
一种立式退火炉冷段瓢曲自动控制方法.pdf

又珊****ck

1/8

2/8
3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种立式退火炉冷段瓢曲自动控制方法.pdf
本发明涉及带钢连续热处理技术领域,且公开了一种立式退火炉冷段瓢曲自动控制方法,包括以下步骤:在立式退火炉的快冷段和OA冷却段设置高清摄像头,面对快冷段和OA冷却段的带钢运行进行实时监控,并配备带钢瓢曲视觉自动识别系统和人工智能主操控制系统,带钢瓢曲视觉自动识别系统能够实时识别带钢是否发生冷段瓢曲和带钢是否出现严重的跑偏出辊,一旦带钢瓢曲视觉自动识别系统发现带钢严重跑偏出辊,带钢瓢曲视觉自动识别系统将跑偏出辊信号发送至人工智能主操控制系统。本发明操作智能化、无人化,有利于实现无人化“自动退火”;操作标准化,

一种立式退火炉热段瓢曲自动控制方法.pdf
本发明涉及带钢连续热处理技术领域,且公开了一种立式退火炉热段瓢曲自动控制方法,包括以下步骤:S1、在立式退火炉的加热段和均热段设置高温摄像头,对加热段和均热段的带钢运行进行实时监控;S2、配备带钢瓢曲视觉自动识别系统和人工智能主操控制系统,带钢瓢曲视觉自动识别系统能够实时识别带钢是否发生热瓢曲和带钢是否出现严重的跑偏出辊;本发明可以通过人工智能系统部分代替操作人员进行标准化作业,操作可靠性更强,有利于实现退火作业少人化、操作智能化和无人化“自动退火”;本发明实用性强,可以将操作人员解放出来,在人工成本逐渐
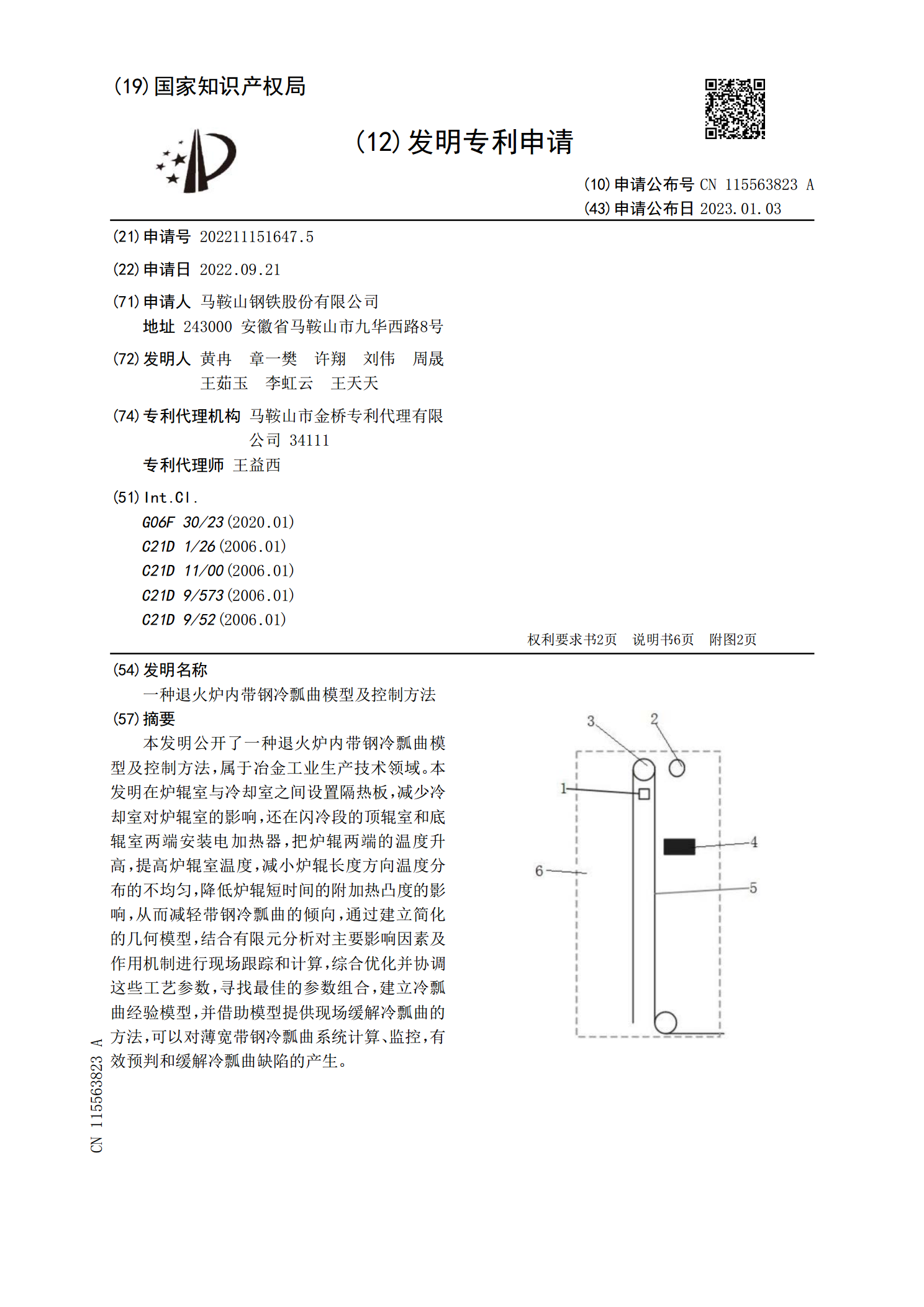
一种退火炉内带钢冷瓢曲模型及控制方法.pdf
本发明公开了一种退火炉内带钢冷瓢曲模型及控制方法,属于冶金工业生产技术领域。本发明在炉辊室与冷却室之间设置隔热板,减少冷却室对炉辊室的影响,还在闪冷段的顶辊室和底辊室两端安装电加热器,把炉辊两端的温度升高,提高炉辊室温度,减小炉辊长度方向温度分布的不均匀,降低炉辊短时间的附加热凸度的影响,从而减轻带钢冷瓢曲的倾向,通过建立简化的几何模型,结合有限元分析对主要影响因素及作用机制进行现场跟踪和计算,综合优化并协调这些工艺参数,寻找最佳的参数组合,建立冷瓢曲经验模型,并借助模型提供现场缓解冷瓢曲的方法,可以对薄
