、不同材料合金壁板的制备。

一种大飞机机翼上壁板长桁用铝合金型材及其制备方法.pdf
本发明公开了一种大飞机机翼上壁板长桁用铝合金型材及其制备方法,通过添加微量元素Zr、调整主合金元素Zn含量以及设定特定合金成分组成,并使用半连续铸造技术,配合挤压、热处理工艺技术及消除材料内应力、控制变形技术的特定制造方法,极大的提高了材料的强度、室温拉伸性能、室温压缩性能、电导率、抗剥落腐蚀性能及综合性能,型材各项指标满足AMS4336A的要求。完全能替代进口材料,实现了大飞机机翼上壁板长桁用铝合金材料的自主供给及产业化,打破国外的技术垄断,可以满足我国大飞机发展的急需,解决航空工业发展的瓶颈,能满足
一种合金及其制备方法.pdf
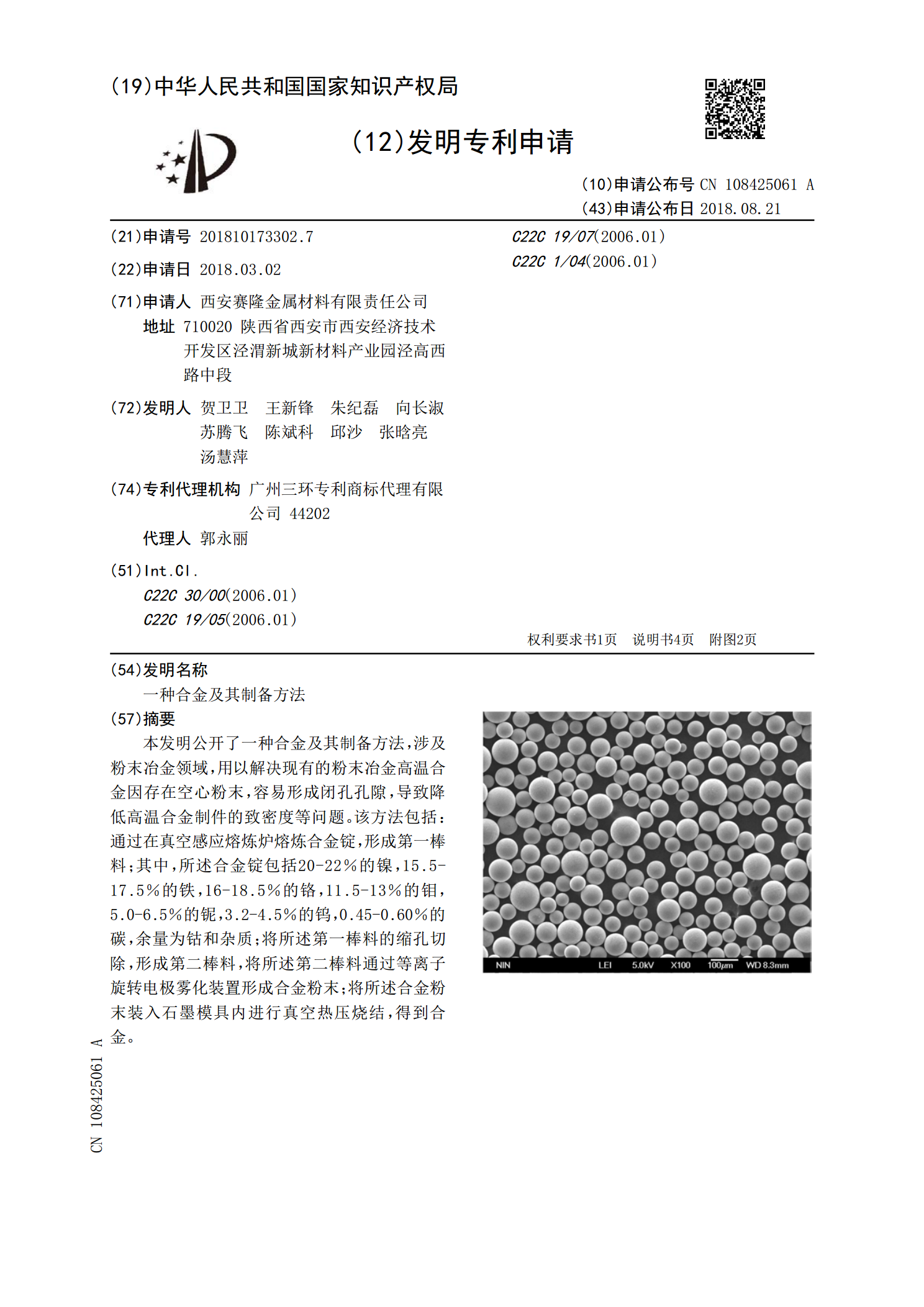
本发明公开了一种合金及其制备方法,涉及粉末冶金领域,用以解决现有的粉末冶金高温合金因存在空心粉末,容易形成闭孔孔隙,导致降低高温合金制件的致密度等问题。该方法包括:通过在真空感应熔炼炉熔炼合金锭,形成第一棒料;其中,所述合金锭包括20‑22%的镍,15.5‑17.5%的铁,16‑18.5%的铬,11.5‑13%的钼,5.0‑6.5%的铌,3.2‑4.5%的钨,0.45‑0.60%的碳,余量为钴和杂质;将所述第一棒料的缩孔切除,形成第二棒料,将所述第二棒料通过等离子旋转电极雾化装置形成合金粉末;将所述合金粉
