
一种一体式无主焊缝火箭贮箱箱底结构及其制备方法.pdf

小云****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种一体式无主焊缝火箭贮箱箱底结构及其制备方法.pdf
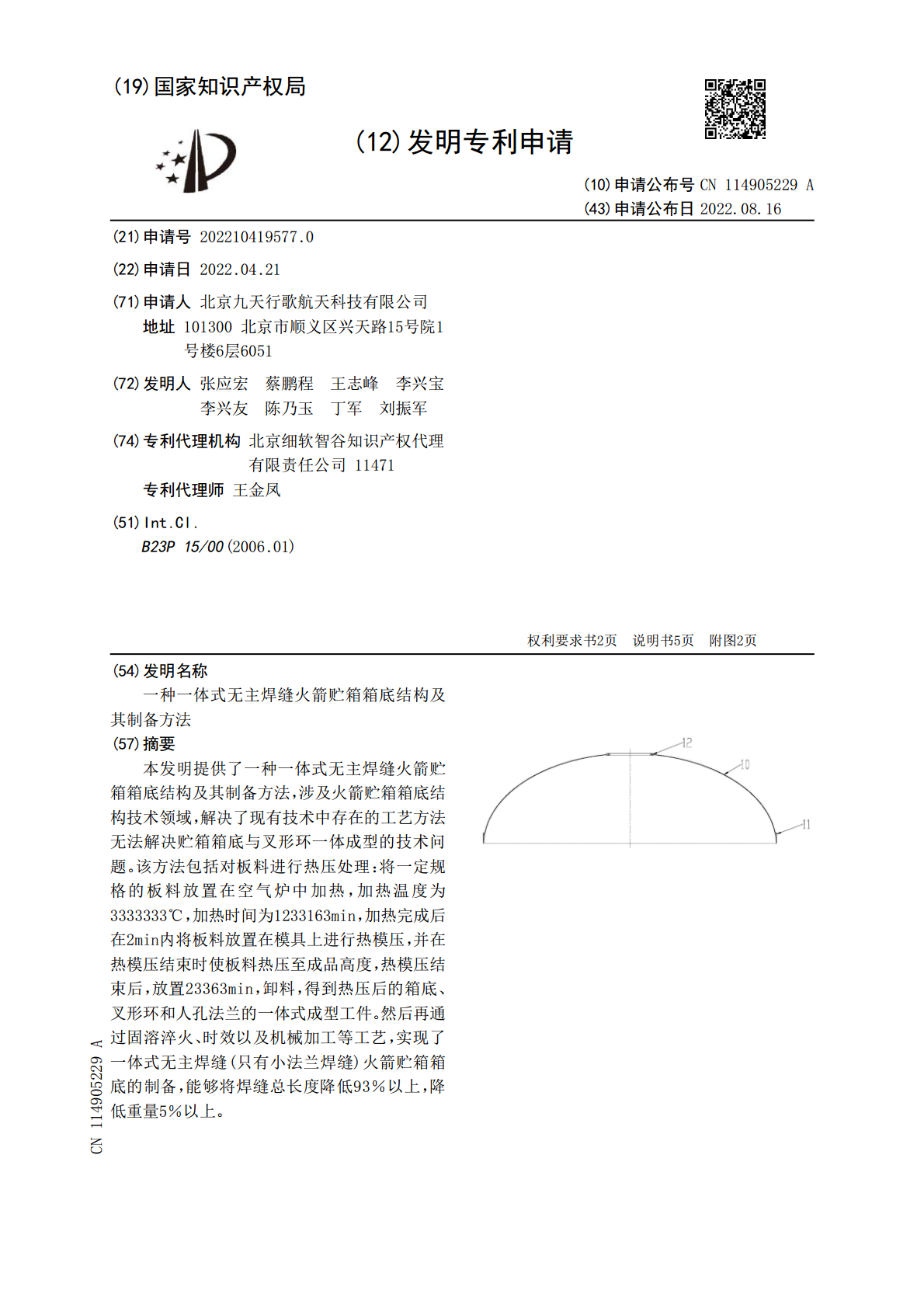
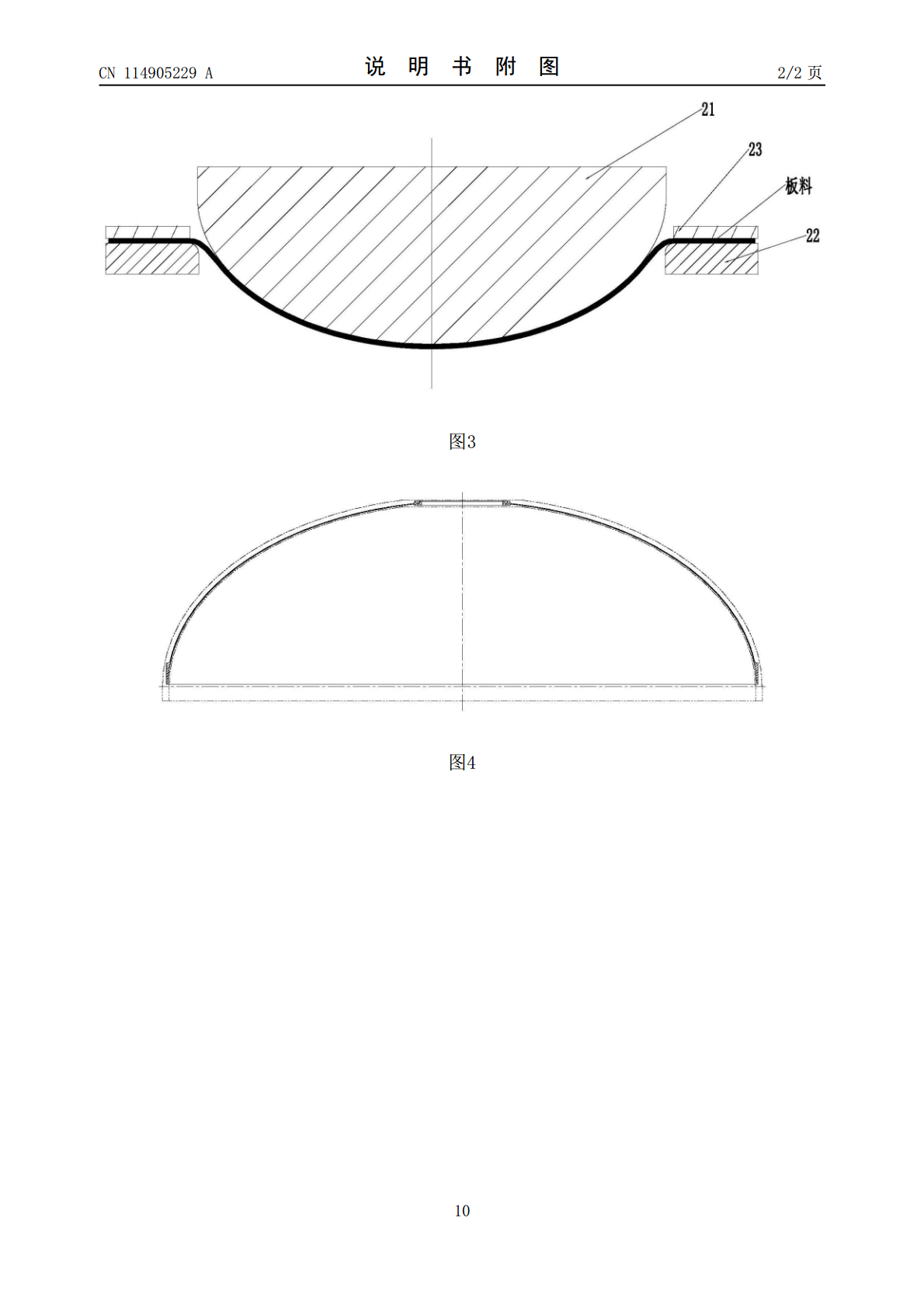
本发明提供了一种一体式无主焊缝火箭贮箱箱底结构及其制备方法,涉及火箭贮箱箱底结构技术领域,解决了现有技术中存在的工艺方法无法解决贮箱箱底与叉形环一体成型的技术问题。