
一种条材板用AH36结构钢板的生产方法.pdf

一吃****春艳


1/7
2/7
3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种条材板用AH36结构钢板的生产方法.pdf
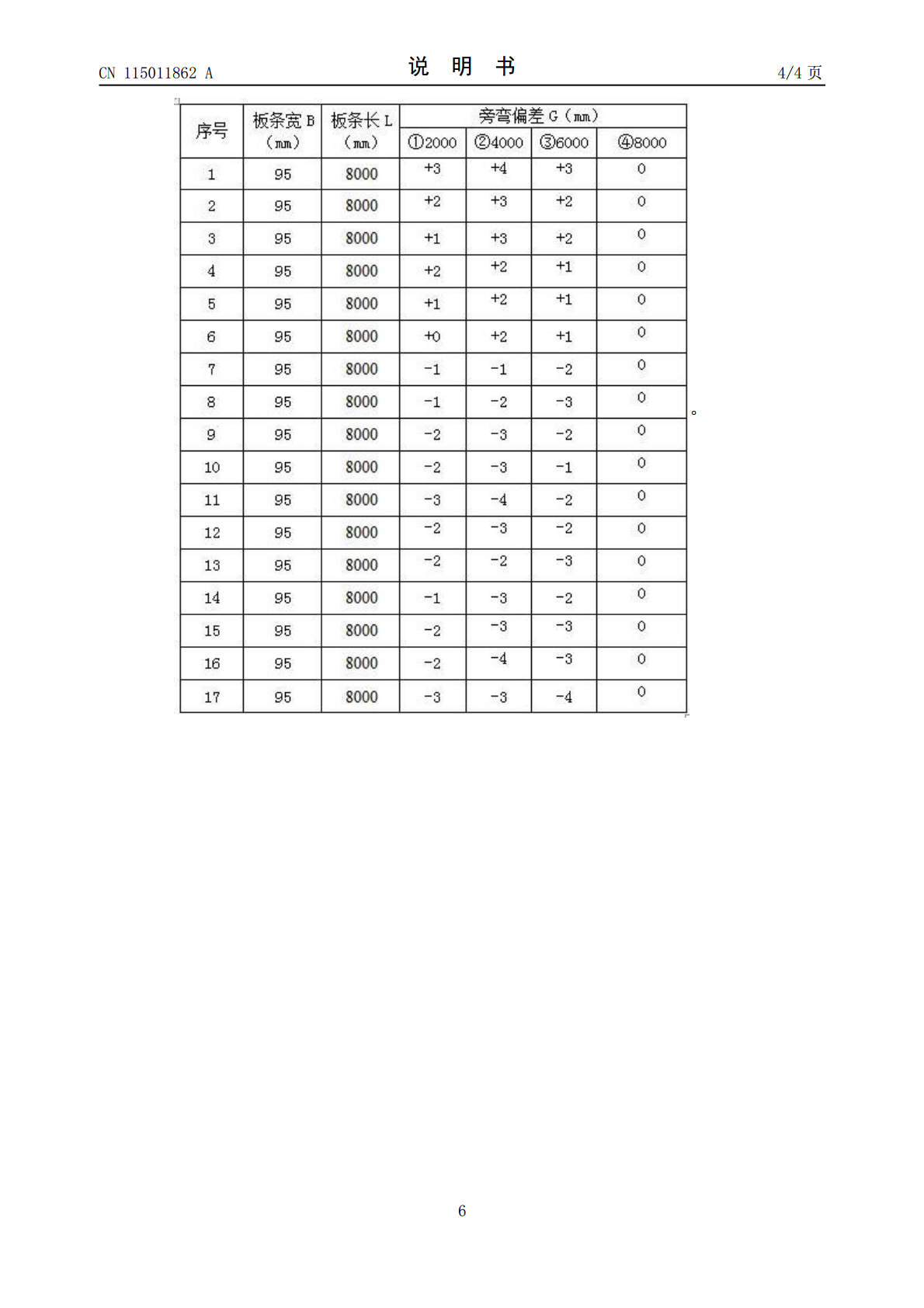
一种条材板用AH36结构钢板的生产方法,工艺步骤为铁水预处理→转炉→精炼→连铸→板坯加热→轧制→热矫→精整→堆冷→性能检验。钢的化学组成质量百分比为:C=0.15~0.18,Si=0.20~0.40,Mn=1.40~1.55,P≤0.020,S≤0.005,Als=0.020~0.050,Nb≤0.020,余量为Fe和不可避免的杂质。本发明通过合理成分设计和轧制工艺,所生产的钢板力学性能稳定,钢板沿轧制方向火切分条后旁弯偏差值基本控制在5mm以内,满足对条材板用AH36钢板的使用要求。

AH36高强船体结构用钢板冶炼生产研究与应用.docx
AH36高强船体结构用钢板冶炼生产研究与应用摘要AH36钢板是一种高强度船体结构用钢板,具有良好的抗压强度、韧性和焊接性能。本文以AH36钢板的冶炼生产、研究和应用为主要内容进行探讨。首先介绍了AH36钢板的主要化学成分和力学性能,然后对AH36钢板的冶炼技术、工艺参数进行了详细分析,并对热处理工艺和焊接工艺进行了简要介绍。接着介绍了AH36钢板在船舶工业中的广泛应用,包括船体结构、机构和配件等方面,重点阐述了其在海上作业、水下作业和固定式海洋结构等大型工程项目中的应用情况。最后,对未来AH36钢板的研究

一种桥梁锚板用钢板生产方法.pdf
本发明公开了一种桥梁锚板用钢板生产方法,属于金属材料领域。该工艺利用经转炉炼钢、炉外精炼的连铸板坯,板坯主要化学成分(质量百分比)为:C?0.14~0.18%,Si?0.20~0.50%,Mn?1.10~1.60%,S≤0.010%,微合金化元素(Nb+Cu+Ni)≤0.50%;将两支或以上上述连铸板坯加工坡口后叠放在一起,通过气体保护焊、埋弧焊和真空电子束焊组合焊接成大厚度连铸坯料;然后装车底式炉或均热炉加热,出炉后经厚板轧机轧制,并经控制冷却和热处理后,最终生产制造出大厚度桥梁锚板用钢。本发明生产的钢
船体结构用宽厚规格钢板的生产方法.pdf
本发明公开了一种船体结构用宽厚规格钢板的生产方法,生产工艺包括铁水脱硫、转炉顶底吹炼、真空处理、连铸、控轧控冷、热处理,钢的成分质量百分比(Wt%)为:C0.02~0.1,Si0.2~0.4,Mn0.5~1.5,Alt0.02~0.04,Nb0.02~0.08,V0.005~0.1,Ti0.008~0.02,Cr0.3~0.7,Mo0.2~0.5,Ni0.3~1.4,Cu0.2~1.2,B0.001~0.002,P0.013,S0.005,O0.0012,N0.0045,H0.00015,其余为Fe和不可

一种结构用28MnB钢板及其生产方法.pdf
本发明公开了一种结构用28MnB钢板及其生产方法,所述钢板化学成分组成及其质量百分含量为:C:0.25‑0.32%,Si:0.45‑0.80%,Mn:1.30‑1.50%,P≤0.020%,S≤0.008%,B:0.001‑0.003%,Alt:0.020‑0.050%,余量为Fe和不可避免的杂质;所述生产方法包括初炼、精炼、连铸、加热、轧制工序。本发明钢板屈服强度Rel≥490MPa,抗拉强度Rm≥680MPa,延伸率≥19%,完全满足工程应用要求,被广泛用于制作各类合金结构件及其零部件,如电站锅炉过热