一种耐蚀合金及其制备方法.pdf
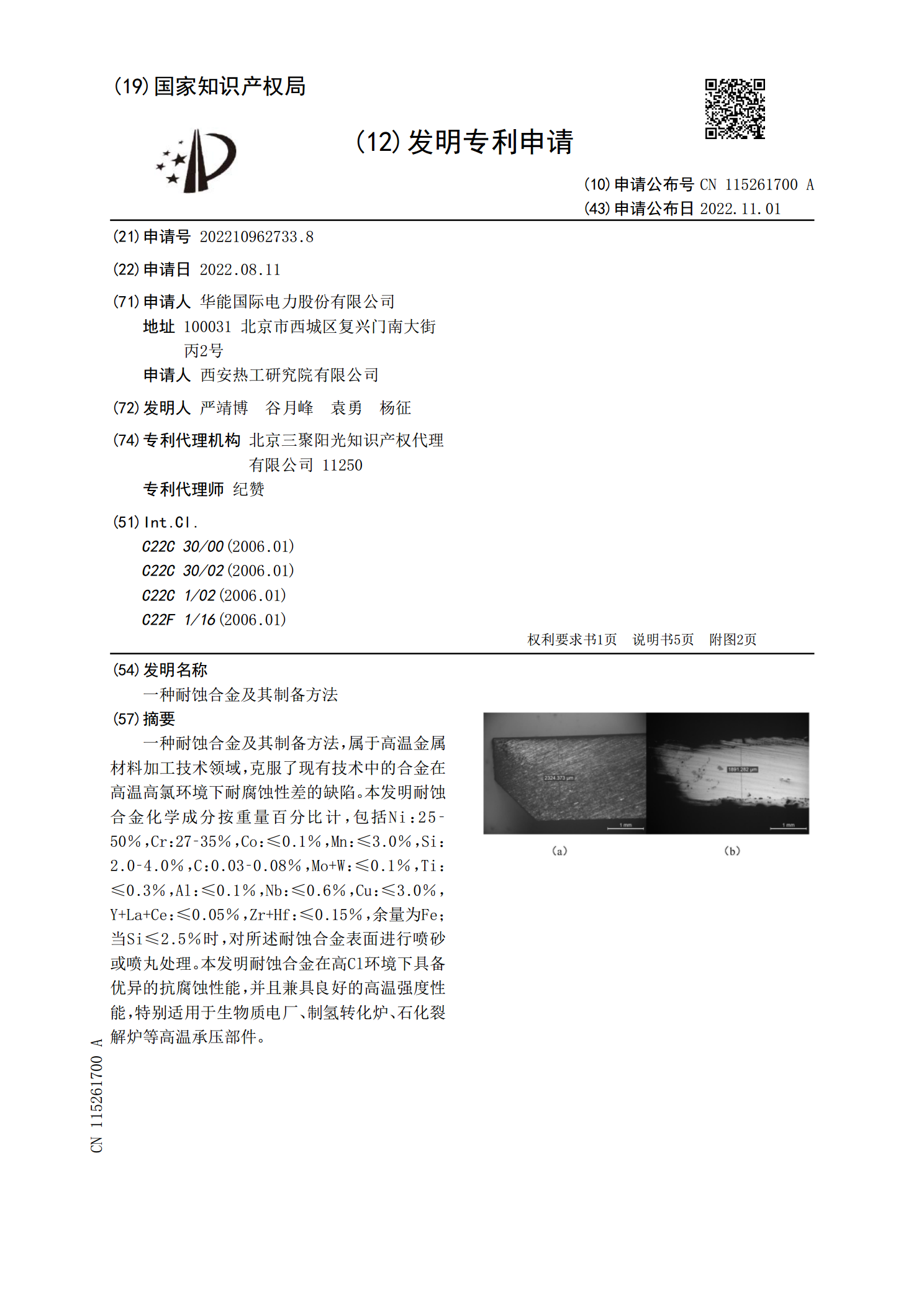
一种耐蚀合金及其制备方法,属于高温金属材料加工技术领域,克服了现有技术中的合金在高温高氯环境下耐腐蚀性差的缺陷。本发明耐蚀合金化学成分按重量百分比计,包括Ni:25‑50%,Cr:27‑35%,Co:≤0.1%,Mn:≤3.0%,Si:2.0‑4.0%,C:0.03‑0.08%,Mo+W:≤0.1%,Ti:≤0.3%,Al:≤0.1%,Nb:≤0.6%,Cu:≤3.0%,Y+La+Ce:≤0.05%,Zr+Hf:≤0.15%,余量为Fe;当Si≤2.5%时,对所述耐蚀合金表面进行喷砂或喷丸处理。本发明耐蚀
一种易燃合金及其制备方法.pdf
本发明公开了一种易燃合金及其制备方法,易燃合金含有35~45%的铈、5~15%的锡、35~45%的锌、1~5%的镁和5~10%的铁;制备方法依次包括以下步骤:(1)按照易燃合金的各组分在易燃合金中的质量百分比称取原料铈、锡、锌、铁和镁,然后将各组分裁切成小块;(2)将各组分一起投入熔炼炉中,然后在隔离氧气的状态下,进行高温熔炼;(3)待各组分熔化后,采用电磁搅拌混合均匀,出炉,在隔离氧气的状态下进行降温铸锭,即可得到成品的易燃合金。本发明的易燃合金产品性能稳定、燃点低、耐磨性强。