该方法包括对板料进行热压处理:将一定规格的板料放置在空气炉中加热,加热温度为3333333℃,加热时间为1233163min,加热完成后在2min内将板料放置在模具上进行热模压,并在热模压结束时使板料热压至成品高度,热模压结束后,放置23363min,卸料,得到热压后的箱底、叉形环和人孔法兰的一体式成型工件。然后再通过固溶淬火、时效以及机械加工

一体式中心无孔火箭贮箱箱底内形面加工方法.pdf
本发明提供了一种一体式中心无孔火箭贮箱箱底内形面加工方法,涉及金属材料成型技术领域,该加工方法包括用立式车床在工件底部外表面中心车盲孔,与内形机加工装配合;在工件口部外表面焊接若干个辅助工艺块;工件的内形面粗加工;退火去应力;工件的内形面精加工。本发明能够实现固定工件,防止装卡及加工过程中的偏心和松动的现象发生。
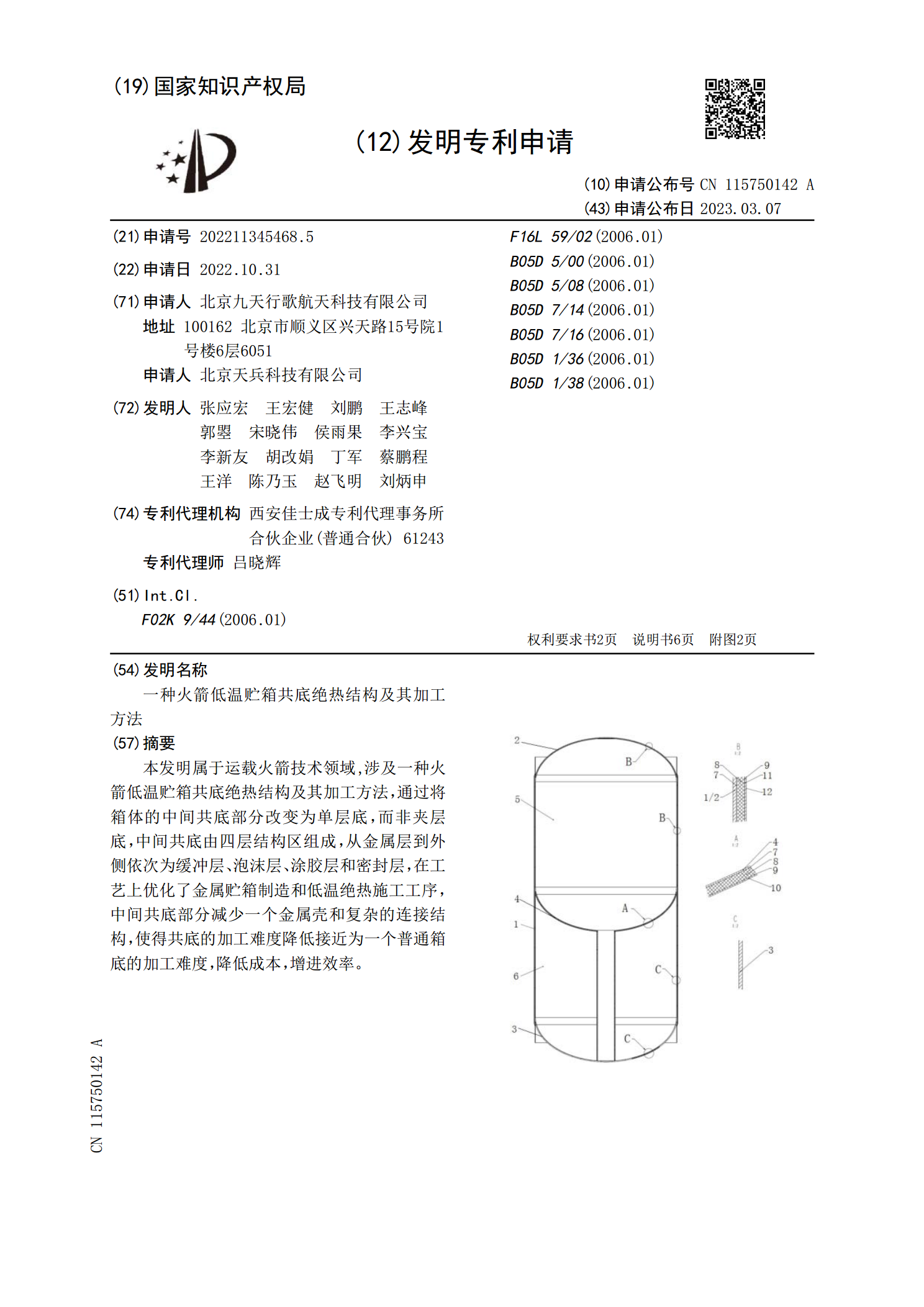
一种火箭低温贮箱共底绝热结构及其加工方法.pdf
本发明属于运载火箭技术领域,涉及一种火箭低温贮箱共底绝热结构及其加工方法,通过将箱体的中间共底部分改变为单层底,而非夹层底,中间共底由四层结构区组成,从金属层到外侧依次为缓冲层、泡沫层、涂胶层和密封层,在工艺上优化了金属贮箱制造和低温绝热施工工序,中间共底部分减少一个金属壳和复杂的连接结构,使得共底的加工难度降低接近为一个普通箱底的加工难度,降低成本,增进效率。
