
钢件表面发黑的处理工艺.pdf

是你****嘉嘉


1/10

2/10
3/10
4/10
5/10
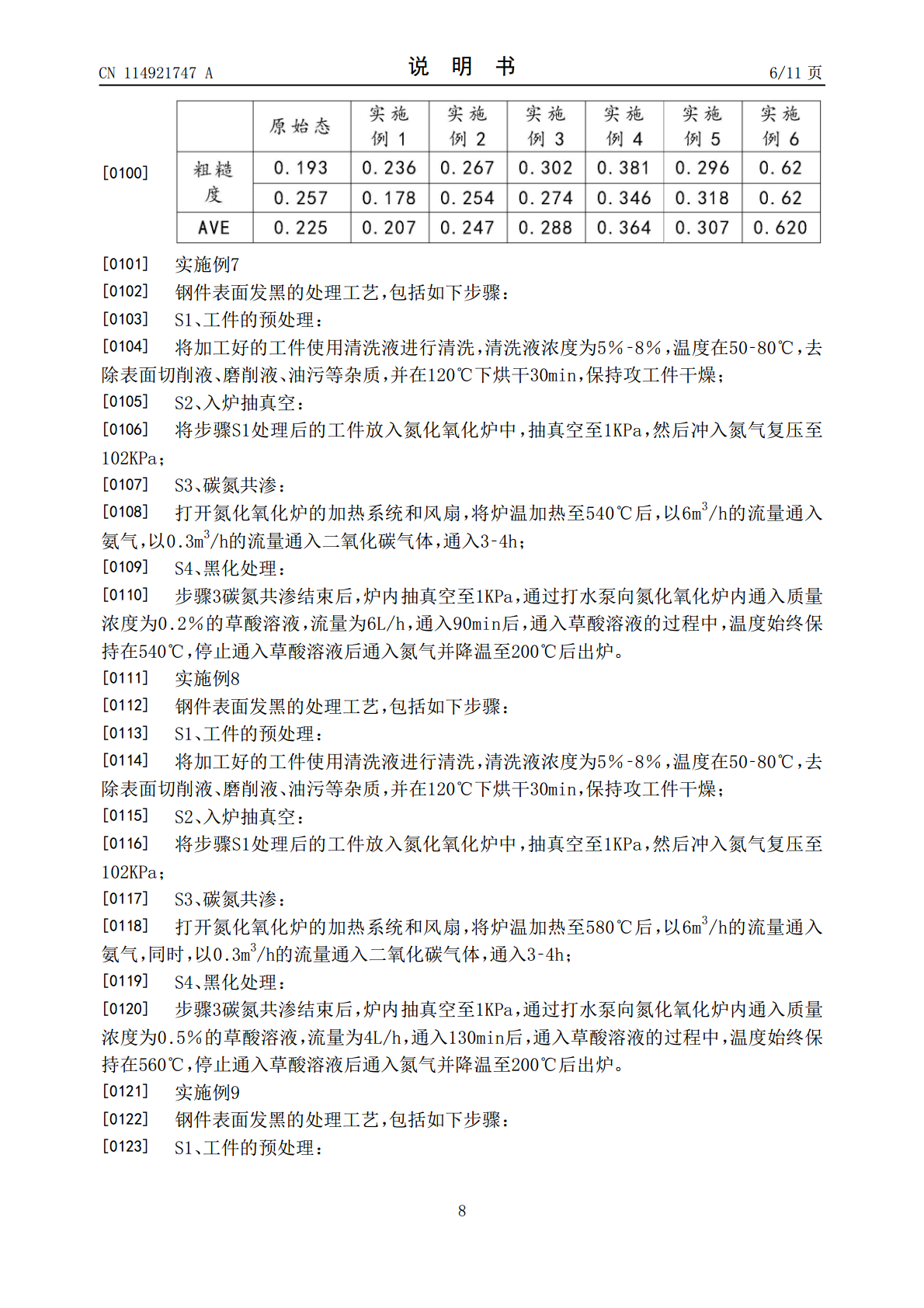
6/10
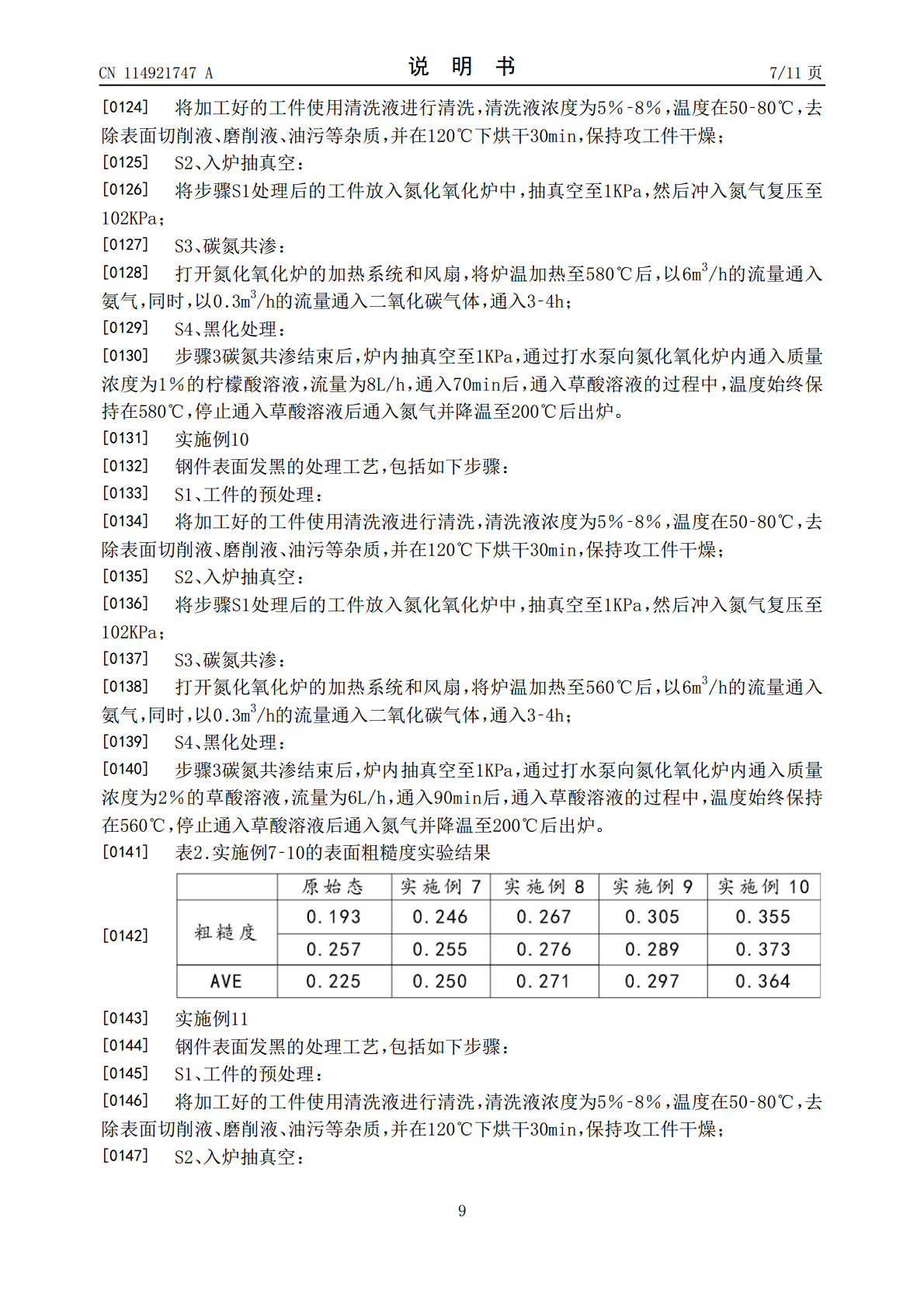
7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢件表面发黑的处理工艺.pdf
本发明涉及金属制品表面处理技术领域,尤其涉及一种钢件表面发黑的处理工艺,包括:S1、工件的预处理;S2、入炉抽真空;S3、碳氮共渗;S4、黑化处理;本发明的处理工艺,通过氮化处理使工件表面分子具有活性,然后通过酸性水溶液进行氧化,使得工件表面发黑,且颜色较深,能够满足特殊行业的要求;在氧化过程中形成了四氧化三铁,在氮化过程中形成了氮化层,此两种结构会大大提高工件的表面硬度,能够使工件具有耐磨性;能够使工件具有较好的耐腐蚀性,中性盐雾实验可以达到760小时不腐蚀,采用气体发黑,可以做到无死角、无色差,对于结

