
一种高质量冷镦用钢盘条及其制备方法.pdf

醉香****mm

1/9
2/9

3/9
4/9
5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高质量冷镦用钢盘条及其制备方法.pdf
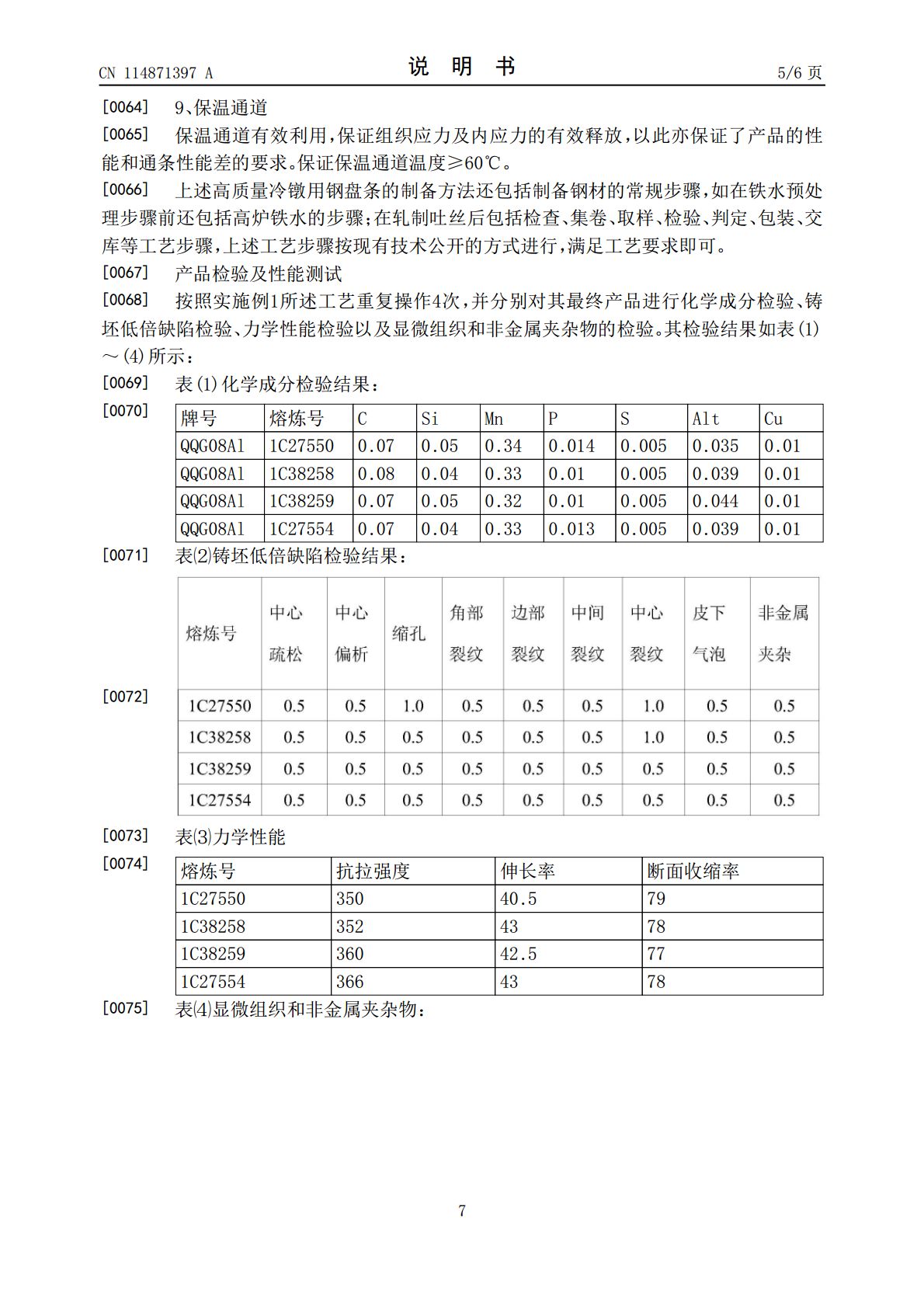
本发明涉及一种高质量冷镦用钢盘条,其合金组分为:≤0.08%C,≤0.05%Si,0.20%~0.35%Mn,≤0.020%P,≤0.020%S,≥0.030%Al,其余为Fe。该盘条抗拉强度345~370MPa、伸长率40.5~43.5%、断面收缩率75~79%、非金属夹杂物A+C≤1.5,B+D≤1.5。制备工艺依次包括铁水预处理、转炉冶炼、LF炉精炼、连铸、加热炉加热和轧制的步骤。采用本方法能够有效解决含Al钢小方坯水口结瘤问题及降低盘条抗拉强度,可以满足冷镦用钢盘条的性能要求,并且具有良好拉拔性能