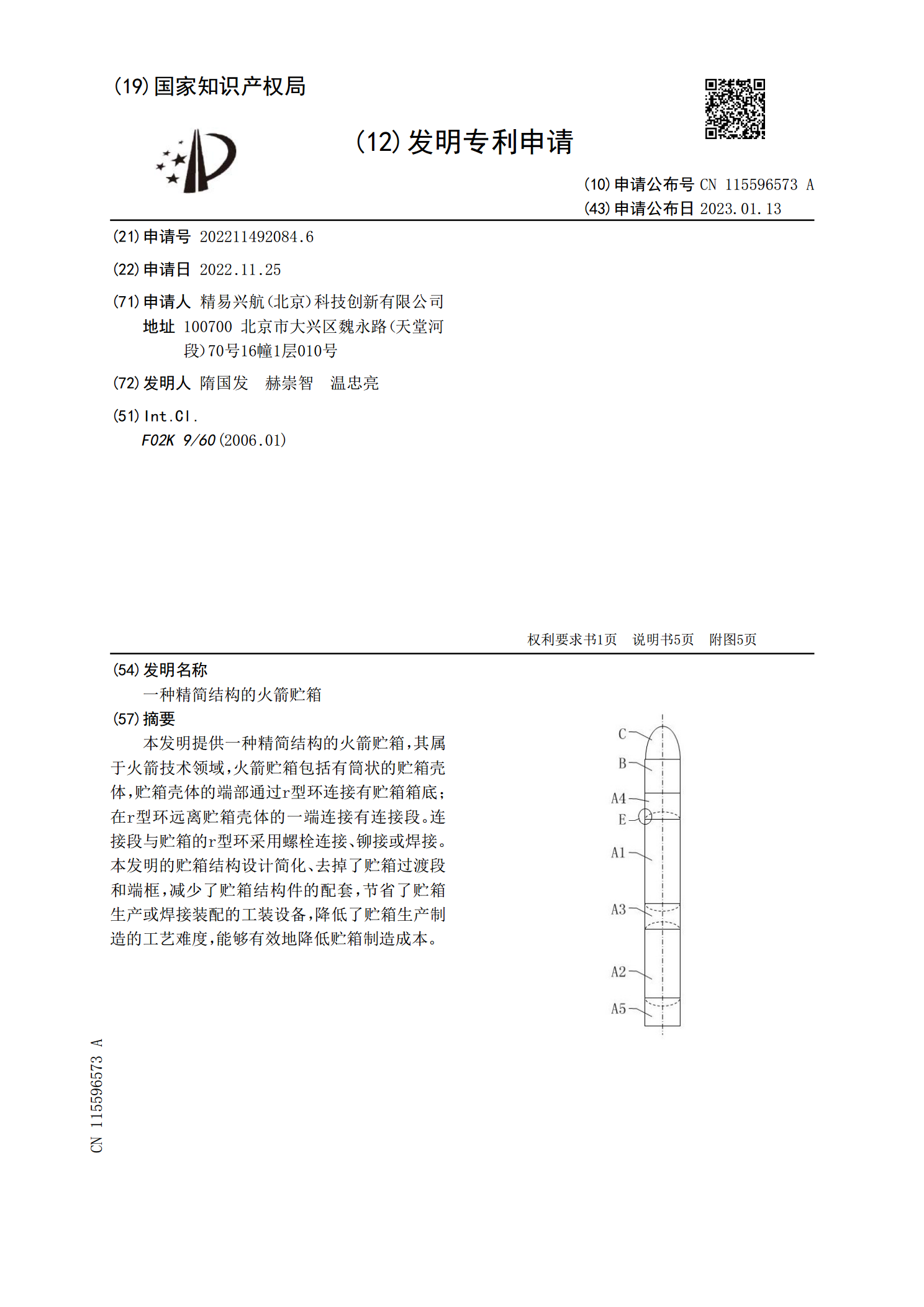
一种精简结构的火箭贮箱.pdf
本发明提供一种精简结构的火箭贮箱,其属于火箭技术领域,火箭贮箱包括有筒状的贮箱壳体,贮箱壳体的端部通过r型环连接有贮箱箱底;在r型环远离贮箱壳体的一端连接有连接段。连接段与贮箱的r型环采用螺栓连接、铆接或焊接。本发明的贮箱结构设计简化、去掉了贮箱过渡段和端框,减少了贮箱结构件的配套,节省了贮箱生产或焊接装配的工装设备,降低了贮箱生产制造的工艺难度,能够有效地降低贮箱制造成本。
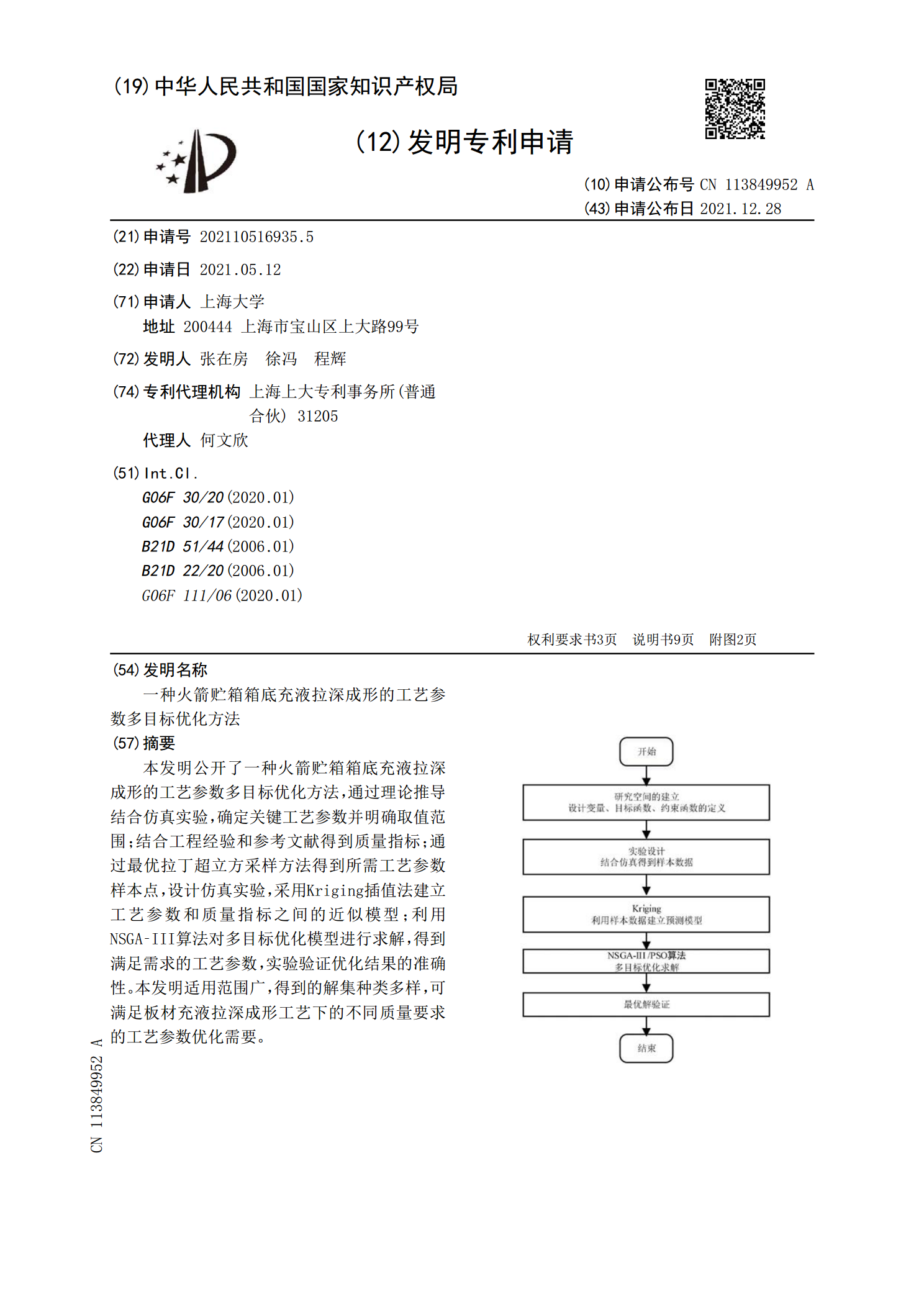
一种火箭贮箱箱底充液拉深成形的工艺参数多目标优化方法.pdf
本发明公开了一种火箭贮箱箱底充液拉深成形的工艺参数多目标优化方法,通过理论推导结合仿真实验,确定关键工艺参数并明确取值范围;结合工程经验和参考文献得到质量指标;通过最优拉丁超立方采样方法得到所需工艺参数样本点,设计仿真实验,采用Kriging插值法建立工艺参数和质量指标之间的近似模型;利用NSGA‑III算法对多目标优化模型进行求解,得到满足需求的工艺参数,实验验证优化结果的准确性。本发明适用范围广,得到的解集种类多样,可满足板材充液拉深成形工艺下的不同质量要求的工艺参数优化需要。