发黑表面处理工艺.doc
发黑表面处理工艺(1)发黑工艺去油———(去铜)-—→酸洗-—→清洗—-→氧化(或二次氧化)—-→清洗——→热水清洗——→皂化——→浸水膜装置换油-—→入库.ﻫ各道工序要求ﻫ一去油1.化学去油NaoH100~150克/升+Na2CO320—27克/升加热至沸点滚桶内加入少量废酸和铁悄ﻫ2.用汽油或柴油洗洗油。ﻫ3.用喷砂或喷丸去除油及锈ﻫ4.淬火回火的工件可用滚桶去油及锈ﻫ二去铜用铬酸250~300克/升+硫酸铵80~100克/升无铜时可省去此道工序ﻫ加水浸1~2分钟,然后再在清水中清洗ﻫ三酸洗用30%工

发黑表面处理工艺.doc
发黑表面处理工艺(1)发黑工艺去油———(去铜)——→酸洗——→清洗——→氧化(或二次氧化)——→清洗——→热水清洗——→皂化——→浸水膜装置换油——→入库。各道工序要求一去油1.化学去油NaoH100~150克/升+Na2CO320-27克/升加热至沸点滚桶内加入少量废酸和铁悄2.用汽油或柴油洗洗油。3.用喷砂或喷丸去除油及锈4.淬火回火的工件可用滚桶去油及锈二去铜用铬酸250~300克/升+硫酸铵80~100克/升无铜时可省去此道工序加水浸1~2分钟,然后再在清水中清洗三酸洗用30%工业盐酸浸1~2分

钢件热处理发黑的研究.docx
钢件热处理发黑的研究钢件热处理发黑的研究摘要:钢件在热处理过程中会出现发黑现象,这种现象主要是由于钢件表面形成了一种称为氧化皮的氧化膜所导致的。本论文通过查阅大量相关文献和实验数据,对钢件热处理发黑现象进行了深入研究。研究结果表明,钢件热处理发黑主要是由于热处理过程中存在的一系列因素所引起的。本文通过对钢件热处理过程中的温度、气氛以及材料表面性质等因素的分析和研究,提出了相关解决方案和建议,以减少钢件热处理发黑现象的发生。关键词:钢件,热处理,发黑,氧化皮,温度,气氛,材料表面性质引言:钢件的热处理是一种

发黑表面处理工艺英文简称.pdf
发黑表面处理工艺英文简称English:Blacksurfacetreatmenttechnologyreferstoamethodtomakethesurfaceofmetalornon-metallicmaterialsappearblackordarkbyartificiallyformingathinanddenseoxidefilmoramixedoxidefilmonthesurfaceofthematerial.Blacksurfacetreatmenttechnologyhashighde