一种大规格风电螺栓用冷镦钢热轧盘条及其制备方法.pdf
本发明属于冷镦钢热轧线材领域,涉及一种大规格风电螺栓用冷镦钢热轧盘条及其制备方法,所述盘条化学成分及其重量百分含量为:C0.38~0.43%,Si0.21‑0.35%,Mn0.80~1.00%,P≤0.020%,S≤0.010%,Cr0.80~1.10%,Mo0.15‑0.25%,Al0.020‑0.050%,其余为Fe和不可避免的杂质元素;所述制备方法,大方坯加热工序,钢坯加热至1230~1260℃,保温时间340~380min,加热炉残氧量0.5%~2.5%;热轧坯加热工序,钢坯加热至11
一种冷镦钢盘条的生产方法.pdf
本发明涉及一种冷镦钢盘条的生产方法,工艺流程包括铁水→混铁炉→转炉→氩站→连铸→精整→高线;其特征在于:钢的化学组成重量百分比为C=0.19‑0.3,Si≤0.15,Mn=0.60‑0.85,P≤0.035,S≤0.030,Cr=0.07‑0.2,其余为辅料;所述辅料包括:Fe‑Si、锰铁、增碳剂、纯铝粒、GaC2、Al、Ga‑Fe;本发明通过在吹氩3分钟后进行取样分析,从而根据需求调节钢水的成分,降低钢水中所含有的杂质;通过在轧制过程中不断改变钢水温度,从而便于盘条的集卷,一定程度上保障了盘条的质量。
一种制钉用冷镦钢盘条的生产方法.pdf
本发明公开了一种制钉用冷镦钢盘条的生产方法,所述盘条设计化学成分以百分比计算要求为:碳含量0.10‑0.15wt%,硅含量0.10‑0.25wt%,锰含量0.30‑0.60wt%,磷含量小于等于0.020wt%,硫含量小于等于0.015wt%,硼含量0.001‑0.003wt%;其生产工艺流程为:铁水脱硫—转炉冶炼—LF精炼—VD真空脱气—大方坯连铸—开坯—高线轧制。本发明使盘条尽可能多的得到珠光体加铁素体的组织,同时获得均匀适中的晶粒度,保证盘条具有较低的硬度和良好的冷镦性能,满足用户冷镦生产工艺要求。
一种高强度紧固件用非调质冷镦钢盘条及其制备方法.pdf
本发明属于冷镦钢技术领域,具体涉及一种高强度紧固件用非调质冷镦钢盘条及其制备方法。非调质冷镦钢盘条的组成为C:0.16~0.18%,Si:≤0.20%,Mn:1.40~1.50%,P:≤0.008%,S:≤0.008%,Ti:0.05~0.06%,V:0.10~0.13%,Al:≤0.01%,N:60~90ppm,其余为Fe和不可避免的杂质。制备方法包括转炉冶炼、LF精炼、方坯连铸、盘条轧制。本发明通过优化组分中元素的成分设计,采用创新性的冶炼工艺,结合先进的控轧控冷技术,有效的提高了钢的强度和塑性,实现