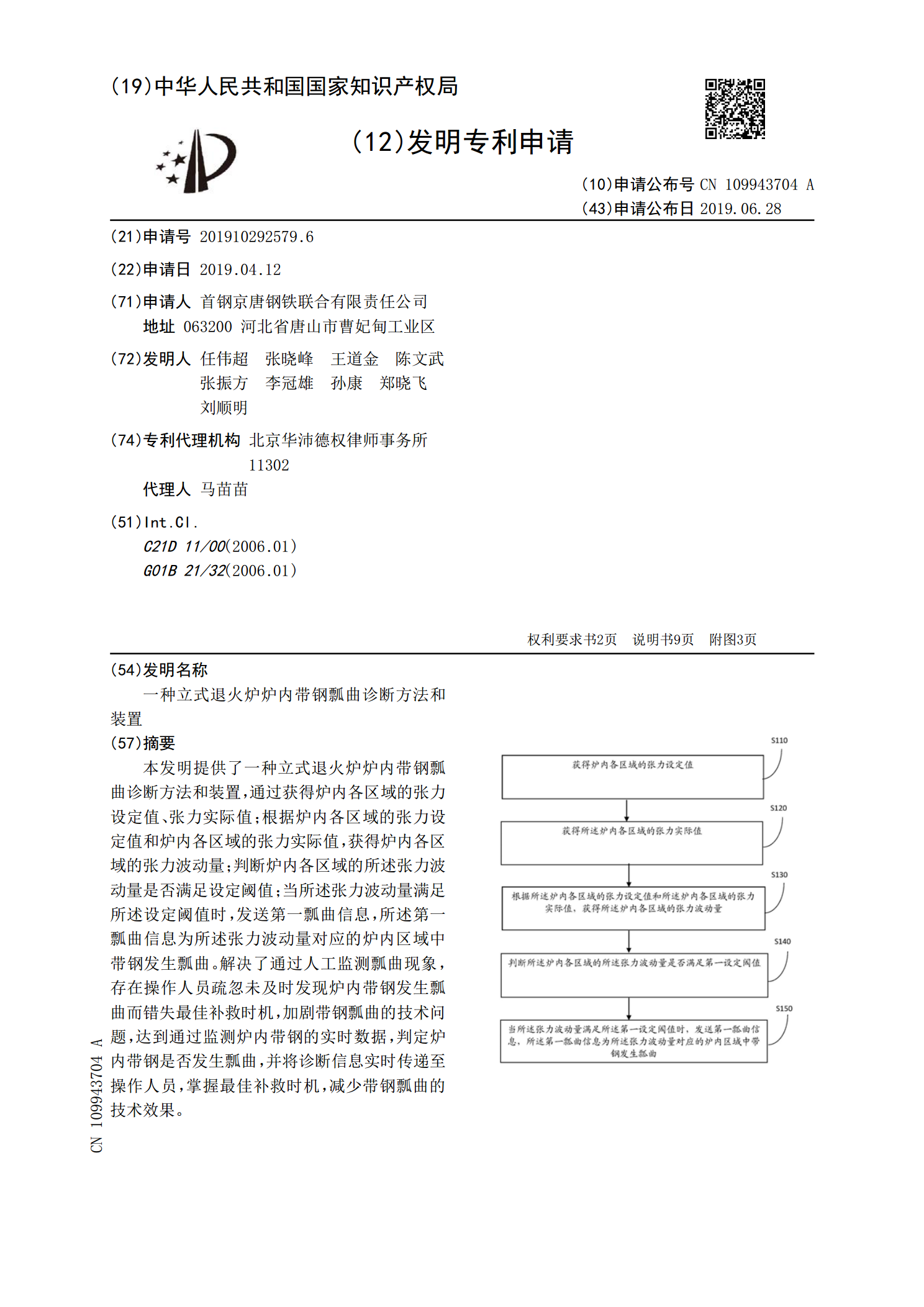
一种立式退火炉炉内带钢瓢曲诊断方法和装置.pdf
本发明提供了一种立式退火炉炉内带钢瓢曲诊断方法和装置,通过获得炉内各区域的张力设定值、张力实际值;根据炉内各区域的张力设定值和炉内各区域的张力实际值,获得炉内各区域的张力波动量;判断炉内各区域的所述张力波动量是否满足设定阈值;当所述张力波动量满足所述设定阈值时,发送第一瓢曲信息,所述第一瓢曲信息为所述张力波动量对应的炉内区域中带钢发生瓢曲。解决了通过人工监测瓢曲现象,存在操作人员疏忽未及时发现炉内带钢发生瓢曲而错失最佳补救时机,加剧带钢瓢曲的技术问题,达到通过监测炉内带钢的实时数据,判定炉内带钢是否发生瓢
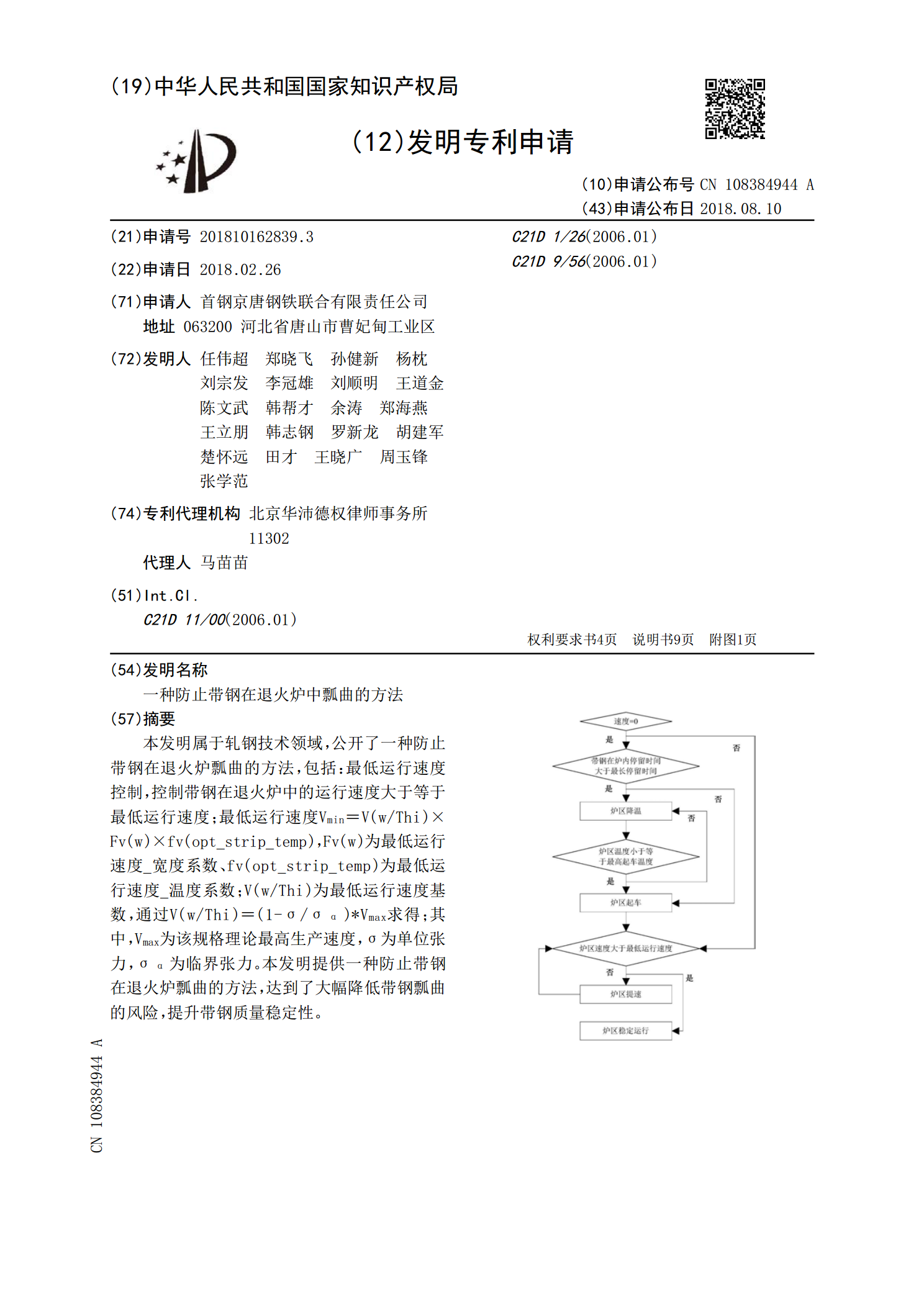
一种防止带钢在退火炉中瓢曲的方法.pdf
本发明属于轧钢技术领域,公开了一种防止带钢在退火炉瓢曲的方法,包括:最低运行速度控制,控制带钢在退火炉中的运行速度大于等于最低运行速度;最低运行速度V